Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сплошных и полых изделий с переменным поперечным и продольным сечением. Известен многониточный стан периодической прокатки изделий, содержащий стационарную рабочую клеть, расположенные в клети рабочие валки и опорные валки с цапфс1ми, механизм осевой настройки рабочих валков, а также; привод рабочих валков, расположенный на входной стороне стана, привод поворота заготовки, загрузочное устройство с приемным столом, механизм возвратно-поступательного перемещения заготовки с приводом, кинематически связанным с приводом pai6o4HX валков, имеющий ПсЕтрон для зажима заготовки, патрон для размещения стержня оправки, шпиндель, связанный с приводом поворота заготовки, и каретку с направляющими 1. Недостатками известного.стана являются сложность конструкции, ненадежность в работе,которая приводит к нарушению режима прокатки и остановк стана для перезарядки. Сложность конструкции увеличивает вспомогательное время работы стана, снижая его производительность. Оборудование стана испытывает высокие динамические нагрузки. Тонкостенные трубы, полученные на известном стане, имеют особенно неудовлетворительное качество (разностенность, волнистость). Цель изобретения - повышение надежности работы стана путем снижения динамических нагрузок и повьшение качества изделий. Поставленная цель достигается тем, что приемный стол загрузочного устройства размещен на входной стороне стана, патрон стержня оправки размещен на каретке и выполнен за одно целое с последней, а механизм осевой настройки рабочих валков выполнен в виде двух пустотелых винтов, установленных на рабочих валках двух упорных плит, связанных зацеплением с пустотелыми винтами, имеющих возможность вз аимодействия с цапфами рабочих валков. Кроме того/стан снабжен подвижной платформой, установленной на подъемном столе загрузочного устройства, размещенным на платформе корпусом, выполненным с внутренним пазом, а также установленным во внутреннем
пазу корпуса механизмом калибровки изделий.
На поверхности внутреннего паза корпуса выполнены клиновидные направляющие, а механизм калибровки изделий вьтолнен в виде качанвдихся цапф, опирающихся на клиновидные направляющие корпуса, установленных на подшипниках в качакщихся цапфах калибровочных роликов и кассет для размещения калибровочных роликов.
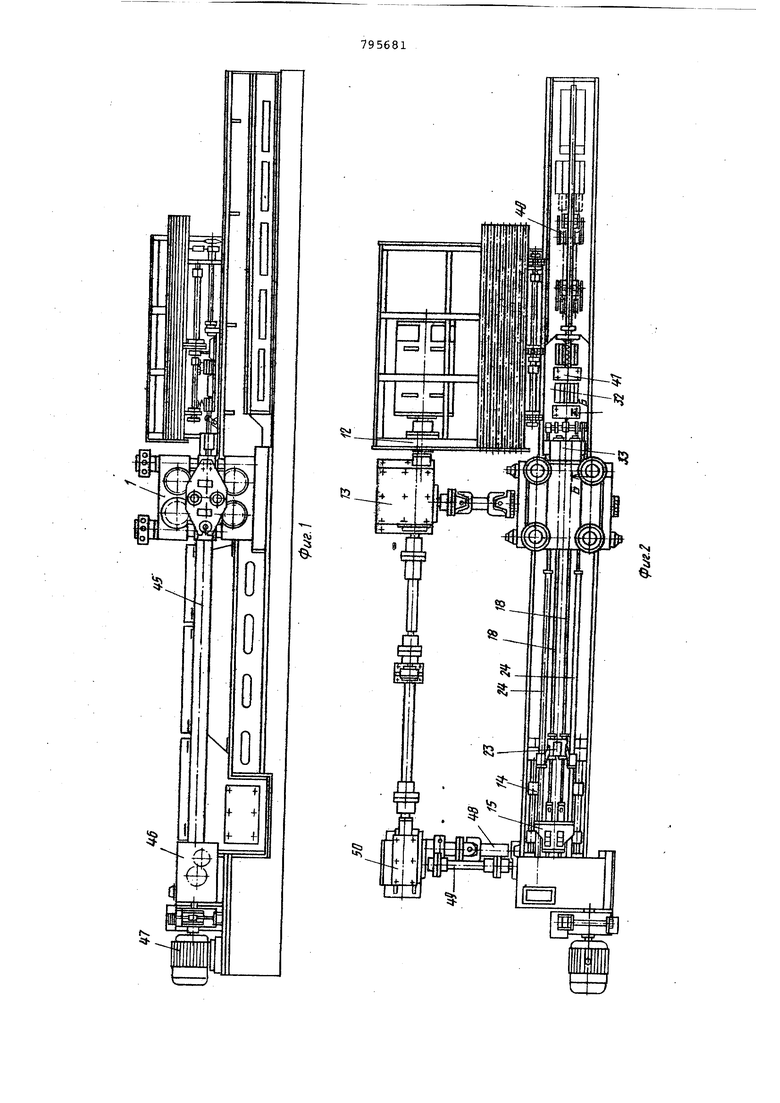
На фиг.1 и 2 изображен стан, общий вид; на фиг.З - рабочая клеть стана на фиг.4 - разрез В-В на фиг.З; на фиг.5 - механизм возвратнопоступательного перемещения; на фиг.
