1
Изобретение относится к электротехнической промышленности и может быть использовано для маркировки первичных элементов и батарей.
Известно устройство для маркировки первичных элементов, содержащее печатный аппарат и узел ввода изделий в рабочую зону р J.
Недостатком этого устройства является низкая производительность, обусловленная офсетным способом печати, который исключает возможность оперативной смены содержания этикетки. .
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для маркировки первичных элементов, содержащее печатный аппарат с сетчатой формой, нумератор со знаками, узлы сушки и ввода изделий в рабочую зону ,2.
Недостатком данного устройства является необходимость предварительноГО изготовления полиграфической оформ ленной бумажной ленты - полуфабриката, что усложняет условия эксплуатации, , ограничивает технические возможности и увеличивает себестоимость продукции. Кроме того, это устройство не позволяет проводить поштучную нумерацию изделий.
Цель изобретения - улучшение условий эксплуатации, и расширение технологических возможностей.
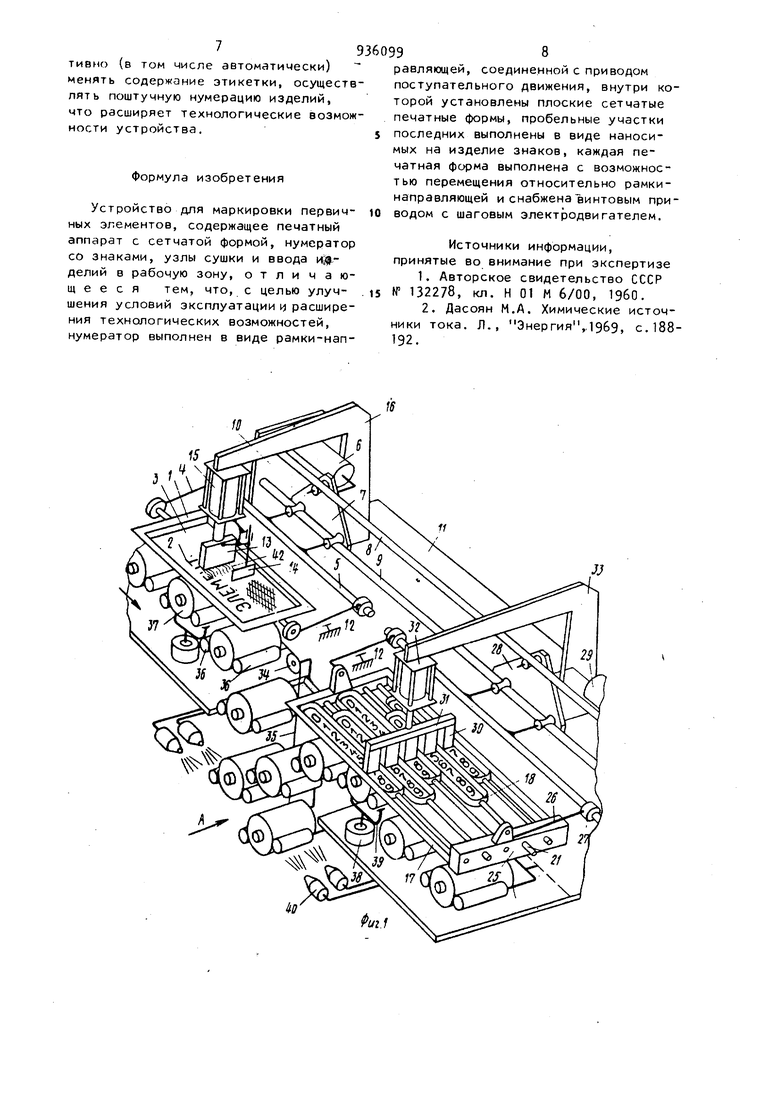
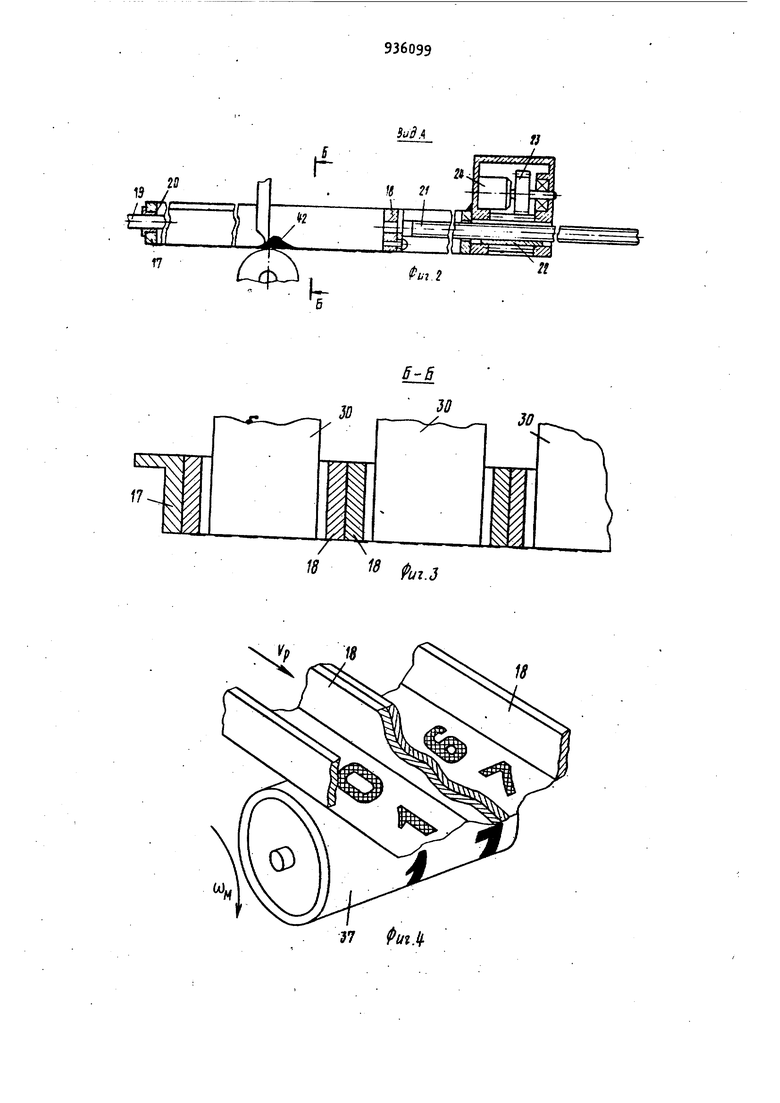
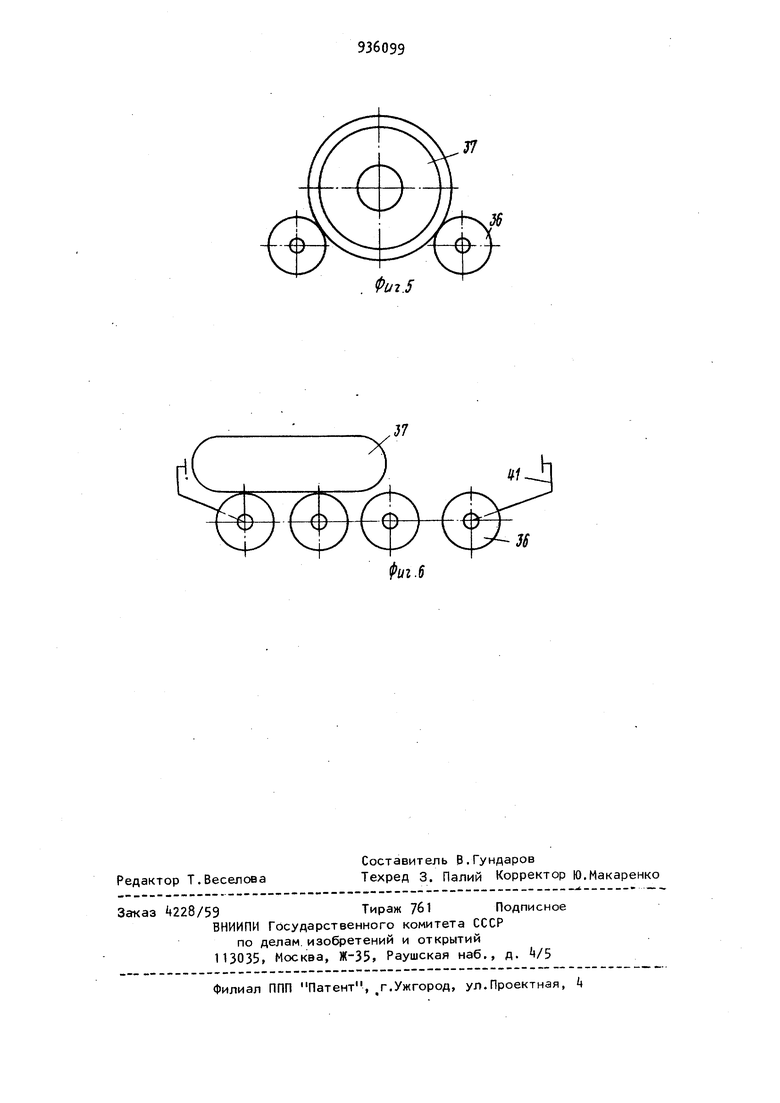
Цель достигается тем, что нумератор выполнен в виде рамки-направляющей, соединенной с приводом поступательного движения, внутри которой установлены плоские сетчатые печатные формы, пробельные участки последних выполнены в виде наносимых на изделие знаков, каждая печатная форма выполнена с возможностью перемещения относительно рамки-направляющей и снабжена винтовым приводом с шаговым электродвигателем. fla фиг, 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1, продольный разрез, на фиг.3 разрез Б-Б на фиг. 2) на фиг. k .рабочая зона нумератора, на фиг.5 схема установки цилиндрических изделий; на фиг. 6 - схема установки плоских изделий. Предложенное устройство имеет печатный аппарат с сетчатой формой 1. Участки сетчатого полотна, соответст вующие наносимому рисунку 2, имеют открытые ячейки, на остальных участках полотна 3 ячейки закрыты (например, фотометрическим способом). Форма 1 шарнирно подвешена на кронштейнах Ц, укрепленных на скалке 5 соединенной с приводом главного движения, состоящим из пневмоцилиндра 6 и каретки 7. выполненной с возможностью качения по цилиндрическим направляющим 8 и 9- .