Изобретение относится к области металлургии алюминиевых сплавов, а именно к способу термической обработки длинномерных полуфабрикатов из высокопрочных и особопрочных термически упрочняемых сплавов системы Al-Zn-Mg-Cu, особенно с добавкой Zr, используемых в качестве конструкционного материала для основных силовых элементов планера самолетов, ракетной техники, а также в транспортном и приборном машиностроении.
Известно, что максимальная прочность этих сплавов обеспечивается в результате закалки и искусственного старения по низкотемпературным (120-140°С), как правило, одноступенчатым режимам T1 (T6 за рубежом), благодаря формированию тонкодисперсных, равномерно распределенных зон ГП и M'-фазы (MgZn2) внутри зерен. Но при этом сплавы имеют низкое сопротивление опасным видам коррозии - коррозионному растрескиванию под напряжением (КР) и расслаивающей коррозии (РСК), которые развиваются по границам зерен и обусловлены в основном неблагоприятными (сплошными) пограничными выделениями частиц стабильной М- и метастабильной М'-фаз.
Для кардинального повышения стойкости к КР и РСК при некотором улучшении характеристик трещиностойкости и, как следствие, с целью повышения эксплуатационной надежности и ресурса конструкций, для сплавов системы Al-Zn-Mg-Cu широко применяются двух- (и даже трех-) ступенчатые режимы коагуляционного смягчающего старения Т2 и Т3 (Т76, Т73, T74) [Промышленные алюминиевые сплавы. Справочник под ред. И.Н.Фридляндера, М.: Металлургия, 1984 с.125, 145-151; Aluminum Standards and Data, Aluminum Association, USA, 1998, p.3.15-3.17].
Они включают первую низкотемпературную (100-125°С) ступень в области зонного старения, когда обеспечивается большое количество центров выделений (зон ГП) внутри зерна и, как следствие, формируется основная доля прочности, и вторую высокотемпературную (160-180°С) ступень в области коагуляционного старения, в процессе которой частицы стабильных фаз на границах зерен укрупняются, становятся дискретными, а также происходит аннигиляция дислокаций, благодаря чему резко возрастает сопротивление коррозии.
Однако прочностные характеристики в состояниях Т2 и Т3 на 7-15% ниже, чем в состоянии Т1, что не позволяет реализовать в полной мере весовую эффективность изделий, например обшивки и стрингеры крыла, от использования высокопрочных и особенно особопрочных сплавов с добавкой Zr в современных конструкциях. Наиболее близким по своему техническому решению и назначению к предлагаемому изобретению является способ термической обработки полуфабрикатов из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu, включающий закалку и трехступенчатое старение. Искусственное старение включает:
1) I - ступень - нагрев до одной или более температур в пределах 79-163°С осуществляют с выдержкой 2 ч и более (в частности 120°С, 24 ч)
2) II - ступень - нагрев для совокупного температурно-временного эффекта внутри интервала 170-260°С с выдержкой от 5 до 60 минут,
3) III - нагрев до одной или более температур в пределах 79-163°С осуществляют с выдержкой 3 ч и более (в частности 120°С, 24 ч), (US 5221377, МПК7 С 22 С 21/06, 22.06.1993, п.14 формулы).
Недостатком этого способа является повышенное коробление полуфабрикатов, особенно длинномерных, недостаточный уровень их прочностных свойств и технологической пластичности, что приводит к нестабильности размеров и свойств полуфабрикатов и изделий, полученных из них.