6- разрез А-А на фиг.5; на фиг.7 разрез Б-Б на фиг.2; на фиг.8 - приемный стол.
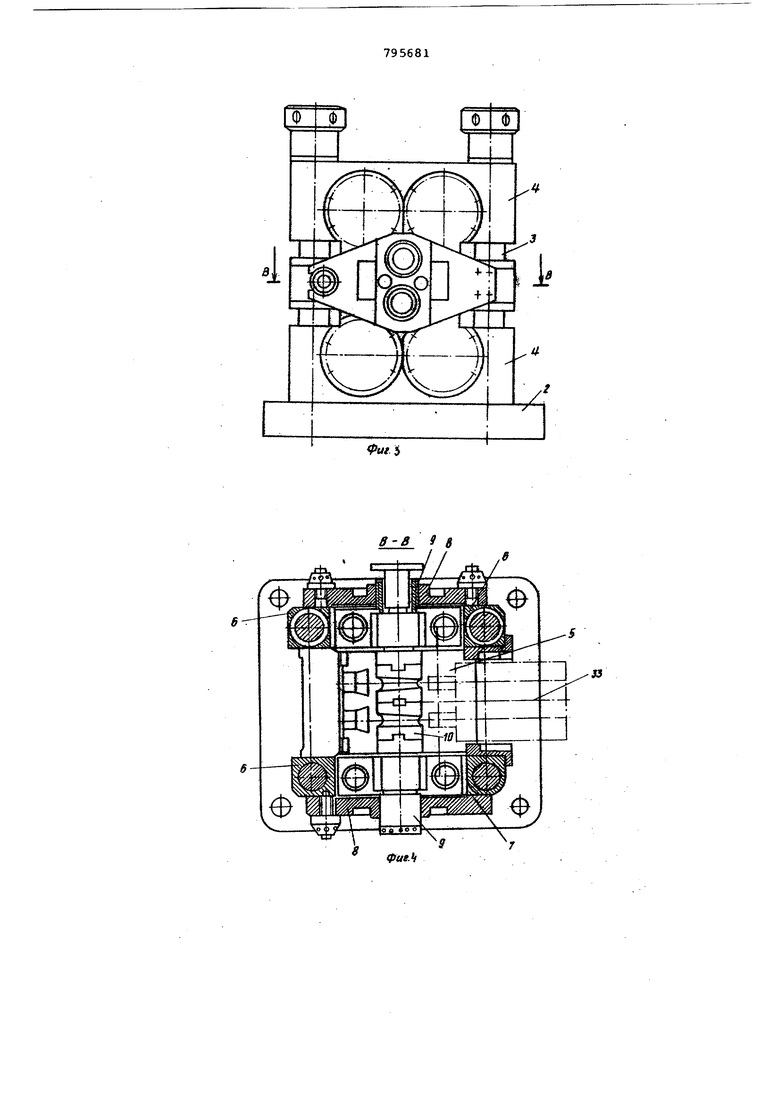
Стан состоит из р абочей клети 1, основание 2 которой имеет колонны 3, на которых установлены подвижные подушки 4 опорных валков 5, цапфы б и
7и упорные плиты 8 с винтами 9, которые со стороны привода выполнены пустотелыми и опираются на подушки рабочих валков 10, причем цапфы б жестко связаны с колонной, а цапфа
7 - подвижна, приемного стола 11 и загрузочного устройства 12, расположенных на входной стороне стана, привода 13 рабочих валков и механизма 14 возвратно-поступательного движения заготовки.