Направляющие 8 и 9 укреплены в боковинах 10, смонти рованных на плите 11. Угол возможног поворота кронштейна k ограничивается упорами 12. Кроме того, в состав печатного аппарата входят рабочий 13 и разравнивающий 14 ракели. Для пере лючения ракелей служит пневмоцилиндр 15 укрепленный на кронштайне 16, смонтированном на плите 11. Коммутатор содержит рамку-направляющую 17, внутри которой установлены плоские сетчатые печатные формы 1 с возможностью перемещения друг относительно друга. К каждой печатной форме жестко прикреплены цилиндричес кие направляющие 19 перемещающиеся во втулках 20, запрессованных в рамке-направляющей 17, и ходовые винты 21. На ходовые винты навернуты гайки шестерни 22, находящиеся в зацеплении с шестернями 23, насаженными на -валах шаговых двигателей 24 Двигатели 24 и шестерни 22 и 23 смон тированы в корпусе 25, жестко соединенном с рамкой-направляющей 7 Рам ка-нйправляющая с корпусом 25 шарнирно подвешены на кронштейнах 2б. Подвеска 26-27 и привод главного дви жения нумератора 28-29 выполнены ана логично соответствующим механизмам печатного аппарата. Нумератор снабжен ракелями 30, число которых соответствует числу форм 18. Ракели 30 смонтированы на общем держателе 31, соединенном со штоком пневмоцилиндра 32, закрепленного на кронштейне 33. Узел ввода изделий в рабочую зону состоит из цепного транспортера пульсурирующегс движения, опорные звездочки которого 34 установлены на плите 11. На цепи 35 попарно укреплены ролики-люльки 36, и шаг пар роликов выбран таким образам, чтобы на них могли устанавливаться изделия 37. Под рабочими ракелями 13 и 30 установлены пневмоцилиндры 38 с вилками 39, укрепленными на них штоках. Узел сушки размещен под печатным аппаратом и нумератором и включает в себя сопла 40 для подачи подогретого воздуха. Кроме того, в состав устройства входит второй узел сушки, расположенный по ходу цепи 35 после нумератора. В зависимости от цветности этикетки число печатных аппаратов может быть увеличено (по числу цветов), При Этом после каждого из них устанавливается узел сушки. При маркировке изделий с плоскими поверхностями ролики 36 монтируются на цепи ,35 и оснащаются упорами 41, жестко укрепленными на их осях. Управление включением