Изобретение относится к трубопрокатному оборудованию и может быть использовано в станах холодной прокатки труб из цветных металлов.
Известны станы холодной периодической прокатки труб, содержащие станину, установленную в ней рабочую клеть с парой профилированных калибров, механизм возвратно-поступательного перемещения клети от главного двигателя, зубчато-реечный привод вращения калибров, механизмы подачи и поворота заготовки, преобразователь непрерывного движения заготовки в прерывистое, патрон подачи заготовки и патрон стержня оправки. Станы также снабжены столами для приема заготовок и готовых труб (Вердеревский В.А. и др. Трубопрокатные станы. М., Металлургия, 1983, с.178-180).
Технологические возможности и габаритные размеры данных станов ограничены прокаткой прямолинейных труб, поскольку находящаяся внутри трубы оправка удерживается стержнем, проходящим также в трубе и закрепленным в патроне. По этой причине длина заготовок прокатываемых труб не превышает 5-8 м. В случае же прокатки труб из заготовок большей длины, например 10 м, при коэффициенте вытяжки 8-10 (соотношение длин до и после прокатки) длина стана будет составлять 80-100 м.
Кроме того, конструкция стана предусматривает поворот вокруг своей оси оправки вместе со стержнем и прокатываемой трубой для обеспечения равномерной деформации трубы, что также исключает возможность прокатки непрямолинейных труб, например, в бухтах.
Наиболее близким по конструктивному исполнению к предлагаемому стану является планетарный стан периодической прокатки труб, предусматривающий возможность прокатки труб без ограничения длины (патент США №5351515, кл. В 21 В 21/00, 04.10.1994). Данный стан содержит станину с установленной в ней рабочей клетью, выполненной в виде вращающейся рамки, ось вращения которой совпадает с продольной осью прокатываемой трубы. Во вращающейся рамке установлен подвижный корпус, совершающий возвратно-поступательное перемещение вдоль станины вместе с парой профилированных калибров. Стан также содержит механизм подачи трубы, при этом механизм вращения рамки, механизм возвратно-поступательного перемещения профилированных калибров и механизм подачи трубы имеют индивидуальные приводы.
Недостатки данного стана следующие:
технологические возможности стана ограничены прокаткой труб с деформацией только по диаметру без изменения толщины стенки;
другим недостатком является то, что основные исполнительные механизмы - вращающаяся рамка, подвижный корпус и механизм подачи трубы - имеют индивидуальные приводы, что может привести к рассогласованию их работы, нарушению стабильности прокатки и ухудшению качества прокатываемых труб;
недостатком стана является также то, что в его конструкции предусмотрен один патрон подачи заготовки, что приводит к холостым простоям стана при возврате патрона подачи в исходное положение и соответственно к снижению производительности стана.
Задачей изобретения является расширение технологических возможностей стана периодической прокатки труб и обеспечение стабильности процесса прокатки.
Технический результат изобретения заключается в обеспечении возможности прокатки труб без ограничения длины с деформацией по диаметру и по толщине стенки, повышение качества прокатываемых труб и производительности стана.
Указанный технический результат достигается тем, что планетарный стан периодической прокатки труб содержит станину с установленной в ней рабочей клетью, выполненной в виде вращающейся рамки, в которой имеется подвижный возвратно-поступательно корпус с парой профилированных калибров, и механизм подачи трубы с патроном подачи, при этом рабочая клеть дополнительно снабжена плавающей оправкой, расположенной внутри трубы в зоне действия профилированных калибров, рабочая клеть и механизм подачи имеют общий привод, причем подвижный корпус рабочей клети соединен с приводом кривошипно-шатунным механизмом и кареткой, а вращающаяся рамка рабочей клети соединена с приводом трансмиссионным валом и редуктором прерывистого поворота, при этом механизм подачи трубы имеет два патрона подачи. В предпочтительном варианте при прокатке труб из бухты в бухту стан содержит устройство для размотки труб из бухт и устройство для сворачивания прокатанных труб в бухты. При этом устройство для размотки труб из бухт выполнено в виде подвижного стола и правильных роликов.