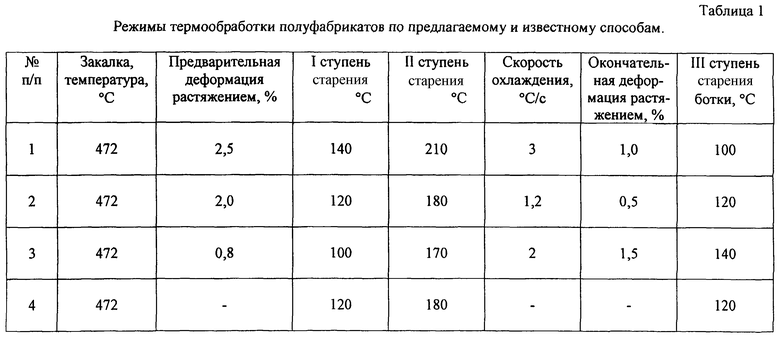
Технической задачей настоящего изобретения является разработка режимов термической обработки полуфабрикатов, преимущественно длинномерных (плит, листов, прессованных) из высокопрочных и особопрочных сплавов системы Al-Zn-Mg-Cu, особенно с добавкой Zr, позволяющих получать изделия из них со стабильно высокими прочностными свойствами и достаточным уровнем сопротивления РСК и КР при обеспечении минимального коробления после закалки и предлагаемого процесса термической обработки. Для достижения поставленной задачи предложен способ термической обработки полуфабрикатов из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu, включающий закалку и трехступенчатое старение, при котором на первой и третьей ступенях осуществляют низкотемпературный нагрев при 100-140°С, а на второй ступени -высокотемпературный нагрев при 170-210°С, причем перед первой ступенью проводят предварительную пластическую деформацию растяжением со степенью 0,8-2,5%, а перед третьей ступенью - окончательную пластическую деформацию растяжением со степенью 0,5-1,5%. В частном воплощении изобретения после второй ступени старения проводят охлаждение со скоростью v>1°С/с.
Предложено изделие, которое изготовлено данным способом и выполнено из полуфабриката со стабильными размерами и улучшенными прочностными и коррозионными свойствами.
Умеренная степень предварительной пластической деформации (до 2,5%) после закалки ограничивает в процессе низкотемпературного старения на первой ступени гетерогенное зарождение крупных метастабильных фаз М' на дислокациях, введенных деформацией, и ограничивает уменьшение количества растворенных легирующих элементов, участвующих в гомогенном однородном распаде твердого раствора с образование преимущественно зон ГП и некоторого количества мелких фаз М', образовавшихся на зонах. В результате на второй ступени в процессе высокотемпературного нагрева происходит более полный возврат - растворение упрочняющих выделений внутри зерна, а не их рост и переход в стабильные фазы М на второй и третьей ступенях старения, что вызывает уменьшение прочностных свойств. На второй ступени происходит также дальнейший распад и формирование необходимой структуры выделений стабильных фаз по границам зерен для повышения стойкости к РСК и КР.
Одновременно пластическая деформация при растяжении установленной величины до 2,5% достаточна для уменьшения коробления и основной доли остаточных напряжений, возникающих в результате резкого охлаждения при закалке.
Регламентированное быстрое охлаждение (>1°С/с) после высокотемпературного старения на второй ступени максимально фиксирует пересыщенный твердый раствор внутри зерен, образовавшихся при возврате, и обеспечивает достаточную технологическую пластичность для проведения последующего растяжения. Его можно реализовать при вертикальном погружении полуфабрикатов в воду, либо при их спрейерном охлаждении в горизонтальном положении и др. способами.
Окончательное растяжение до 1,5% после второй высокотемпературной ступени старения уменьшает коробление, приводит к дополнительному приросту предела текучести.
Применение высокой степени одноразовой, предварительной деформации растяжением после закалки, без окончательной деформации после второй ступени термообработки, недостаточно снижает коробление и огрубляет внутризеренные выделения фазы М', что не позволяет получать стабильно высокие прочностные свойства и геометрические параметры полуфабрикатов.
Перерыв после закалки и после второй высокотемпературной ступени старения перед проведением деформации растяжением не превышает 3-х час. Ограничение перерыва перед процессом растяжения предотвращает вероятность распада пересыщенного твердого раствора и, соответственно, облегчает проведение растяжения.
Пример осуществления
В условиях опытно-промышленного производства были изготовлены прессованием полосы габаритами 15-20×150×6500 мм из особопрочного алюминиевого сплава состава: Аl - 8,0% Zn - 2,1% Mg - 1,8% Cu - 0,12% Zr - 0,11% Fe - 0,04% Si.
Режимы термической обработки полуфабрикатов по предлагаемому и известному способам приведены в таблице 1, где пример 1-3 - предлагаемый, 4 - прототип.
Механические свойства при растяжении определяли на круглых образцах с диаметром рабочей части d0=5 мм, вырезанных из центральной части сечения полос.
Оценку коррозионной стойкости (РСК, КР) производили по измерению удельной электрической проводимости вихретоковым методом на поверхности после фрезерования 10% толщины сечения. Сопротивление расслаивающей коррозии изучали также прямыми испытаниями плоских образцов размером 5×40×50 мм, вырезанных из приповерхностной зоны, и оценивали по 10-ти бальной системе в соответствии с ГОСТ 9.904.