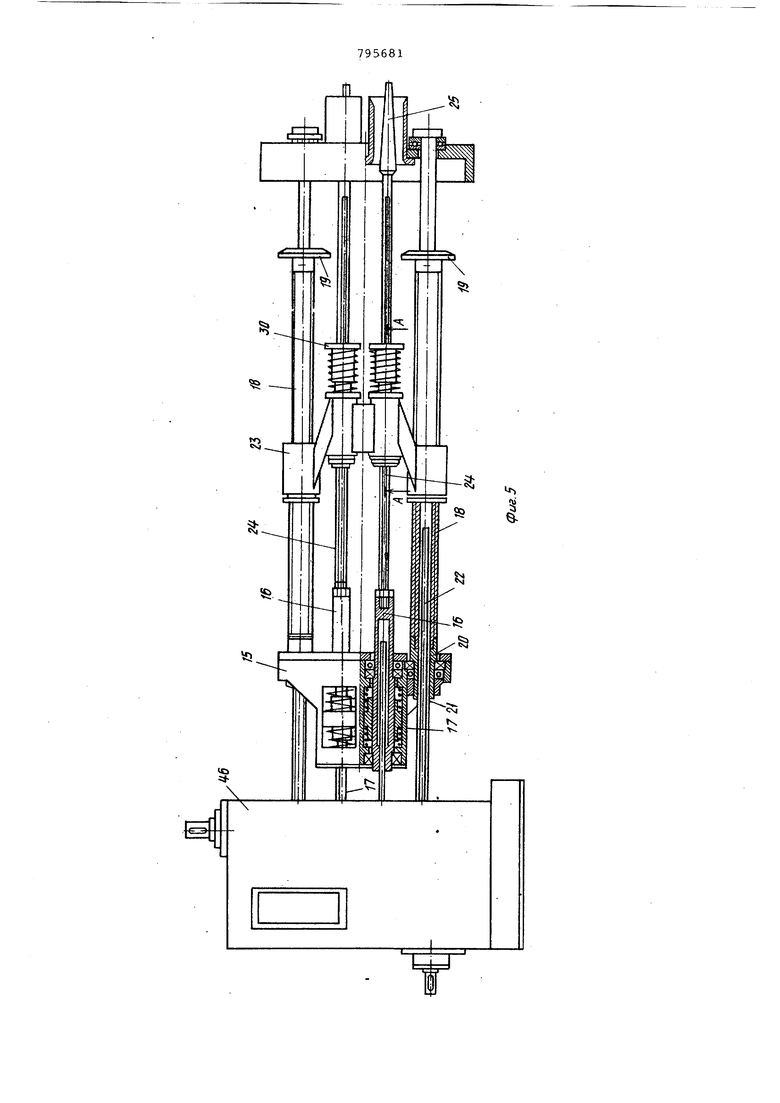
Возвратно-поступательный узел содержит каретку 15, которая выполнена за одно целое с патроном стержня, шпиндели 16, в отверстиях которых размещены хвостовики 17 привода поворота заготовки, пустотелые эинты 18 подачи, снабженные с одной стороны упорами 19, с другой - хвостовиками 20, имеющими отверстия, сопряженные с вращающимися направляющими 21, на концевых поверхностях которых выполнены лыски 22, патрон 23 заготовки, стержень 24 с оправками 25.