транспортера и пневмоцилиндров осуществляется электронными или механическими, компараторами . Устройство работает следующим образом. Укладка изделий на ролики-люльки 36 производится вручную или с помощью загрузочного механизма вне рабочей зоны перед печатным аппаратом. Затем транспортер, двигаясь прерывисто, вносит изделие в рабочую зону под печатную форму 1. При этом ось изделия совпадает с рабочей гранью ракеля 13. Сжатый воздух подается в пневмоцилиндр 38, расположенный под печатной формой 1, Вилка 39 поднимается, воздействует на ролики 36 и приводит боковую поверхность изделия в соприкосновение с нижней поверхностью сетки формы 1 (при печати на телах вращения контакт сети с изделием происходит по образующей, при печати на плоских изделиях - по плоскости). При этом изделие находится у левого края формы 1. Затем воздух подается в верхнюю полость пневмоцилиндра 15, рабочий ракель 13 опускается до контакта с сеткой формы 1, а разравнивающий ракель 14 поднимается. Воздух поступает в правую полость пневмоцилиндра 6. Каретка 7 вместе со скалкой 5 и формой 1 перемещается относитель, но ракеля. При пе.чати на цилиндричес , ких изделиях изделие проворачивается вокруг своей оси за счет фрикцион ной связи с сеткой формы. При печати на плоских изделиях -изделие перемещается поступательно вместе с печатной формой, перекатываясь по роликам 36 до упора if . В обоих случаях нижняя кромка ракеля деформируется, под нее попадает краска k2, предварительно положенная на сетку. Между гранью ракеля и сеткой образуется гидродинамический клин, заполненный краской. Под действием давления в этом клине краска заполняет ячейки сетки на участках, соответствующих рисунку, и переходит на поверхность изделия. После окончания рабочего хода формы 1 воздух подается в верхнюю полость пневмоцилиндра 38, вилка 39 опускается,, изделие отходит от формы, одновременно с этим поднимается рабочий ракель 13 и опускается разравнивающий ракель Н. В ниж нем положении ракеля 1 между его рабочей кромкой и сеткой остается небольшой зазор (0,5-1,5 мм). Затем транспортер перемещается на один шаг под форму 1 поступает новое изделие. Одновременно с этим форма 1 перемеща ется слева направо (становится в пер воначальное положение), по поверхности формы протягивается тонкий слой