Изобретение относится к прокатному производству и может быть использовано для контроля эффективности прогрева металла в нагревательных печах перед выдачей слябов на горячую прокатку.
При разработке и совершенствовании режимов нагрева слябов из различных марок стали в нагревательных печах станов горячей прокатки периодически возникает необходимость контроля фактической температуры металла не только на поверхности, но и в центре, а также в средних между центром и поверхностью сечениях. Это нужно для проверки равномерности прогрева слябов по сечению, что является важнейшим условием равномерной деформации металла при последующей горячей прокатке. Особенно важен равномерный прогрев слябов по сечению при нагреве под горячую прокатку электротехнической стали, так как это связано с условиями растворения ингибиторных фаз, во многом определяющими уровень будущих электромагнитных свойств готовой стали [Л.Б. Казаджан. Магнитные свойства электротехнических сталей и сплавов / Под ред. В.Д. Дурнева. - М.: OOO “Наука и технологии”, 2000, с.154].
Известен способ определения прогрева заготовки по сечению [Исследование нагрева металла в пятизонных методических печах / В.В. Антонов, Г.А. Подольская, Н.А. Кияшко и др. // Сталь. - № 1. 1970. С.81], заключающийся в том, что в выбранной для замеров заготовке с торца сверлят на части ее длины (на глубину 450-500 мм) отверстия под термопары. В процессе нагрева производят 7-10 измерений температуры одновременно во всех точках сечения путем введения термопары с открытым спаем в отверстия заготовки через рабочие окна печи. ЭДС термопар измеряют переносным потенциометром (типа ПП-59) после выравнивания температуры спая и металла.
Известен также способ замера температуры по сечению сляба [Выбор режимов нагрева металла / Быков В.В., Франценюк И.В, Хилков Б.М., Щапов Г.А. М.: Металлургия, 1980. С.39], суть которого заключается в следующем. В опытном слябе высверливают отверстия диаметром 12-20 мм до центра и нижней поверхности в различных сечениях. В отверстия вставляют стальные втулки, которые обеспечивают точную фиксацию и надежный контакт горячих спаев термопары с металлом в условиях высоких температур при продвижении сляба. На конец термопары с горячим спаем надевают двухканальные форфоровые бусы диаметром 10 мм, длиной 250-350 мм, а на всю остальную длину электродов - фарфоровые бусы диаметром 6 мм. Жгут термопар для защиты от воздействий печных газов обматывают каолиновой ватой на длину 10-15 м от горячих спаев, что позволяет непрерывно измерять температуру в нагреваемой заготовке с помощью этих термопар и подключенного к ним регистрирующего прибора вплоть до выдачи ее из печи.
Недостатком известных способов является трудоемкость и длительность процесса сверления отверстий в литом слябе или заготовке. Подготовка такого “измерительного” сляба (заготовки) с насверленными в торце отверстиями связана с предварительным их охлаждением, транспортировкой в специализированный ремонтно-механический цех, сверловкой отверстий по сечению с применением специального оборудования, затем транспортировкой в прокатный цех до печи нагрева и т.д. Из практики процесс изготовления “измерительной” заготовки занимает не менее 6 суток.
Кроме того, известный способ подготовки “измерительного” сляба (заготовки) совершенно неприемлем для специально легированных марок стали, склонных к трещинообразованию при охлаждении из-за низкой тепопроводности легированной стали, посад которых в печи производят в горячем состоянии. При охлаждении сляба из таких легированных марок стали до температуры сверления отверстий на его поверхности образуются трещины вследствие значительного градиента температур по сечению между охлажденными поверхностями и горячим центром. Имея трещины на поверхности сляба, нагревать его печи не рекомендуется из-за большой вероятности разрушения при нагреве вследствие создания аварийной ситуации в нагревательной печи или в линии стана при последующей горячей прокатке.
Вышеупомянутый недостаток полностью устраняется в предлагаемом ниже техническом решении. Суть технического решения, направленного на изготовление отверстий для замера температуры в слябах из легированных марок стали, заключается в том, что процесс сверловки отверстий заменен их формированием непосредственно в кристаллизаторе при разливке слябов на машине непрерывного литья заготовок (МНЛЗ).
Задачей, на решение которой направлено предлагаемое изобретение, является изготовление отверстий в торце сляба для последующего контроля фактической температуры прогрева по сечению при его нагреве в печи и перед выдачей на горячую прокатку.