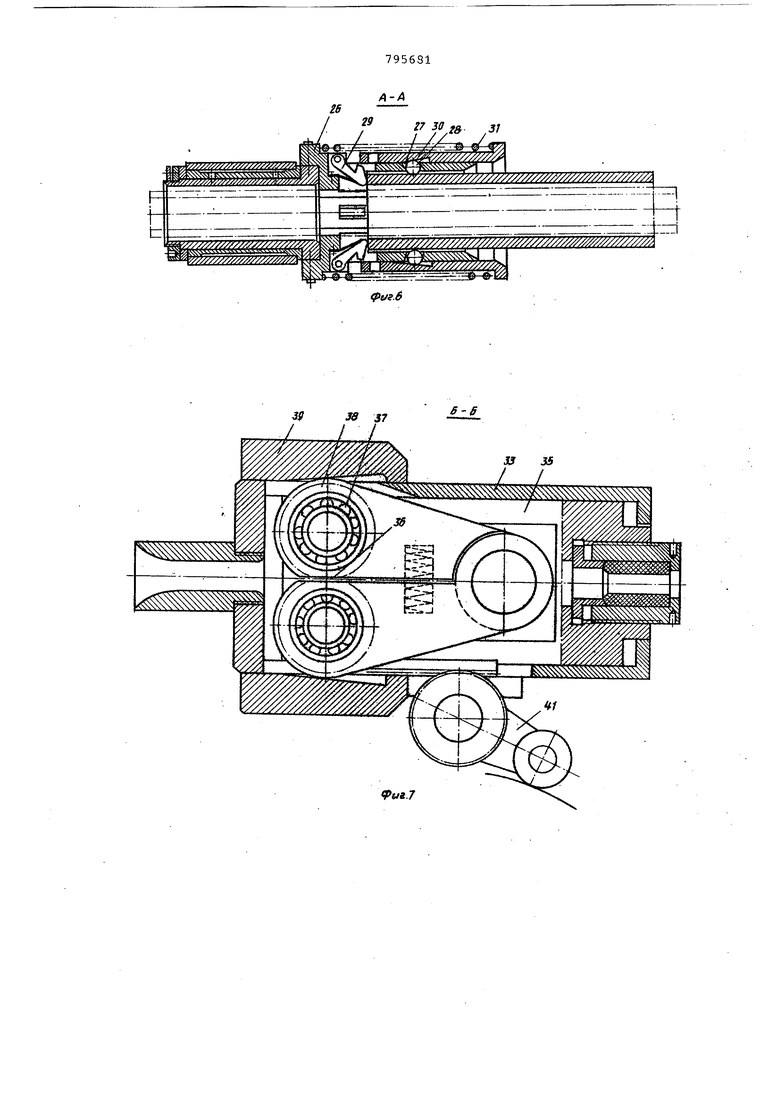
Патрон 23 заготовки состоит из упорной части 26, имекхцей отверстия 27 с шариками 28 и пазы, внутри которых на осях размещены .крючки 29,захваты крючков 29 входят в отверстия зажимной втулки 30, снабженной пружи ной 31.
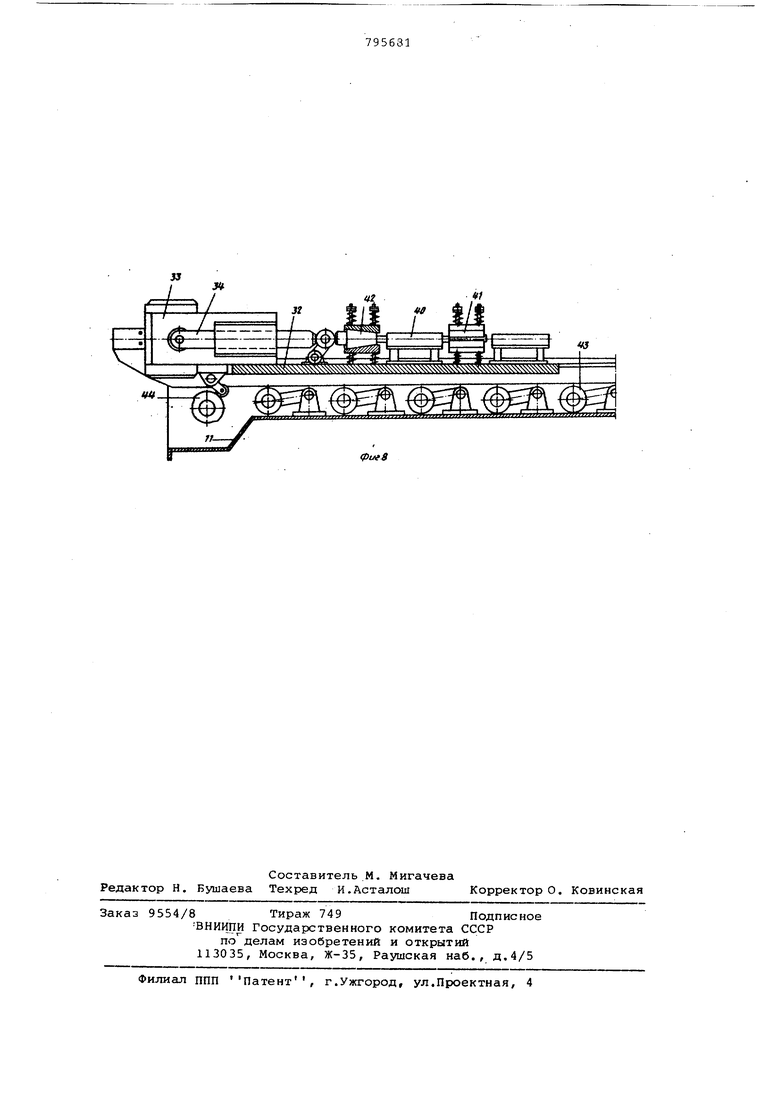
На направляющих приемного стола 11 загрузочного устройства установлена подвижная платформа 32, на которой размещен .корпус 33,| имеющий подвижные боковые упоры 34. Внутри корпуса 33 размещены подвижные кассеты 35 с калиброванными роликами 36, установленньми на подшипниках 37 в качакщихся цапфах 38, которые Опираются на клиновидные направляющие 39 корпуса 33.
За корпусом 33 на платформе 32 установлены направлякядие желоба 40 с црижимами 41, которые имеют подъемны клинья 42, связанные через систему рычагов с боковыми упорами 34.
в нижней части приемного стола размещены подъемные ролики 43, а в передней части - кулачковый привод 44 кассеты 35,
Возвратно-поступательный узел (15, 18, 23-25) размещен в желобе 45, с торца которого установлен редуктор 46 подачи и поворота с электродвигателем 47 ускоренного отвода патрона 23 заготовки, а в нижней части - механизм 14 возвратно-поступательного перемещения. Механизм 14 и редуктор 46 связаны шпинделями 48 и 49 с механизмом 50 периодического поворота.
Стан работает следующим образом.