краски (это необходимо для более равномерного распределения краски При печати на последующих изделиях). Затем цикл работы печатного аппарата повторяется. От печатного аппарата изделие пос тупает в узел сушки, где происходит обдув его слегка подогретым воздухом (из сопел О) и закрепление отпечатка. Перед началом работы устройства нумератор настраивается на номер первого маркируемого изделия, т.е. перед ракелями 30 устанавливаются соответствующие значения на сетках печатных форм 18 (например номер 86858) Это может осуществляться путем включения шаговых двигателей 2 по команде из командоаппарата или путем проворота винтов 21 вручную. Из зоны сушки изделие с закрепленным оттиском постоянной части этикетки поступает в рабочую зону нумератора и оказывается под ракелями 30. Далее происходит процесс печати аналогично описанному: подъем вилки 39 опускание ракелеА 30, перемещение рамки 17 справа налево (ход каретки 28 несколько превышает - на 3 k мм высоту знаков) , подъем ракелей 13, опускание вилки 39. Затем изделие с напечатанным номером удаляется из-под ракелей 13. Одновременно с этим по сигналу из командоаппарата включается двигатель 2 печатной формы18, соответствующей .низшему разряду номера. Производится нумерация следующего изделия. При достижении крайней формой цифры 9 включается двигатель следующего разряда и перемещает его форму на один шаг, а на форме низшего разряда устанавливается цифра О и т.д. В случае, если поштучная нумерация не производится, а содержание этикетки изменяется периодически (например, печатные даты выпуска), шаговые двигатели 24, зубчатые пары 2333, винты 21t корпус 25 могут быть исключены из состава устройства, а перемещение форм 18 осуществляется в этом случае вручную. После выхода из рабочей зоны нумератора изделия поступают на окончательную сушку и упаковку. Предложенное устройство позволяет маркировать цилиндрические элементы диаметром до 60 мм и высотой до 120мм, плоские изделия с максимальными размерами 20x50x100 мм. Цветность изображения - 2 цвета (при оснащении установки дополнительными печатными аппаратами цветность может быть увеличена) . Производительность установки до 920. изделий в час. Предложенное устройство позволяет весь рисунок этикетки (как его постоянную часть, так и изменяемые