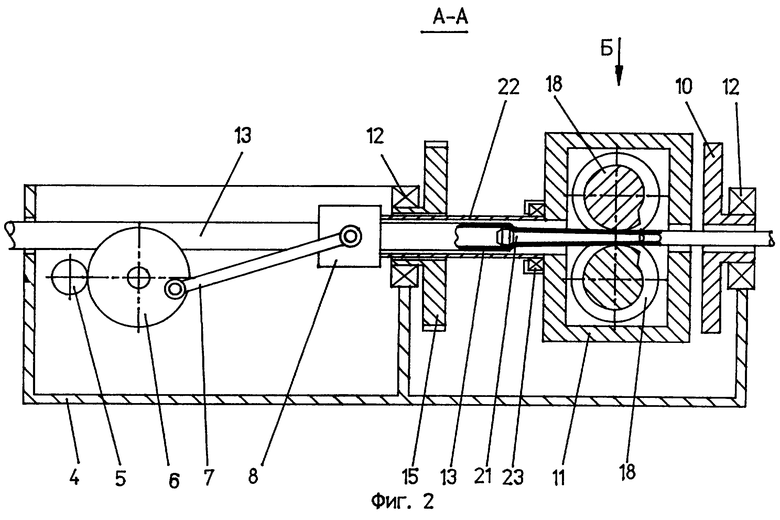
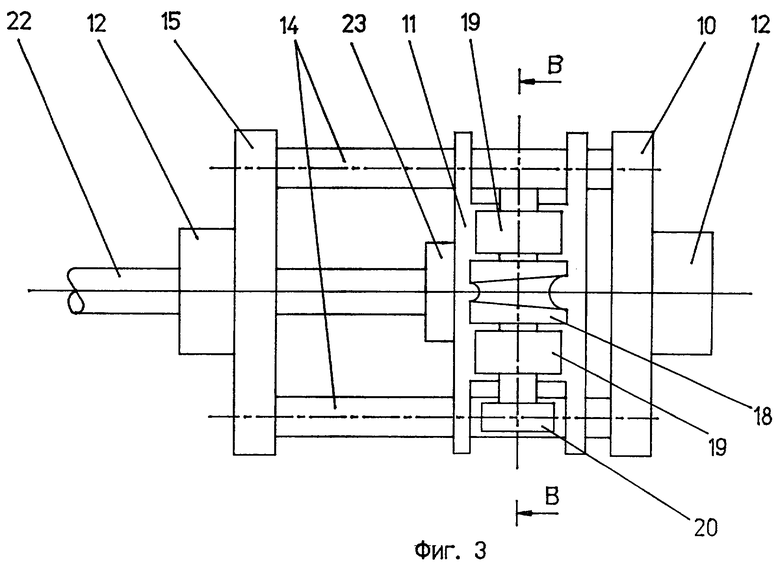
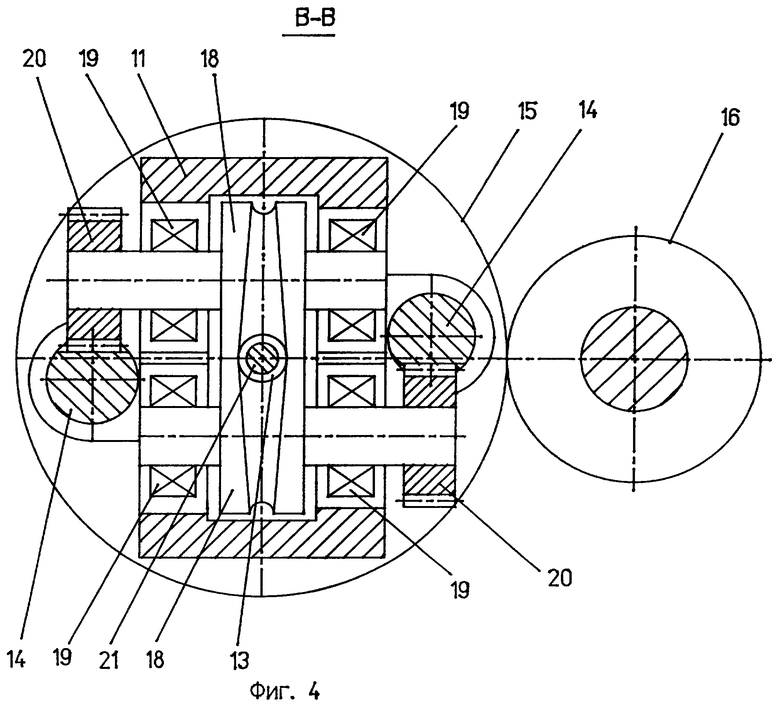
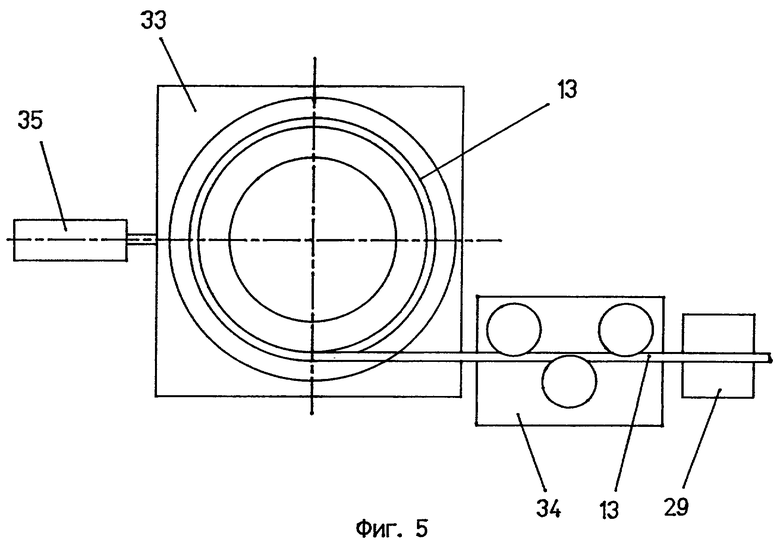
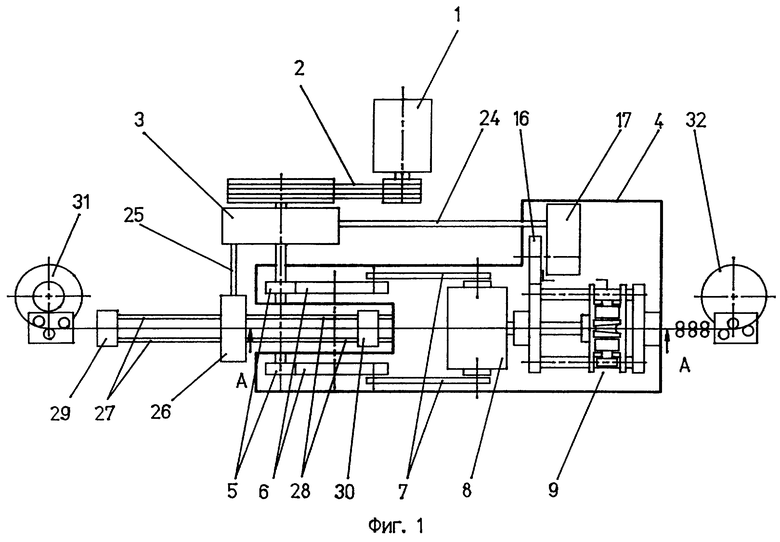
На фиг.1 показан общий вид стана; на фиг.2 - разрез по А-А на фиг.1, рабочая клеть в продольном сечении; на фиг.3 - вид Б на фиг.2, рабочая клеть в плане; на фиг.4 - разрез по В-В на фиг.3, рабочая клеть в поперечном сечении; на фиг.5 - устройство для размотки труб из бухт; на фиг.6 - устройство для сворачивания прокатанных труб в бухты.
Планетарный стан периодической прокатки содержит станину 4, в которой установлена рабочая клеть 9, выполненная в виде вращающейся рамки 10. В рамке 10 имеется подвижный возвратно-поступательно корпус 11 с парой профилированных калибров 18. В зоне действия профилированных калибров 18 внутри прокатываемой трубы 13 расположена плавающая (незакрепленная) оправка 21. Стан содержит механизм подачи трубы 26 с двумя патронами подачи 29 и 30. Рабочая клеть 9 и механизм подачи трубы 26 имеют общий привод, состоящий из двигателя 1, клиноременной передачи 2 и раздаточного редуктора 3. Подвижный корпус 11 рабочей клети 9 соединен с общим приводом кривошипно-шатунным механизмом и кареткой 8. Кривошипно-шатунный механизм состоит из двух шестерней 6 с двумя шатунами 7, приводящими в возвратно-поступательное перемещение каретку 8. Вращающаяся рамка 10 рабочей клети 9 соединена с общим приводом трасмиссионным валом 24 и редуктором прерывистого поворота 17.
Вращающаяся рамка 10 установлена на подшипниковых опорах 12 таким образом, что ее ось вращения совпадает с продольной осью прокатываемой трубы 13. Вращающаяся рамка 10 состоит из двух круглых направляющих 14, в которых выполнено зубчато-реечное зацепление, и боковых стенок, одна из которых 15 имеет круговое зубчатое зацепление и контактирует с шестерней 16 редуктора прерывистого поворота 17.
