1
Изобретение относится к электротехнической промышленности и может быть использовано для маркировки первичных элементов и батарей.
Известно устройство для маркировки первичных элементов, содержащее ne4aTw ный аппарат и узел ввода изделий в рабочую зону 13 .
Недостатком данного устройства я&ляется низкая производительность, обуоловленная офсетным способом печати, который исключает возможность оперативной смены содержания этикетки
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для маркировки первггчных элементов, еодер жащее печатный аппарат с сетчатой формой, нумератор с ракелями и сетчатыми печатными формами, каждая из которых выпол}1ена из двух боковин и . сетчатого полотна с пробельными участками в виде наносимых знаков в св зана через передачу с шаговым электродвигателем, узел-ввода изделий в ра. бочую зону и узел сушки 21,
Недостат1Срм указанного устройства является егоконструктивная сложность и обусловленная этим низкая надежность. Конструктивно сложны винтовые приводы сетчат§1х форм, снабженные шаговьь ми электродвигателями. Кроме того,
,0 при значительном количестве наносимых знаков печатный аппарат получается чрезмерно массивным. Сетчатые формы и их приводы монтируются на рамке-направкхяюшей, перемещающейся во время
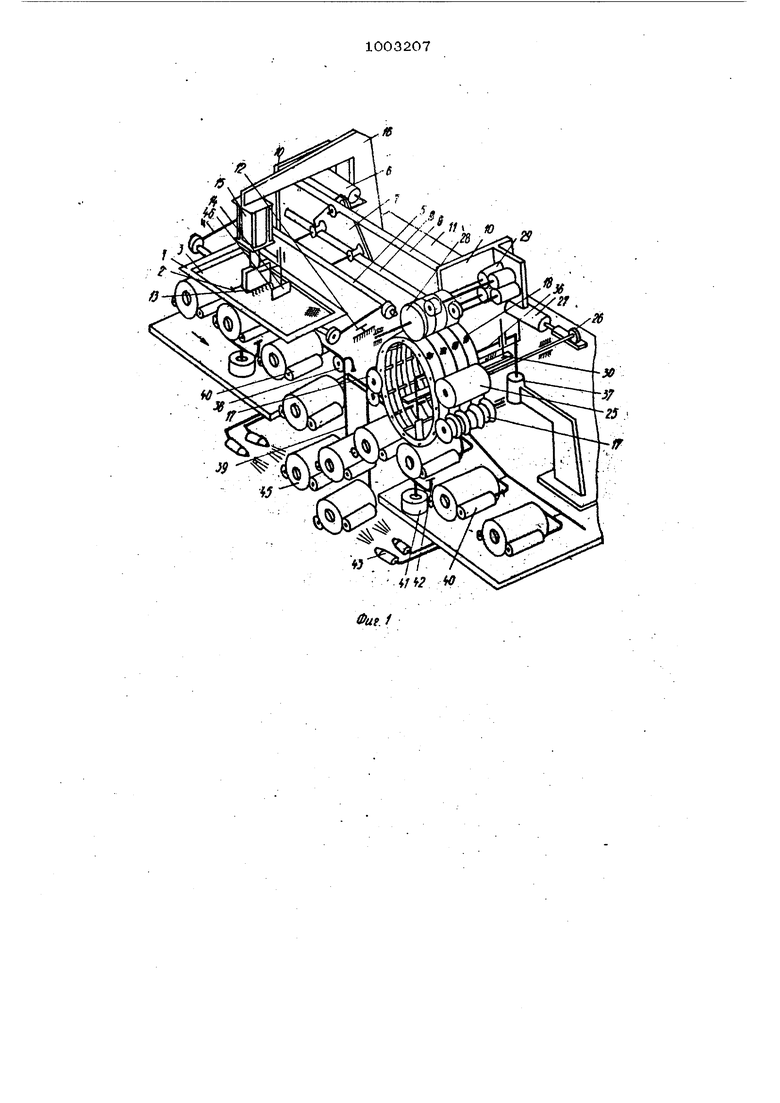
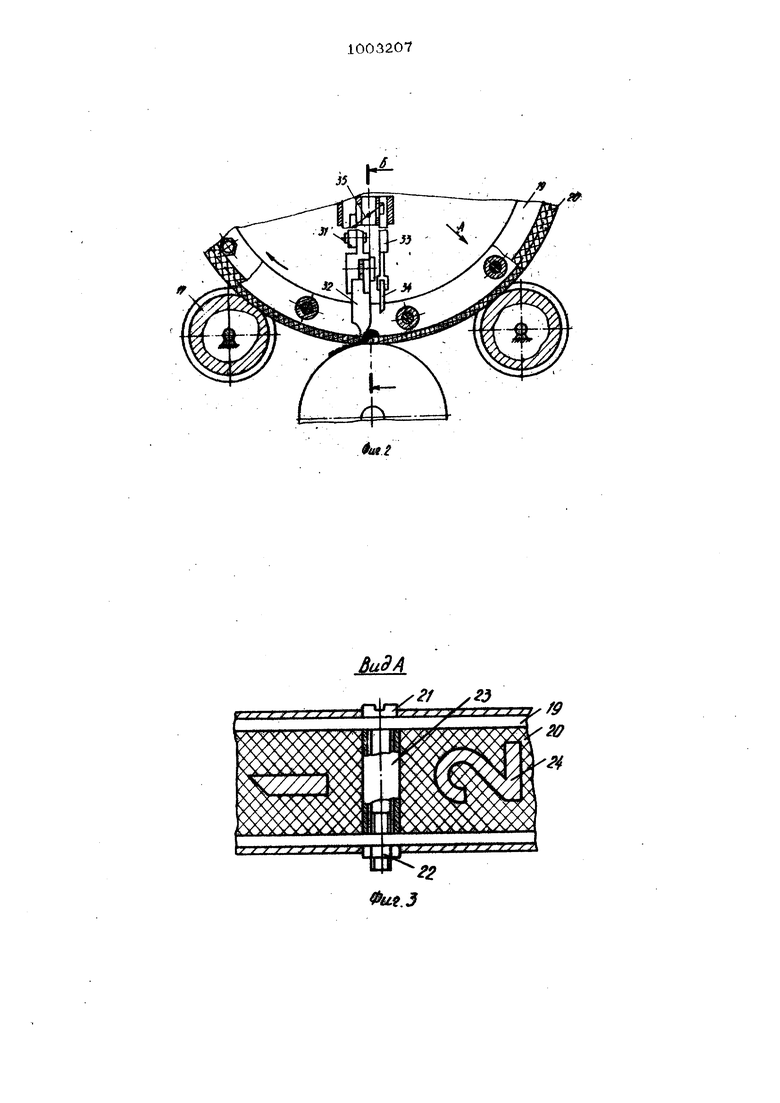
JJ рабочего хода, это отрицательно сказывается на динамике устройства. Устройство требует сложной электронной (или электромеханической) системы управления шаговыми двигателями. При дости20 жешш формой нумераторов крайнего положения и перемешегши формы следук шего разр5ша необходимо возвращать форму данного разряда в исходное положение. Цеяь изобретения - упрощение конст рукшш и