Рабочие валки-калибры 10 при прокатке получают вращение от редуктора 46 с помощью универсальных шпинделей, головка которых проходит через пустотелый винт 9, а осевая настройка осуществляется с помощью винтов 9. Правая упорная плита 8, укрепленная на цапфе 7, может поворачиваться на колонне 3, обеспечивая свободный доступ к валкам 10 при перевалках.
Узел возвратно-поступательного перемещения получает движение от механизма 14, установленного в нижней части желоба 45 и связанного непосредственно с кареткой 15. Патрон 23 заготовки, находясь в возвратно-поступательном движении, перемещается периодически вперед с помощь р винтов 18 на величину подачи. При подходе .с рабочей клети патрона 23 заготовки упоры 19 давят на фланцы зажимной втулки 30, сжимая пружину 31.и отводя назад коническую поверхность втулки 30, освобо)кдая шарики 28 и заготовку. При остановке стана калибры 10 имеют максимальный размер ручья на холостом участке.
При отводе подвижной платформы 32 по направляющим приемного стола 11 боковые упоры 34 корпуса 33 перемещаются и отводят клинья 42, опуская пружины 41 и зажимая трубы, находящиеся в направляющих желобах 40,
После извлечения недокатанных концов труб из патрона 23 крючки 29 своими захватами входят в отверстия втулок 30, выступая из пазов на торец упорной части 26, после чего включается двигатель 47 ускоренного отвода, патрона 23 заготовки, который через редуктор подачи и поворота 46, вращает винты подачи 18, отводя патрон 23 назад.
При отводе труб назад на оси прокатки появляются-подъемные ролики 43, на которые с -загрузочного стола укладываются очередные заготовки.