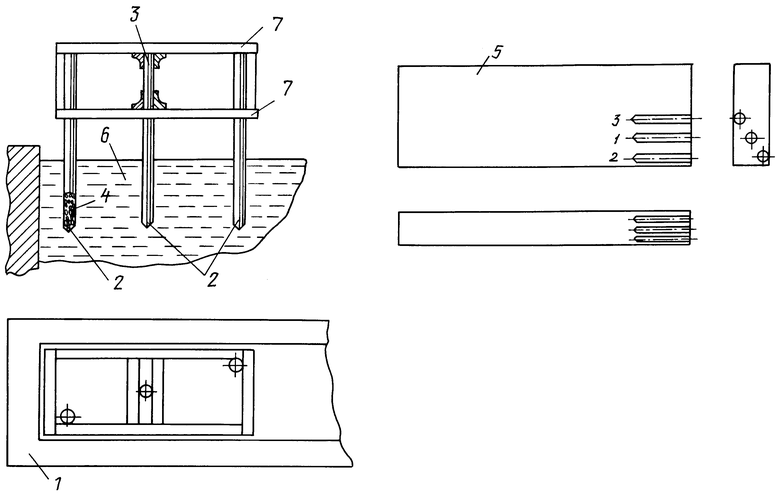
Технический эффект достигают тем, что контроль температуры сляба при нагреве производят путем замера температуры металла непосредственно в специально подготовленных по сечению сляба отверстиях путем помещения туда термопар, соединенных с регистрирующим прибором. При движении сляба по печи производят непрерывный (с использованием заложенных в сляб длинных термопар) или дискретный (штыковыми термопарами через боковые рабочие окна печи) контроль нагрева сляба в тех сечениях, где заранее подготовлены отверстия. Причем отверстия в торце сляба изготавливают непосредственно в кристаллизаторе МНЛЗ по окончанию серии разливки плавок перед выходом МНЛЗ “на концы” (см. чертеж). Для этого при отливке концевого сляба в кристаллизатор (1) МНЛЗ помещают несколько трубок (2) с заваренными с одного конца отверстиями, заполненными неспекающимся наполнителем. Точность исполнения координаты расположения отверстий (внутренней полости трубок) по сечению кристаллизатора достигается помещением их в специальную конструкцию (3), центрируемую по толщине и ширине кристаллизатора. Для предотвращения расплавления трубок их заполняют специальным наполнителем (4), частички которого не спекаются в процессе расплавления конструкции и последующего остывания сляба (5). Наличие наполнителя в трубках не дает возможность трубкам расплавиться полностью. Перед “вплавлением” трубок в расплав металла (6), находящийся в кристаллизаторе, установку останавливают на непродолжительное время, помещают туда конструкцию и выдерживают ее там до полного затвердевания металла в кристаллизаторе. Затем установку выводят “на концы” вместе с вплавленными в нее трубками. Слябы складируют стопами и при охлаждении до температуры зачистки выкладывают на участок зачистки. На участке зачистки слябов производят обрезку части концевого сляба с тем, чтобы в его теле оставалась часть “вплавленных” трубок, а затем из полученных отверстий извлекают наполнитель, например, методом выбивания или сверления. По окончании данной операции сляб пригоден для замера температуры по сечению при нагреве в печи. Данный способ приготовления отверстий в непрерывнолитом слябе для последующего замера температуры в процессе нагрева по сечению может быть использован на слябах, отлитых из электротехнической, легированной, углеродистой и конструкционной марок сталей.
Известное и предложенное технические решения имеют следующие общие признаки. Оба способа предполагают изготовление отверстий в слябе, отверстия используют для замера фактической температуры нагрева непрерывнолитого сляба по сечению в процессе нагрева.
Отличие предложенного способа заключается в том, что отверстия в торце сляба формируют при отливке сляба непосредственно в кристаллизаторе МНЛЗ.
Указанный отличительный признак проявляет во всей совокупности новые свойства, не присущие ему в известных совокупностях признаков, что свидетельствует о соответствии предложенного технического решения критерию “новизны”.
Анализ научно-технической и патентной литературы показал отсутствие отличительных признаков заявляемого технического решения с признаками известных способов. На основе этого делается вывод о соответствии заявляемого технического решения критерию “изобретательский уровень”.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Пример реализации изобретения.