Подвижный корпус 11 установлен на направляющих 14 вращающейся рамки 10, при этом профилированные калибры 18 через подшипниковые опоры 19 и консольно расположенные шестерни 20 входят в зацепление с зубьями направляющих 14. Подвижный корпус 11 и каретка 8 соединены полой штангой 22 через подшипниковый узел 23, что позволяет корпусу вращаться относительно полой штанги. Механизм подачи трубы 26 соединен с общим приводом валом 25 и через винты 27 и 28 перемещает патроны подачи 29 и 30.
В состав стана также входят устройство для размотки труб из бухт 31 и устройство для сворачивания прокатанных труб в бухты 32.
Устройство для размотки труб из бухт 31 состоит из подвижного стола 33, правильных роликов 34 и привода перемещения стола 35.
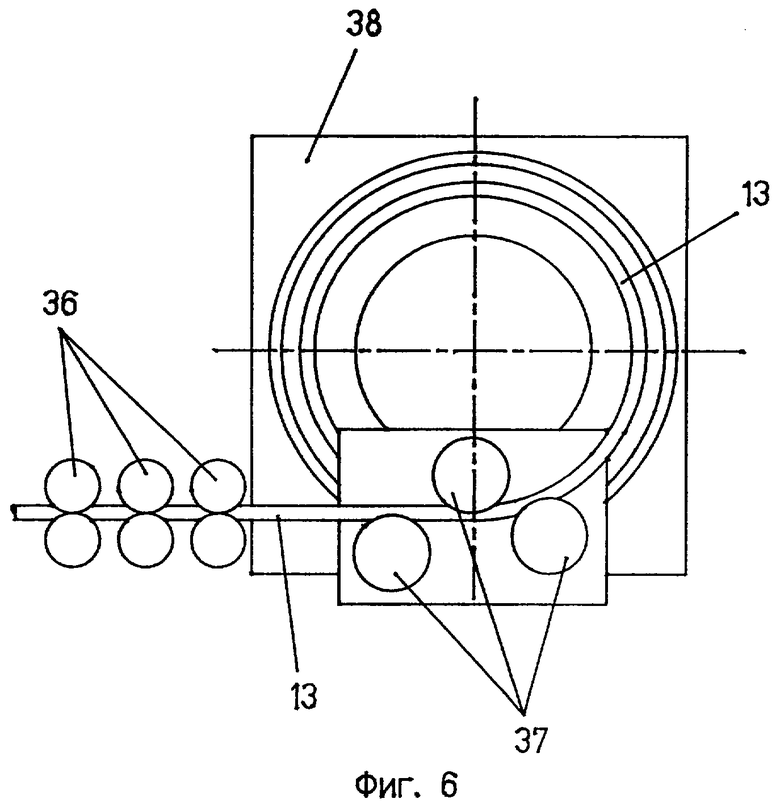
Устройство для сворачивания прокатанных труб в бухты 32 состоит из направляющих роликов 36, гибочных роликов 37 и приемного стола 38.
Стан работает следующим образом.
Труба 13, подлежащая прокатке, поступает на подвижный стол 33 устройства для размотки бухт 31. Прямой конец трубы из бухты при перемещении стола 33 задается в правильные ролики 34 и патрон подачи 29. Далее труба 13 протягивается поочередно патронами 29 и 30 через правильные ролики 34, выпрямляется и задается в рабочую клеть 9. Предварительно в трубу вводится порция технологической смазки и плавающая оправка 21.
Затем начинается непосредственно прокатка трубы, которая производится следующим образом.
Двигатель 1 общего привода через клиноременную передачу 2 и раздаточный редуктор 3 приводит в движение исполнительные механизмы: подвижный корпус 11, вращающуюся рамку 10 и патроны подачи 29 или 30. Подвижный корпус 11 получает возвратно-поступательное перемещение через шестерни 5, кривошипные шестерни 6, шатуны 7, каретку 8 и полую штангу 22. Вращающаяся рамка 10 получает прерывистое вращение через трансмиссионный вал 24, редуктор прерывистого поворота 17 и шестерню 16. Патроны подачи 29 и 30 получают поочередно шаговое перемещение через вал 25 и привод механизма подачи 26.