повышение надежности. Указанная цель достигается тем, что в устройстве для маркировки первичных элементов, содержащёл; печатны аппарат с сетчатой формой, нумератор с ракепями и сетчатыми г печатными формами, каждая их которых выполнена из двух боковин и сетчатого полотна . с пробельными участками в виде наносимых знаков и связана через пере--i дачу с шаговым электродвигателем, узе ввода изделий в,рабочую зону и узел сушки, сетчатая печатная форма нумера- тора выполнена цилиндрической, содержи винты-распорки,, расположенные между пробельными участками сетчатого полот установлена на опорных цилиндрических роликах и связана с шаговым электродвигателем через передачу, выполненную фрикционной. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - рабочая зона нумератора; на фиг. 3 - вид по стрелке А на ф11г. 2; на фиг. 4 - ра рез В-Б на фиг. 2( привод ракелей нуме ратора); на фиг. 5 - схема установки изделий. Устройство содержит печатный аппар с сетчатой формой 1. Участки сетки, соответствующие постоянной части наносимого рисунка 2, имеют открытые ячейки, на остальных участках полотна ячейки закрыты (например, фотомеханическим способом), форма 1 щарннрно подвешена на кронштейнах 4, укрепленных на скалке 5, соединеннойс приводом главного движения, состоящим из пневмоцилиндра 6 и каретки 7, выполнен ной с возможностью качения по цилиндрн еским. н,аправляющим 8 и 9. Направ яюшие 8 и 9 укреплены в боковинах 1О, смонтированных на плите 11. Угол возможного поворота кронштейнов 4 ограничивается порами 12. Кроме того, в состав печатного аппарат
вход ят рабочий 13 и разравнивающий 14 ракели. Для переключения ракел.ей служит пневмоыилиндр 15, укрепленный на кронштейне 16, смонтированном на плите 11.
