Изобретение относится к области строительства, а именно к конструкции устройств для формирования труб, используемых в качестве секций мусоропроводов, обеспечивающих удаление бытовых отходов из зданий, или в качестве секции сборной вентиляционной шахты здания или сооружения.
Известно устройство для изготовления изделий трубчатой формы, образованных слоями стекловолокна, определенным образом уложенного и связанного между собой связующим, содержащее оправку, устанавливаемую в намоточное устройство, в которое для пропитки слоев подают при вращении оправки связующее (авторское свидетельство СССР №133383, В 28 В 21/48, 1960 г.).
Из известных наиболее близким по технической сущности является устройство для изготовления изделий трубчатой формы, содержащее устанавливаемую в формующее устройство разъемную оправку, на которую наматывают слои полотнища с подачей между ними связующего, пропитку полотнища которым производят при вращении оправки (RU №232069, В 28 В 21/48, 1963 г.).
Известные конструкции имеют значительную массу, требующую периодического использования в помещениях цеха грузоподъемных устройств, работа с которыми увеличивает технологический цикл, в то время как само формуемое изделие имеет сравнительно небольшую массу. Известные устройства достаточно сложны в производстве ремонта и трудоемки в монтажно-демонтажных работах. При работе с известными устройства необходимо использовать энергоемкий привод медленного вращения оправки, имеющий значительные габариты из-за обязательного наличия редуктора или демультипликатора в используемом приводе.
Задачей настоящего изобретения является упрощение конструкции устройства для изготовления секций ствола мусоропровода или вентиляционной шахты путем снижения массы оправки, минимально возможного использования в технологическом процессе грузоподъемных средств, упрощения технологических операций по монтажу-демонтажу устройства и повышение его ремонтопригодности, а также снижение материалоемкости за счет возможности исключения сложного механического привода вращения оправки.
При этом благодаря разборной конструкции оправки возможно изготовление более тонких, легких и дешевых многослойных конструкций секций мусоропровода и вентиляционных шахт, так как:
- не требуется большого количества специального оборудования (намоточный станок, гидросъемник, оправки с высокой чистотой поверхности (для обеспечения возможности съема), грузоподъемные механизмы для транспортировки и перемещения заготовки секции с оправкой, токарный станок и т.д.);
- не требуется обеспечивать толщину стенки секции из условий обеспечения осевой устойчивости при съеме с оправки, т.к. при уменьшении толщины стенки происходит осевая потеря прочности, появляется гофра и изделие бракуется;
- масса секции незначительная, т.к. не требуется обеспечивать толщину ее стенки из условий обеспечения осевой устойчивости при съеме с оправки, изготовление секции возможно с минимальной толщиной стенки и из недорогих тканей с невысокими физико-механическими характеристиками;
- цикл изготовления секции короткий из-за гораздо меньшей толщины стенки, отсутствия перемещений с использованием грузоподъемных средств по схеме - намоточный станок - камера отверждения - гидросьемник - токарный станок, изготовление секции происходит на одном рабочем месте;
- узел стыка получается во время формования заготовки секции;
- возможно изготовление различных многослойных функциональных стенок конструкций секций;
- невысокая стоимость секций, увеличивающая возможности их применения в строительстве.
Достигается это тем, что устройство для изготовления секций ствола мусоропровода или вентиляционной шахты содержит выполненную из древесины оправку в виде сегментовидных в поперечном сечении элементов, образующих рабочую цилиндрическую поверхность оправки, торцы которых посредством винтовых соединений закреплены с их противоположных сторон на соосно расположенных фланцах, имеющих закрепленные к ним оси вращения, а на обращенной внутрь оправки поверхности сегментовидных в поперечном сечении элементов расположены контактирующие с ними упоры фланцев или на соприкасающихся поверхностях элементов выполнены соединения типа «шип-паз», причем на наружной поверхности оправки закреплено охватывающее сегментовидные в поперечном сечении элементы формующее кольцо ступенчатого поперечного сечения, ступень большего диаметра которого расположена со стороны ближайшего фланца.
Кроме того, гайки винтовых соединений выполнены в виде резьбовых втулок и размещены в древесине оправки.