Для получения литых отверстий в слябе электротехнической изотропной стали (ЭИС) с содержанием кремния 1.6% сечением 240×1120 мм была изготовлена специальная металлоконструкция, представленная на чертеже. Для обеспечения взаимной параллельности трубок конструкция содержала 2 параллельных пояса (7) и несколько трубок с заваренными снизу отверстиями (2). Отверстия в трубках были заполнены крупносеяным магнезитовым порошком. После кратковременной остановки МНЛЗ и отвода промежуточного ковша всю конструкцию (3) опускали перед выходом машины непрерывного литья заготовок “на концы” в расплав металла (6) непосредственно в кристаллизатор, вручную центрировали по сечению кристаллизатора и после полного затвердевания нижней части конструкции в кристаллизаторе МНЛЗ выводили “на концы”. При подготовке слябов, осмотре и зачистке поверхностных дефектов на складе слябов осуществляли обрезку заднего конца газовым резаком. Магнезитовый порошок из отверстий извлекали с помощью ручного бура, изготовленного под диаметр трубок. Процесс приготовления слябов к замеру температуры занял 26 мин. С температурой поверхности около 200°С сляб был посажен в методическую толкательную печь №2 стана 2000 ОАО “НЛМК”.
Замер температуры при нагреве сляба в методической печи осуществляли штыковыми термопарами с открытым спаем через боковые смотровые окна печи путем очередного помещения термопары, находящейся в металлическом чехле, в отверстия слябов и выдержки ее до состояния, когда показание температуры стабилизируется. Результаты замера температуры в центре сляба и в 2-х промежуточных между центром и поверхностями сечениях в динамике нагрева сляба приведены в таблице.
Использование предлагаемого способа замера температуры с формированием отверстий непосредственно в кристаллизаторе МНЛЗ позволило решить в данном случае проблему непосредственного контроля температуры в 3-х точках по сечению сляба, отлитого из электротехнической изотропной стали. В то время как по прототипу со сверлением отверстий эту проблему решить было невозможно, поскольку при охлаждении сляба до температуры 25°С он разрушался.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИРОВАНИЯ ПРОДОЛЬНЫХ ТРЕЩИН В ЗАТВЕРДЕВШЕЙ ОБОЛОЧКЕ СЛЯБА В КРИСТАЛЛИЗАТОРЕ | 2014 |
|
RU2593802C2 |
| СПОСОБ ПРОИЗВОДСТВА АВТОМАТНОЙ СТАЛИ АМ14 | 2010 |
|
RU2437739C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ ПОСАДА И НАГРЕВА СЛЯБОВ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2003 |
|
RU2237225C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОРДОВОЙ СТАЛИ | 2001 |
|
RU2234389C2 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННОСТОЙКОЙ ТИТАНСОДЕРЖАЩЕЙ СТАЛИ | 2020 |
|
RU2786736C2 |
| Экзотермическая шлакообразующая смесь | 1980 |
|
SU1036434A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2492021C1 |
Изобретение относится к прокатному производству и может быть использовано для контроля эффективности прогрева металла в нагревательных печах перед выдачей слябов на горячую прокатку. Способ включает посад в печь сляба с предварительно изготовленными под термопары глухими отверстиями с торца, измерение температуры прогрева сляба путем установки в отверстия термопар, подключенных к регистрирующему прибору. Отверстия под термопары в торце литого сляба формируют при отливке концевого сляба в машине непрерывного литья заготовок. Отверстия изготавливают путем помещения в кристаллизатор с жидкой сталью каркаса с заполненными неспекающимся наполнителем трубками по координатам будущих точек замера температуры. При последующей обработке сляба конец с каркасом обрезают, а из отверстий, оставшихся в слябе, извлекают наполнитель, подготавливая их к замеру температуры. Данный способ замера температуры в непрерывнолитом слябе может быть использован на слябах, отлитых из электротехнических, легированных, углеродистых и конструкционных марок сталей. 1 ил., 1 табл.
Способ контроля температуры по сечению непрерывнолитого сляба при нагреве в печи, включающий посад в печь сляба с предварительно изготовленными под термопары глухими отверстиями с его торца, расположенными по координатам выбранных точек замера температуры, установку термопар в отверстия, подключение к регистрирующему прибору и измерение температуры, отличающийся тем, что глухие отверстия изготавливают при отливке концевого сляба в машине непрерывного литья заготовок путем установки каркаса с односторонне заваренными трубками, заполненными неспекающимся наполнителем в расплав в кристаллизаторе, и удержания их в расплаве до кристаллизации, охлаждение сляба до температуры зачистки, последующей обрезки концевой части заготовки, извлечение наполнителя из трубок и их очистки.
| АНТОНОВ В.В | |||
| и др | |||
| Сталь, №1, 1970, с.81 | |||
| САМОЙЛОВИЧ Ю.А | |||
| и др | |||
| Тепловые процессы при непрерывном литье стали | |||
| - М.: Металлургия, 1982, с.42-52 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |

