Изобретение относится к электронно-оптическому приборостроению и используется в технологии волоконной оптики при изготовлении микроканальных пластин (МКП).
Наиболее близким техническим решением к изобретению по технической сущности и достигаемому результату является способ спекания волоконных пакетов путем набора блока из многожильных световодов, единичный элемент которых содержит жилу и оболочку, и последующего спекания при всестороннем обжатии блока в вакууме сообщением наружного давления сжатым воздухом через размягченную при нагревании стеклянную оболочку.
Недостаток способа в том, что очень трудно согласовать КТР блока и цельностеклянного обрамления из-за скачков КТР на этапах изготовления блока и формирования структуры МКП.
Целью изобретения является согласование коэффициентов термического расширения блока и цельностеклянного обрамления для изготовления блоков микроканальных пластин на основе свинцово-силикатного стекла, а также увеличение температуры спекания.
Поставленная цель достигается тем, что в способе спекания волоконных пакетов путем набора блока из многожильных световодов, единичный элемент которых содержит жилу и оболочку и последующего спекания при всестороннем обжатии блока в вакууме сообщением наружного давления сжатым воздухом через размягченную при нагревании стеклянную оболочку, перед спеканием проводят термоводородную обработку многожильных световодов.
Сущность способа заключается в том, что при термоводородной обработке и повторном нагреве многожильных световодов (МЖС) ( тоже наблюдается и при прогреве в вакууме) увеличивается КТР оболочки МЖС, которая выполнена из свинцово-силикатного стекла. Ранее процесс изменения КТР стекла оболочки единичных элементов МКП на различных этапах не исследовался и предложение является результатом использования полученных нами экспериментальных данных для усовершенствования технологического процесса спекания блоков МКП.
В известных решениях термоводородное восстановление МКП и заготовок изготовленных из свинцово-силикатного стекла используется либо для формирования вторично-эмиссионного слоя на поверхности каналов МКП, либо для увеличения оптической плотности стекла, либо же для изменения показателя преломления поверхности.
П р и м е р. Для изготовления единичных элементов МКП используют штабик (стержень), изготовленный из растворимого стекла на основе В2О3 с добавлением ВаО, К2О, SiO2, MgO, СаО и др. Трубку изготавливают из свинцово-силикатного стекла 6Ва4, в состав которого входят: SiO2, PbO, BaO, Al2O3, As2O3, Bi2O3, Na2O. Исходное значение КТР стекла жилы - 76˙10-7 1/град, а оболочки 94˙10-7 1/град. Единичные световоды изготавливают из комплекта штабик-трубка путем его разогрева и вытягивания. Температура вытяжки зависит от состава стекла, для комплекта из стекол 6Ва4-Х230 это значение составляет 630-650оС.
После вытяжки единичные элементы собирают в пакет, его разогревают и вытягивают с получением многожильных световодов, как правило, шестигранной формы. Размер пакета определяется размером единичных световодов и единичного элемента в конечном многожильном световоде. МЖС разрезают на отрезки определенной длины, собирают в блок заданного размера. Конфигурация блока максимального приближена к кругу (по периметру), например, двенадцатиугольник. Сборку помещают в стеклянную колбу (трубку) запаянную с одного конца (подобие стакана). Длина колбы больше длины МЖС блока. Колба формирует при спекании цельностеклянное обрамление МКП. Колб может быть несколько, это зависит от параметров стекол. Полученную сборку помещают в специальное устройство, обеспечивающее фиксацию блока в определенном положении. Кроме того, устройство должно обеспечивать возможность создания разрежения в пространстве блока в процессе нагрева и спекания блока, а также сообщения давления сжатого воздуха на размягченную оболочку блока. Переносят устройство с блоком в нагревательную печь. Спекание проводят (для указанной пары стекол) при температуре 590-630оС. Перед спеканием предусмотрена дегазация пространства блока МКП путем создания разрежения до 0,9-1,0 атм. Температурный интервал дегазации соответствует вязкости МЖС 1013 П. В решении по изобретению после дегазации впускают в систему водород или смесь водорода с аргоном. Проводят выдержку в течение 0,5-2,0 ч и вновь создают разрежение в пространстве блока. После этого, температуру поднимают и проводят спекание аналогично известным способам, т. е. путем технологических манипуляций создают условия прилипания размягченного стекла колбы (со стороны открытого торца) к штоку устройства спекания блока и, таким образом, создаются условия необходимые для поддержания стабильного разрежения 0,9-1,0 атм в пространстве блока и изоляции его от наружного пространства. Затем на размягченную оболочку блока сообщают давление сжатого воздуха. Процесс спекания для блока диаметром 34 мм длится 50±10 мин. После спекания сбрасывают давление и разрежение и проводят отжиг блока и охлаждение по нормам соответствующих стекол. Спеченный блок круглят до требуемого размера, разрезают на единичные пластины. Пластины шлифуют, полируют и проводят удаление растворимой сердцевины в растворе 0,2 н. соляной кислоты. Последующие операции обработки МКП, включая их обработку в потоке водорода, не отличаются от общепринятых операций изготовления МКП. При термоводородной обработке повышается вязкость стекла 6Ва4 и это повышение позволяет увеличить температуру спекания блока из данной пары стекол до 630-650оС, соответственно, использовать в качестве цельностеклянного обрамления стекло, у которого вязкость также выше на 20-30оС.