Нумератор содержит две группы опорных роликов 17 с бортами, свободно насаженных на неподвижных осях, на роликах установлены цилиндрические сетчатые печатные формы 18, имеющие возможность перемещения друг относительно друга. Количество формы соответствует колтпеству знаков и измеУзел сушки размещен под печатным аппаратом и нумератором и включает в себя сопла 43 для подачи подогретого воздуха. Второй узел сушки расположен по ходу цепи 39 после нумераторов.
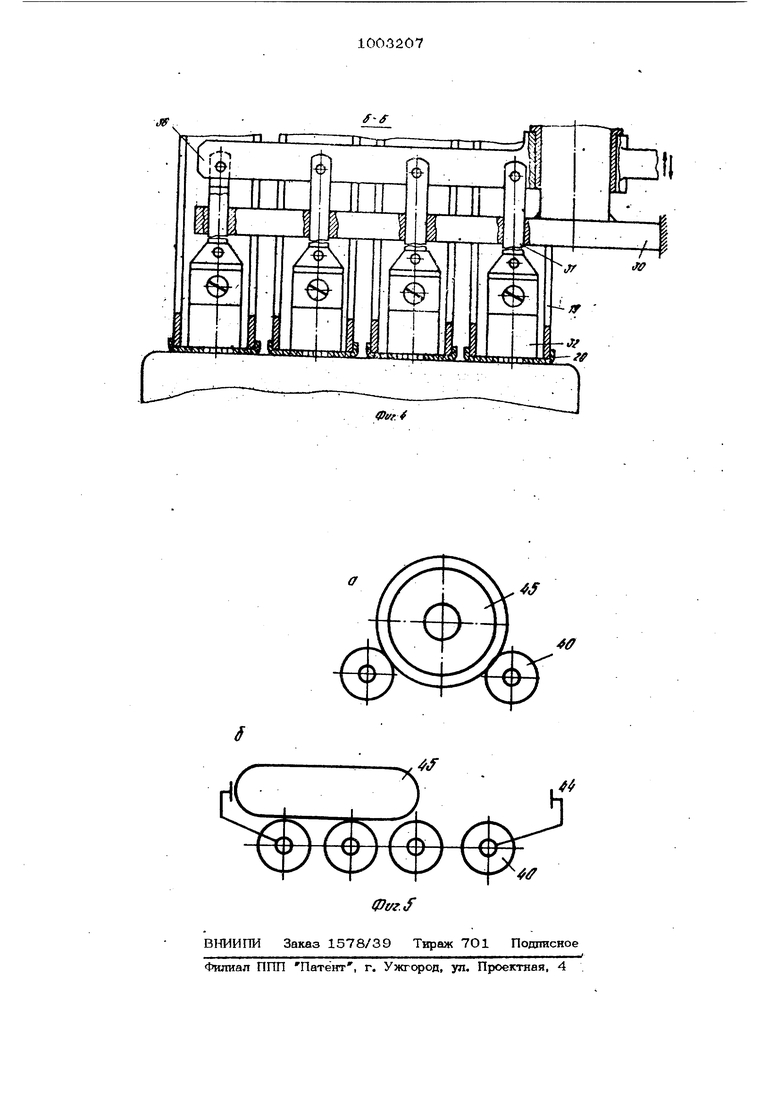
В зависимости от цветности этикетки число печатных аппаратов может быть увеличено (по числу цветов). При этом . после ка5«дого из них- устанавливается узел сушки. При маркировке изделий с плоскими поверхностями ролики 4О монтируются на цепи 39 и оснащаются няемой части этикетки. Форма .1.8 состоит из двух боковин 19, к которым прикреплена сетка 20, имеюшая открытые ячейки, соответствуюише изменяе- мой части наносимого рисунка, выполненные аналогично форме 1. Между боковинами 19 установлены винты-распорки 21 с гайками 22. На винты-распорки 21 надеты втулки 23, длина которых такова, что сетка 20 постоянно натянута. Между распорками 21 на сетке расположены печатающие участки с открытыми ячейками 24. С поверхностями печатных форм 18 контактирует фрик - щонный ролик 25, связанный через пер 26 рейка-шестерня с пневмоприводом 27. Кроме того, с поверхностью каждой печатной формы 18 контактирует фрикционный ролик 28 установоч„, перемещения. Ролики 28 свободно насажены на неподвижной оси и связаны с шаговыми электродвигателями 29, количество которых соответствует количеству печатных форм 18. Кронштейн ЗО имеет направляющие втулки, в котор, помещены ползуны 31 рабочих ракелей 32 и ползуны 32 разравнивающ.их ракелей 34. Ползуны 31 и 33 связаны между собой через коромысло 35. Ползуны рабочих ракелей 32 шарнирно связаны с консолью 36, укренленной на штоке пневмоцилиндра 37. Узел ввода изделий в рабочую зону состоит из цепного транслортера пуль- сирующего движения, опорные звездочки 38 которого установлены на плите 11. На цепи 39 попарно укреплены ролики-люльки 40, свободно