Изобретение относится к области трубопрокатного производства, а именно к оборудованию для холодной прокатки труб с наружными продольными ребрами.
Известны станы холодной прокатки труб, снабженные передними патронами, установленными за рабочей клетью на лобовине стана, предназначенные для поворота прокатанной трубы и частичного торможения выходящей из клети трубы, описанные в книге Кофф З.А. и др. «Холодная прокатка труб», 1962, стр.115-117, рис.55. Поворот трубы осуществляют установленные в шпинделе патрона кулачки, диаметр поперечного сечения которых равен диаметру выходящей из рабочей клети прокатанной трубы.
Недостатком известных патронов является то, что при прокатке труб с наружными продольными ребрами круглый профиль поперечного сечения кулачков не обеспечивает точный поворот прокатанной трубы, что приводит к закатыванию ребер на ее хвостовой части, которую приходится отрезать.
Из известных станов холодной прокатки труб с передними патронами наиболее близким по технической сущности является стан с механизмом поворота, включающим связанные с главным приводом стана через преобразователь равномерного вращения в неравномерное два трансмиссионных вала, один из которых зубчатой парой соединен с патроном стержня оправки, а другой - зубчатыми передачами с патроном заготовки и с передним патроном (Авт. свидетельство №430910, заявлено 08.08.72, опубл. 28.07.75).
При этом шестерни зубчатых передач установлены на трансмиссионном валу жестко через шпоночное или шлицевое соединения.
Такое конструктивное исполнение не дает возможности точного, бесступенчатого поворота шпинделя переднего патрона с кулачками, необходимого при прокатке труб с наружными продольными ребрами, для совмещения профиля сечения кулачков патрона с ручьем калибров рабочих роликов.
Техническим результатом настоящего изобретения является:
- повышение качества прокатанных труб с точными размерами и расположением наружных продольных ребер по всей длине трубы;
- увеличение выхода годного;
- расширение технологических возможностей стана в части прокатки многореберных труб, с числом ребер более четырех.
Технический результат достигается тем, что соединение трансмиссионного вала механизма поворота в стане с ведущей шестерней зубчатой передачи к переднему патрону выполнено в виде зажимной и опорной конических втулок, снабженных зажимными и отжимными болтами, а профиль сечения кулачков переднего патрона с пазами выполнен аналогично профилю готовой трубы с ребрами.
Такое конструктивное исполнение соединения трансмиссионного вала механизма поворота в стане с ведущей шестерней зубчатой передачи к переднему патрону и профиля кулачка переднего патрона позволяет бесступенчато настроить точное совпадение пазов для прохода ребер прокатанной трубы в кулачках с пазами, формирующими ребра в ручьях калибров рабочих роликов клети, что обеспечит получение труб с точным расположением и размерами ребер по всей длине.