При возврате платформы 32 торцы недокатанных труб проталкивают заготовки на оправки 25 и направляют по стержню 24 в патрон 23 заготовки-, при этом ролики 43 поочередно опускаются в желоб 11. После чего заготовки своими торцами упираются в крючки 29, захваты которых выходят из отверстий втулок 30, а они п.од действ ием пружин 31 своими внутренними коническими поверхностями давят на шарики 28 и зажимают заготовку.
При подходе корпуса 33 к рабочей клети 1 боковые упоры 34 упираются в цапфы 6 и 7 .и через систему рычагов перемещают клинья 42, которые разводят зажимы 41, освобождая трубу. .
При прокатке заготовка поворачивается стержнем 24 с лысками, сопряженными с отверстием упорной части 26 патрона 23 заготовки.
Периодический поворот и подачи от механизма 50 периодического поворота через шпиндель 49 и редуктор 46 передаются на хвостовик 17, который поворачивает шпиндель 16, и на вращаюдиеся направлякяцие 21, лыски 22 которых на концевых поверхностях сопрягаются с хвостовиком 20 пустотелых винтов 18 подачи.
Выходящая из стана труба периодически синхронно с рабочими валками обкатывается роликами 36, совершающими совместно с кассетой 35 в корпусе 33 колебательно е. движение от кулачкового привода 44. При этом ролики 36, установленные на подушках 37 в качающихся цапфах 38, обеспечивают при прокатке постоянство размеров калибра благодаря тому, что цапфы 38 опираются во время прокатки на клиновидные направляющие 39, а во время холостого хода ролики 36 обеспечивают свободное передвижение трубы вперед за счет перемещения кассеты 35 назад и разведения цапф 38.
Предлагаемый стан по сравнению с известными обеспечивает снижение динамических нагрузок за счет упрощения конструкции и уменьшения массы каретки, что позволяет увеличить срок службы и надежность работы возвратно-поступательного узла и увеличить производительность стана в 1,5-2 раза, повышение качества изделий.
Формула изобретения
1. Многониточный стан периодической прокатки изделий, содержащий
стационарную рабочую клеть, расположенные в клети рабочие валки и опорные валки с цапфами, механизм осевой настройки рабочих валков, а также привод рабочих валков, расположенный на входной стороне стана, привод поворота заготовки, загрузочное устройство с приемным столом, механизм возвратно-поступательного перемещения заготовки с приводом, кинематически связанным с приводом рабочих
o валков, имекщий патрон для зажима заготовки, патрон для «закрепления стержня оправки, шпиндель, связанный с приводом поворота заготовки,и каретку,с направляющими, отлича5ющийся тем, что, с целью повышения надежности его работы путем снижения динамических нагрузок и повышения качества изделий, приемный стол загрузочного устройства разме0щен на входной стороне стана, патрон стержня оправки размещен на каретке и выполнен за одно целое с последней, а механизм осевой настройки рабочих валков выполнен в виде двух пустотелых винтов, установленных на
S рабочих валках двух упорных плит, связаннЕлх зацеплением с пустотелыми винтами, имеющих возможность взаимодействия с цапфами опорных валков.
2.Стан по П.1, отличаю0щийся тем, что он снабжен подвижной платформой, установленной на подъемном столе загруз-очного устройства, размещенным на платформе корпусом, выполненным с внутренним пазом
5 а также установленным во внутреннем пазу корпуса механизмом калибровки изделий.
3.Стан по,пп.1 и 2,о т л и ч аю щ и и с я тем, что на поверхности
0 внутреннего паза корпуса выполнены клиновидные направляющие, а механизм калибровки изделий выполнен в виде качаквдихся цапф, опирающихся на,клиновидные направляющие корпуса, установленных на подшипниках в качакщих5ся цапфах калибровочных роликов и кассет для размещения калибровочных роликов.
Источники информации, .принятые во внимание при экспертизе
0 1. Виноградов А.Г. Совершенствование процесса холодной периодической прокатки труб. Дне. на соиск. учен, степени канд. наук. М., МИСиС, 1965, с. 20-65.
ьГГ,
«Nl
мг$
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
-
Фие.