При возвратно-поступательном перемещении подвижного корпуса 11 по направляющим 14 вращающейся рамки 10 происходит реверсивный поворот профилированных калибров 18 за счет того, что приводные шестерни 20 перекатываются по зубьям направляющих 14, при этом калибры 18 вращаются относительно друг друга в разные стороны.
В процессе прокатки происходит следующее взаимодействие механизмов стана и прокатываемой трубы. При рабочем ходе подвижного корпуса 11 (вправо на фиг.2) профилированные калибры перекатываются по трубе 13 и деформируют ее, уменьшая по диаметру и толщине стенки вокруг плавающей оправки 21. При холостом ходе калибры 18 возвращаются в исходное положение.
В промежутке между холостым и рабочим ходом производится подача трубы 13 одним из патронов подачи 29 или 30 и поворот рамки 10 на некоторый угол (в пределах 60-90°) и далее вновь следует рабочий ход. Таким образом происходят периодически повторяющиеся операции: деформация трубы калибрами 18 при рабочем ходе - возврат калибров в исходное положение - подача трубы и поворот калибров 18 вокруг нее в промежутке между рабочим и холостым ходами. В процессе прокатки плавающая оправка 21 постоянно находится в зоне действия калибров, при этом при подаче трубы 13 оправка 21 перемещается вместе с трубой на величину подачи, а в начале рабочего хода отжимается назад также на величину подачи калибрами 18 через стенки трубы 13.
Подача трубы 13 производится попеременно патронами подачи 29 или 30 без остановки стана, при этом, когда один из патронов подает трубу, другой возвращается в исходное положение.
Прокатанная труба 13 после выхода из рабочей клети 9 поступает в направляющие ролики 36 и далее в гибочные ролики 37, где сворачивается в бухту и укладывается на приемный стол 38, откуда удаляется после окончания прокатки всей трубы.
В дальнейшем работа стана при прокатке следующей трубы повторяется.
На предлагаемом планетарном стане осуществляли прокатку из бухты в бухту трубной заготовки со следующими исходными и конечными параметрами:
Пример 1
Исходная заготовка - наружный диаметр 55 мм, толщина стенки - 7 мм. Готовая труба - наружный диаметр 28 мм, толщина стенки 2 мм.
Пример 2
Исходная заготовка - наружный диаметр 60 мм, толщина стенки - 8 мм. Готовая труба - наружный диаметр 30 мм, толщина стенки 2,5 мм.
Таким образом использование предлагаемого изобретения обеспечивает по сравнению с известным станом прокатку труб без ограничения длины с деформацией трубы по диаметру и толщине стенки за счет применения плавающей оправки, повышение качества прокатываемых труб за счет стабильной согласованной работы основных механизмов стана - рабочей клети и механизма подачи от общего привода и повышение производительности за счет применения в механизме подачи трубы двух патронов подачи и сокращения благодаря этому холостых простоев стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| Способ пилигримовой прокатки труб | 1980 |
|
SU880525A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ С НАРУЖНЫМИ ПРОДОЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2448788C1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2241558C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
Использование: изобретение относится к трубопрокатному оборудованию и может быть использовано в станах холодной прокатки труб из цветных металлов. Сущность: планетарный стан периодической прокатки труб содержит станину с установленной в ней рабочей клетью, выполненной в виде вращающейся рамки, в которой имеется подвижный возвратно-поступательно корпус с парой профилированных калибров, и механизм подачи трубы с патроном подачи, рабочая клеть стана дополнительно снабжена плавающей оправкой, расположенной внутри трубы в зоне действия профилированных калибров, рабочая клеть и механизм подачи имеют общий привод, причем подвижный корпус рабочей клети соединен с приводом кривошипно-шатунным механизмом и кареткой, а вращающаяся рамка рабочей клети соединена с приводом трансмиссионным валом и редуктором прерывистого поворота, при этом механизм подачи трубы имеет два патрона подачи. Кроме того, стан содержит устройство для размотки труб из бухт и устройство для сворачивания прокатанных труб в бухты, при этом устройство для размотки труб из бухт выполнено в виде подвижного стола и правильных роликов. Изобретение обеспечивает расширение технологических возможностей стана и стабильность процесса прокатки. 2 з.п. ф-лы, 6 ил.
| US 5351515 A, 04.10.1994 | |||
| RU 94012007 A1, 10.04.1996 | |||
| Способ холодной прокатки труб | 1988 |
|
SU1715457A1 |
| Способ периодической бухтовой прокатки труб | 1974 |
|
SU644565A1 |
| US 3611775 A, 12.10.1971. | |||