Пример выполнения предлагаемого изобретения приведен на фиг.1…4, где:
на фиг.1 изображена кинематическая схема стана;
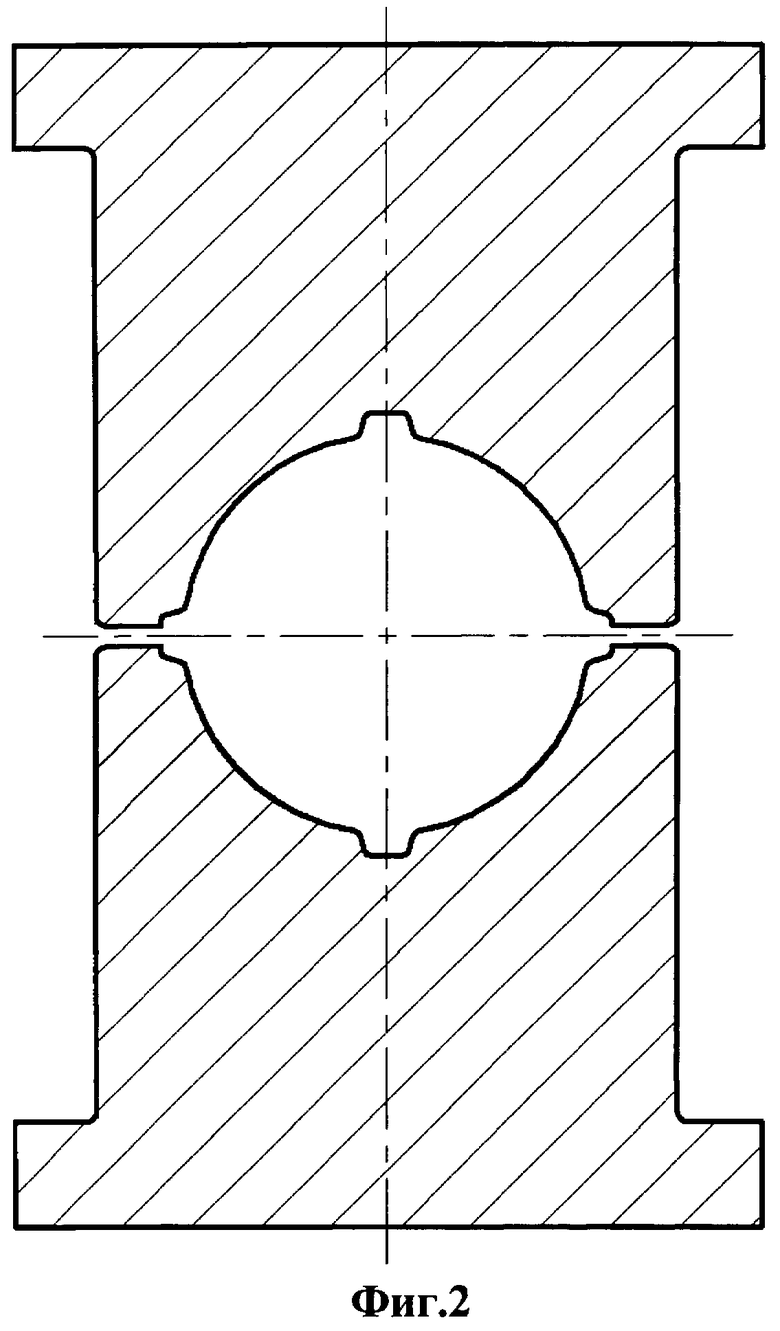
на фиг.2 - поперечное сечение кулачков переднего патрона;
на фиг.3 - поперечное сечение прокатанной трубы;
на фиг.4 - разрез по зубчатой передаче от трансмиссионного вала к шпинделю переднего патрона.
Стан холодной прокатки труб с наружными продольными ребрами состоит из рабочей клети 1 с установленными в ней рабочими роликами 2, главного привода стана (не показан), механизма поворота трубы, включающего преобразователь равномерного вращения в неравномерное, состоящий из мальтийского креста 3 и водила 4 (может быть и любого другого исполнения) и два трансмиссионных вала 5 и 6, один из которых - вал 5 зубчатой передачей связан с патроном 7 стержня оправки 8, а другой вал 6 - с патроном заготовки 9 и передним патроном 10 поворота трубы 11.
В зубчатой передаче от трансмиссионного вала к переднему патрону ведущая шестерня 12 установлена на валу на опорной 13 и зажимной 14 конических втулках, снабженных зажимными 15 и отжимными 16 болтами.