Изобретение поясняется чертежами, где:
- на фиг.1 представлен общий вид устройства для изготовления секций ствола мусоропровода или вентиляционной шахты;
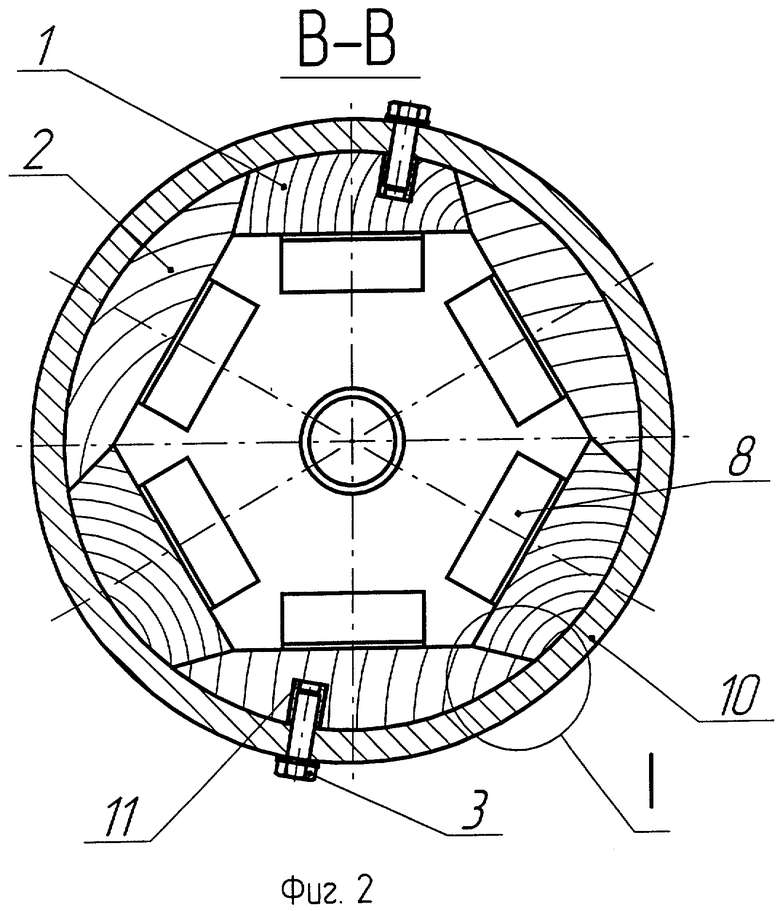
- на фиг.2 - сечение на фиг.1;
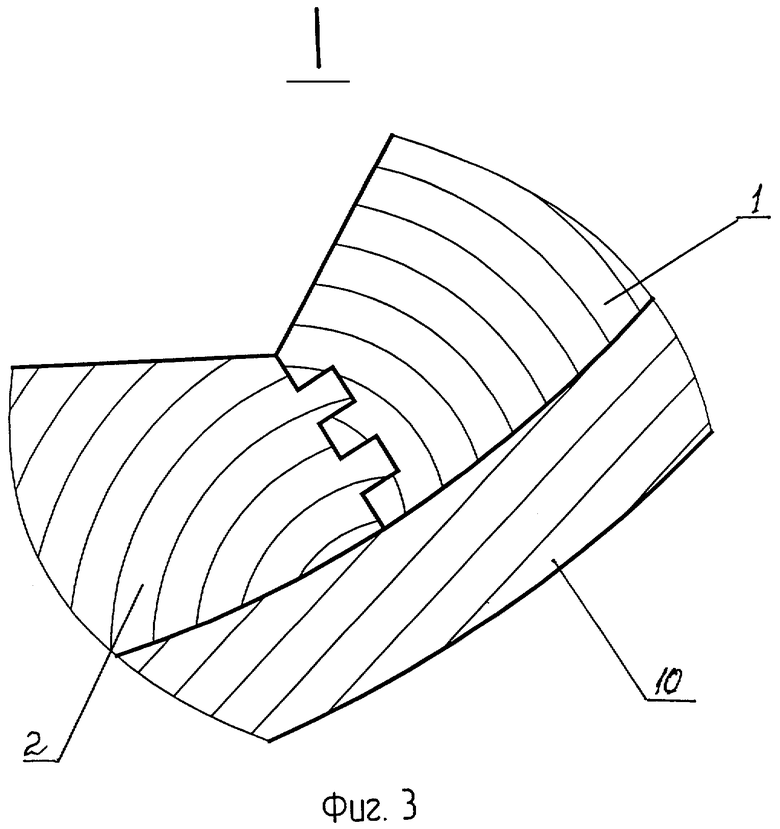
- на фиг.3 представлен вариант соединения сегментовидных элементов оправки типа «шип-паз».