Коробление оценивали по максимальному отклонению полос от горизонтальной плоскости на базе L0=1500 мм после их одностороннего фрезерования на 10%.
Структуру распада твердого раствора изучали в электронном просвечивающем микроскопе JEM200CX и Tesla BS540.
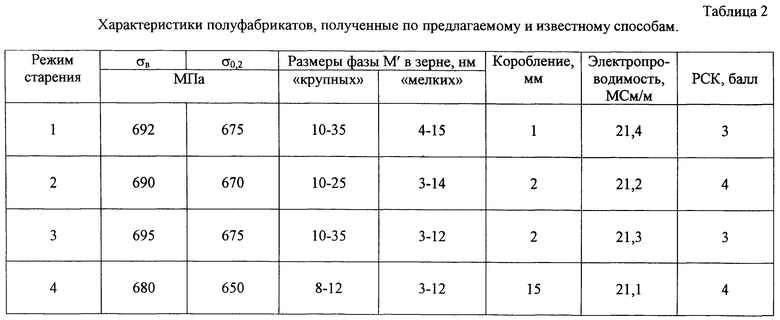
В таблице 2 представлены характеристики, полученные по предлагаемому и известному способам.
Как видно из полученных и представленных результатов, предложенный способ термической обработки полуфабрикатов позволяет поднять прочностные свойства, особенно предел текучести (до 25 МПа), и стабилизировать их, существенно снизить коробление и, соответственно, обеспечить стабильность размеров изделий при обеспечении повышенного сопротивления расслаивающей коррозии.
Предложенный способ термической обработки полуфабрикатов из высокопрочного сплава обеспечивает повышение весовой эффективности и ресурса эксплуатации изделий. Способ рекомендуется для производства катаных (листов, плит) и прессованных (профилей, полос, панелей и др.) полуфабрикатов, особенно длинномерных из крупных слитков.
Полуфабрикаты, полученные предложенным способом, предназначены для основных силовых элементов планера самолета (обшивки и стрингеры крыла, силовые балки фюзеляжа и др.), ракетной техники и других изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2008 |
|
RU2396367C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2356999C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАССИВНЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2020 |
|
RU2744582C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2296811C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2184174C2 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ НЕГО | 2010 |
|
RU2443793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ИЗ НИХ | 2012 |
|
RU2492274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2005 |
|
RU2284367C1 |
| ПЛИТА ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569275C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2003 |
|
RU2235799C1 |
Изобретение относится к области металлургии алюминиевых сплавов, а именно к способу термической обработки длинномерных полуфабрикатов из высокопрочных и особо прочных термически упрочняемых сплавов системы Al-Zn-Mg-Cu особенно с добавкой циркония, используемых в качестве конструкционного материала для основных силовых элементов планера самолетов, ракетной техники, а также в транспортном и приборном машиностроении. Предложенный способ включает закалку и трехступенчатое старение, при котором на первой и третьей ступенях осуществляют низкотемпературный нагрев при 100-140°С, а на второй ступени - высокотемпературный нагрев при 170-210°С. Перед первой ступенью проводят предварительную пластическую деформацию растяжением со степенью 0,8-2,5%, а перед третьей ступенью - окончательную пластическую деформацию растяжением со степенью 0,5-1,5%. В частных случаях выполнения изобретения после второй ступени термообработки охлаждение проводят со скоростью v>1°C/c. Предложено изделие, которое изготовлено данным способом и выполнено из полуфабриката со стабильными размерами и улучшенными прочностными и коррозионными свойствами. Техническим результатом изобретения является создание способа термической обработки полуфабрикатов, преимущественно длинномерных, из высокопрочных и особо прочных сплавов системы Al-Zn-Mg-Cu, особенно с добавкой Zr, позволяющего получать изделия из них со стабильно высокими прочностными свойствами и достаточным уровнем коррозионной стойкости при обеспечении минимального коробления после закалки и предлагаемого процесса термической обработки. 2 н. и 1 з.п. ф-лы, 2 табл.
| US 5221377 А, 22.06.1993 | |||
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2133295C1 |
| Способ обработки полуфабрикатов из сплавов системы алюминий-медь-магний-никель-железо | 1972 |
|
SU454275A1 |
| US 5076859 A, 31.12.1991. | |||