При работе стана прокатываемая рабочими роликами 2 в движущейся возвратно-поступательно клети 1 труба получает в крайнем заднем положении клети прерывистый поворот на заданный угол. Этот поворот осуществляется от преобразователя равномерного вращения в неравномерное через трансмиссионный вал 6 и зубчатые передачи к патрону заготовки 9, в кулачках которого зажата хвостовая часть прокатываемой трубы-заготовки, и к переднему патрону 10, кулачки которого зажимают уже прокатанную трубу с ребрами. Для получения качественных труб с наружными продольными ребрами необходимо точное совпадение пазов кулачков 17 переднего патрона с пазами ручьев калибров рабочих роликов клети. Это осуществляется следующим образом: отжимными болтами 16 отводят в осевом направлении зажимную коническую втулку 14 от опорной 13, освобождая тем самым ведущую шестерню 12 от соединения с трансмиссионным валом 6. Поворачивая шпиндель 18 с кулачками 17 переднего патрона, совмещают профиль кулачков с профилем ручья калибров рабочих роликов клети.
После совмещения зажимными болтами 15 заводят зажимную втулку 14 в опорную 13, создавая тем самым плотное клиновое соединение ведущей шестерни 12 с трансмиссионным валом 6, который при работе стана передает прерывистый поворот на заданный угол через ведущую 12 и промежуточную 19 шестерни шпинделю 18 с кулачками 17 переднего патрона 10.
Таким образом предложенная конструкция установки ведущей шестерни на трансмиссионном валу механизма поворота трубы, выполненная в виде клинового соединения с коническими зажимной и опорной втулками, позволяет легко и быстро осуществить точную настройку переднего патрона с рабочими роликами клети, что обеспечит:
- высокое качество прокатываемых труб с точными размерами и расположением наружных ребер по всей длине трубы;
- увеличение выхода годного;
- расширение технологических возможностей стана в части прокатки многореберных труб с числом ребер более четырех.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| Механизм поворота в стане холодной прокатки труб | 1980 |
|
SU931249A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ОСОБОТОНКОСТЕННЫХ ТРУБ | 2013 |
|
RU2551728C2 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| Приводной механизм стана холодной прокатки конических труб | 1990 |
|
SU1703211A1 |


Изобретение предназначено для повышения точности размера труб, сокращения отходов производства, расширения сортамента продукции - труб с наружными продольными ребрами, в том числе многореберных труб с числом ребер более четырех. Стан содержит рабочую клеть с рабочими роликами, главный привод, механизм поворота трубы, включающий связанные с главным приводом стана через преобразователь равномерного вращения в неравномерное два трансмиссионных вала, один из которых кинематически соединен с патроном стержня оправки, а другой зубчатыми передачами с патроном заготовки и с передним патроном поворота трубы. Бесступенчатая настройка точного совпадения пазов в кулачках патронов с пазами в ручьях калибров обеспечивается за счет того, что соединение трансмиссионного вала механизма поворота с ведущей шестерней зубчатой передачи к переднему патрону поворота трубы выполнено в виде зажимной и опорной конических втулок, снабженных зажимными и отжимными болтами, а профиль сечения кулачков переднего патрона выполнен с пазами аналогично профилю готовой трубы с ребрами. 4 ил.
Стан холодной прокатки труб с наружными продольными ребрами, содержащий рабочую клеть с рабочими роликами, главный привод, механизм поворота трубы, включающий связанные с главным приводом стана через преобразователь равномерного вращения в неравномерное два трансмиссионных вала, один из которых кинематически соединен с патроном стержня оправки, а другой зубчатыми передачами - с патроном заготовки и с передним патроном поворота трубы, отличающийся тем, что соединение трансмиссионного вала механизма поворота с ведущей шестерней зубчатой передачи к переднему патрону поворота трубы выполнено в виде зажимной и опорной конических втулок, снабженных зажимными и отжимными болтами, а профиль сечения кулачков переднего патрона выполнен с пазами аналогично профилю готовой трубы с ребрами.
| МЕХАНИЗМ ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU430910A1 |
| Способ периодической прокатки тонкостенных ребристых труб | 1988 |
|
SU1574296A1 |
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| Способ холодной прокатки труб | 1960 |
|
SU137096A1 |
| JP 62192202 А, 22.08.1987 | |||
| Устройство для подачи и ориентирования деталей | 1981 |
|
SU1013353A1 |