Устройство для изготовления секций ствола мусоропровода или вентиляционной шахты содержит выполненную из древесины оправку 1 в виде сегментовидных в поперечном сечении элементов 2, образующих рабочую боковую цилиндрическую поверхность оправки. Торцы элементов 2 посредством винтовых соединений 3 закреплены с их противоположных сторон на соосно расположенных фланцах 4 и 5, которые имеют закрепленные к ним оси вращения 6 и 7. Для предотвращения радиальных перемещений элементов 2 на обращенной внутрь оправки 1 поверхности фланцев 4 и 5 выполнены контактирующие с тыльной поверхностью сегментов упоры 8. Или элементы 2 соединены между собой системой «шип-паз». На наружной поверхности оправки 1 закреплено охватывающее элементы 2 формующее кольцо 9 ступенчатого поперечного сечения, ступень 10 большего диаметра которого расположена со стороны ближайшего фланца 4. Гайки 11 винтовых соединений 3 выполнены в виде резьбовых втулок и размещены в древесине оправки 1.
На описанной выше конструкции устройства для изготовления секций ствола мусоропровода или вентиляционной шахты производят секции ствола монолитной многослойной конструкции или многослойной композиционной конструкции.
При изготовлении многослойной не монолитной конструкции секции ствола внутренний ее слой для обеспечения качественной, глянцевой внутренней поверхности выполнен из стеклоткани, например ЭЗ-100 или ЭЗ-250 (электроизоляционные ткани по ГОСТ19907-83) или ТИ-250 (ТУ 5952-074-0576 3895-2003) или стекломата МПС - А-35(350) ТУ 6-11-403-84. При этом первый конструкционный слой, шпангоуты и второй конструкционный слой выполнены из стеклотканей, например ТИ-250 (ТУ 5952-074-0576 3895-2003) или Т-13 (ГОСТ 19170-2001) или ТР-0,7, ТР-0,33, ТР-0,25 (ТУ 6-48-00205009-97-96), промежуточный слой выполнен из непропитанного связующим звукоизоляционного (звукопоглощающего, звукоотражающего) материала, например теплоизоляционного материала из стекловолокна марки ПСХ-Т ТУ 6-48-97-93 или ИПС-Т ТУ 6-48-135-97 (имеющего коэффициент звукопоглощения при частотах 125-8000 Гц - 0,4-0,82 соответственно) или нетканого материала марки ИПМ 6-Е-800(100) или нетканого синтетического иглопробивного не термофиксированного (СТБ 1104-98 ТУ РБ 00204079.033-97). Все стеклоткани пропитывают полиэфирными смолами, например ПН-ТГ-1Б (ТУ 2257-091-05015213), или импортными F805TF или F240TF страна-производитель Финляндия.
Работа осуществляется следующим образом:
- подготавливают оправку к намотке, для чего очищают ее поверхность ветошью, смоченной в растворителе, наносят слой смазки КПД (ТУ 6-02-833-78) и наматывают антиадгезионный слой, например, фторопластовой или полиэтиленовой, или триацетатной пленки;
- надевают на оправку 1 формующее кольцо 9;
- формуют на оправку 1 внутренний слой стеклотканью, например, ЭЗ-100 или ЭЗ-250, пропитанной полиэфирными смолами, например, ПН-ТГ-1Б (ТУ 2257-091-05015213) и прикатывают приформовочным роликом;
- формуют на поверхность внутреннего слоя первый конструкционный слой и шпангоуты стеклотканью, например, ТИ-250 (ТУ 5952-074-0576 3895-2003), пропитанной полиэфирной смолой ПН-ТГ-1Б (ТУ 2257-091-05015213) и прикатывают приформовочным роликом;
- формуют на поверхность первого конструкционного слоя промежуточный слой из непропитанного связующим звукопоглощающего материала, например теплоизоляционного материала из стекловолокна марки ИПС-Т (ТУ 6-48-135-97), для чего при необходимости на поверхность первого конструкционного слоя наносят дополнительно полиэфирное связующее ПН-ТГ-1Б (ТУ 2257-091-05015213);
- при необходимости проводят частичное отверждение связующего, а затем на поверхность промежуточного слоя наносят полиэфирное связующее ПН-ТГ-1Б, формуют на поверхность внутреннего слоя второй конструкционный слой стеклотканью, например, Т-13 (ГОСТ 19170-2001), пропитанной полиэфирными смолами ПН-ТГ-1Б (ТУ 2257-091-05015213), и прикатывают приформовочным роликом;
- отверждают отформованную заготовку секции при температуре цеха в течение не менее 10 часов или с подогревом до 60°С в течение не менее 4 часов;
- разбирают оправку 1 и снимают готовую секцию.