данные) наносить способом печати через сетку непосредственно на корпус элемента. Это. позволяет исключить бумажную этикетку из состава изделия, тем самым снизить их себестоимость и уменьшить число полуфабрикатов, необходимых для выпуска изделий, повысить автономность работы устройства. Применение нумератора, выполненного в виде рамки-направляющей с установленными внутри нее печатными формами, снабженными винтовыми передачами с шаговыми электродвигателями, позволяет оперативно (в том числе автоматически) менять содержание этикетки, осу1цеств пять поштучную нумерацию изделий, что расширяет технологические возможности устройства. Формула изобретения Устройство для маркировки первичных элементов, содержащее печатный аппарат с сетчатой формой, нумератор со знаками, узлы сушки и ввода и;)-делий в рабочую зону, отличающееся тем, что, с целью улучшения условий эксплуатации и расширения технологических возможностей, нумератор выполнен в виде рамки-нап9
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 132278, кл. Н 01 М 6/00, I960.
2. Дасоян М.А. Химические источники тока. Л., Энергия,,19б9, с.188192. 98 равляющей, соединенной с приводом поступательного движения, внутри которой установлены плоские сетчатые печатные формы, пробельные участки последних выполнены в виде наносимых на изделие знаков, каждая печатная форма выполнена с возможностью перемещения относительно рамкинаправляющей и снабженаЪинтовым приводом с шаговым электродвигателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки первичных элементов | 1981 |
|
SU1003207A1 |
| Устройство для счета и маркировки первичных элементов | 1983 |
|
SU1089677A1 |
| Устройство для маркировки химических источников тока | 1983 |
|
SU1127030A1 |
| Трафаретная печатная машина | 1976 |
|
SU704820A1 |
| Полуавтомат для декорирования цилиндрических эмалированных изделий | 1974 |
|
SU682394A1 |
| СТАНОК ДЛЯ НАНЕСЕНИЯ РИСУНКА ЧЕРЕЗ ТРАФАРЕТ | 1998 |
|
RU2128116C1 |
| Способ нанесения сред на полотно материала и устройство для его осуществления | 1989 |
|
SU1802802A3 |
| Трафаретное печатное устройство (его варианты) | 1981 |
|
SU1100137A1 |
| Трафаретная печатная машина | 1985 |
|
SU1313732A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
3D
xt
CO,
37 Риг.1).
Зй
иг.
18
J7
Риг.5