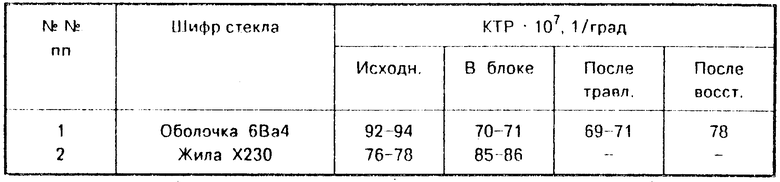
В таблице приведены значения КТР стекол жилы и оболочки МКП в исходном состоянии, в спеченном блоке, после удаления жилы из матрицы МКП и после восстановления в водороде. КТР самого блока (82-83)˙10-7 1/град. Как видно из табл. , после восстановления КТР МКП возрастает и величина этого возрастания достигает исходного значения КТР стекла оболочки, в зависимости от режима восстановления.
Фактически при термоводородной обработке МЖС восстанавливаются боковые грани МЖС. Хотя восстановление происходит на глубину не более нескольких мкм, это позволяет создать вокруг каждого МЖС слой с требуемым КТР. Например, если мы имеем цельностеклянное обрамление с КТР равным 82 ˙10-7 1/град, мы подбираем такой режим восстановления МЖС, чтобы и они имели бы после восстановления такое значение КТР. После восстановления такой конструкции мы имеем структуру, у которой подвергающаяся вариациям часть разделена локализирована. Она лишена возможности суммировать свое воздействие, поэтому "бороться" с ним значительно проще. Таким образом, данное решение позволяет согласовывать КТР цельностеклянного обрамления и самой матрицы, т. е. становится возможным значительно упростить решение задачи по предотвращению коробления МКП с цельностеклянным обрамлением. Уменьшается брак по растрескиванию МКП при резке блока, механической обработке МКП и травлении, так как в предлагаемом решении более уравновешены напряжения в структуре пластины.
Увеличение температуры спекания блоков МКП позволяет уменьшить время протекания щелочного обмена между жилой и оболочкой, т. е. позволяет уменьшить разброс параметров различных блоков, соответственно упрощается и процесс их восстановления. Как известно, температура восстановления является функцией температуры спекания блока, т. е. является функцией процесса щелочного обмена между жилой и оболочкой в процессе спекания блока.
Более высокая температура спекания блоков, для данной пары стекол, также улучшает однородность поля электронного изображения МКП, улучшаются их электронные параметры, уменьшается разброс, например, величины разрешающей способности (за счет более низких).
Преимущества способа перед известными решениями: позволяет согласовывать КТР стекол цельностеклянного обрамления и матрицы МКП и сохранять это состояние в процессе спекания блок; травления пластин и их восстановления. позволяет повысить температуру спекания блока; повышает качество МКП за счет повышения электронных параметров; учитывая, что в процессе водородного восстановления боковые грани МЖС (по которым происходит спекание) подвергаются известной очистке, происходит улучшение качества границы спекания многожильных световодов, уменьшается число пластин по дефекту "темные грязевые включения", "темная сетка"; позволяет уменьшить разброс температур при подборе режимов восстановления пластин из разных блоков; позволяет уменьшить продолжительность спекания блока за счет повышения температуры спекания. (56) Авторское свидетельство СССР N 178521, кл. G 02 B 6/04, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНЫХ ПЛАСТИН С МОНОЛИТНЫМ ОБРАМЛЕНИЕМ | 2001 |
|
RU2206530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МИКРОКАНАЛЬНЫХ ПЛАСТИН | 2010 |
|
RU2441851C1 |
| Способ изготовления микроканальных пластин с монолитным обрамлением | 2020 |
|
RU2731755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2001 |
|
RU2235072C2 |
| Способ создания нанокластеров свинца в микроканальных пластинах на основе свинцово-силикатных стекол | 2017 |
|
RU2700789C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНОГО БЛОКА ИЗ СТЁКОЛ РАЗНЫХ СОСТАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2772026C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ | 2000 |
|
RU2199140C2 |
| МИКРОКАНАЛЬНАЯ ПЛАСТИНА | 2003 |
|
RU2291124C2 |
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ (ВАРИАНТЫ) | 2002 |
|
RU2210795C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОРАССЕИВАЮЩЕГО ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ) И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2015 |
|
RU2583892C1 |
Сущность изобретения: способ спекания волоконных пакетов включает набор блока из многожильных световодов, единичный элемент которых содержит жилу и оболочку, термоводородную обработку многожильных световодов и последующее спекание при всестороннем обжатии блока в вакууме сообщением наружного давления сжатым воздухом через размягченную при нагревании стеклянную оболочку. 1 табл.
СПОСОБ СПЕКАНИЯ ВОЛОКОННЫХ ПАКЕТОВ путем набора блока из многожильных световодов, единичный элемент которых содержит жилу и оболочку, и последующего спекания при всестороннем обжатии блока в вакууме сообщением наружного давления сжатым воздухом через размягченную при нагревании стеклянную оболочку, отличающийся тем, что, с целью согласования коэффициентов термического расширения блока и цельностеклянного обрамления для изготовления блоков микроканальных пластин на основе свинцово-силикатного стекла, а также увеличения температуры спекания, перед спеканием проводят термоводородную обработку многожильных световодов.