Таким способом можно изготовить практически любые конструкции различной толщины и с функциональными различными слоями.
Изобретение относится к области строительства, а именно к конструкции устройств для формирования труб, используемых в качестве секций мусоропроводов, обеспечивающих удаление бытовых отходов из зданий, или в качестве секции сборной вентиляционной шахты здания. Техническим результатом изобретения является упрощение конструкции устройства для изготовления секций ствола мусоропровода или вентиляционной шахты путем снижения массы оправки, минимально возможного использования в технологическом процессе грузоподъемных средств, упрощения технологических операций по монтажу-демонтажу устройства и повышение его ремонтопригодности, а также снижение материалоемкости за счет возможности исключения сложного механического привода вращения оправки. При этом благодаря разборной конструкции оправки возможно изготовление более тонких, легких и дешевых многослойных конструкций секций мусоропровода и вентиляционных шахт. Устройство для изготовления секций ствола мусоропровода или вентиляционной шахты содержит выполненную из древесины оправку в виде сегментовидных в поперечном сечении элементов, образующих рабочую цилиндрическую поверхность оправки. Торцы их посредством винтовых соединений закреплены с противоположных сторон на соосно расположенных фланцах, имеющих закрепленные к ним оси вращения. А на обращенной внутрь оправки поверхности сегментовидных в поперечном сечении элементов расположены контактирующие с ними упоры фланцев или на соприкасающихся поверхностях элементов выполнены соединения типа «шип-паз». На наружной поверхности оправки закреплено охватывающее сегментовидные в поперечном сечении элементы формующее кольцо ступенчатого поперечного сечения, ступень большего диаметра которого расположена со стороны ближайшего фланца. Гайки винтовых соединений выполнены в виде резьбовых втулок и размещены в древесине оправки. 1 з.п. ф-лы, 3 ил.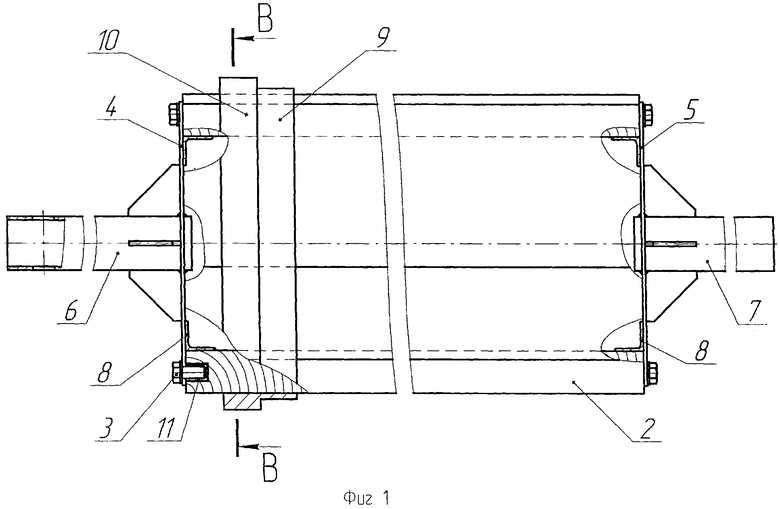
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| 0 |
|
SU191773A1 | |
| Регулируемая оправка | 1986 |
|
SU1397390A1 |
| ВЫКЛЮЧАТЕЛЬ ЭЛЕКТРИЧЕСКОГО ТОКА | 1929 |
|
SU17471A1 |