вращающиеся вокруг своих осей. Расстояние между роликами и шаг пар роликов выбраны таким образом, чтобы на них могли устанавливаться изделия. Под рабочими ракелями 12 и 32 установлены пневмоцилиндры 41 с вилками 42, у крепленными на их штоках. , упорами 44, жестко укрепленными на их осях. Управление включением транспортера и пневмоцилиндров осуществляется элек ронным или механическим комавдоаппаратом. Устройство работает следующим обр зом. Укладка изделий 45 на ролики-люльки 40 производится вручную или с по мощью загрузочного механизма вне рабочей зоны перед печатным аппаратом. Затем транспортер, дв игаясь прерывист вносит изделие в рабочую зону под печатную форму 1. При этом ось изделия совпадает с рабочей гранью ракеля 13. Сжать1й воздух подается в пневмоцилинд 41, расположенный под печатной формой 1, Вилка 42 поднимается, воздействует на ролики 40 и приводит боковую поверхность изделия в соприкосновение с нижней поверхностью сетки формы 1 (при печати на телах вращения контакт сетки с изделием происходит по образующей, а при печати на плоских издеЛИЯХ - по плоскости). При этом издолие находится у левого края формы 1. . Затем подается воздух в верхнюю полость пневмоцилиндров 15, рабочий ракель 13 опускается до контакта с сеткой формы 1, а разравниваюший ракель 14 поднимется. Воздух поступает в правую полость пневмоцилиндра 6. Каретка 7 вместе со скалкой 5 и формой 1 перемещается относительно ракеля. При печати на цилиндрических изделиях изде/ше проворачивается вокруг своей оси за счет фрикционной связи с сеткой формы. При печати на плос костях изделие перемещается поступательно вместе с печатной формой,, перекатываясь по роликам 40 до упора 4 В обоих случаях нижняя кромка ракеля аефо{1мируется, поа нее попадает краска 46, предварительно положенная на сетку. Между гранью ракеля и сеткой образуется гидродинамический клин запол ненный краской. Под действием давлени в этом клине краска заполняет ячейки сетки на участках, соответствующих наносимому рисунку, и переходит на поверхность иаделия. По окончании рабочего хода формы 1 воздух подается в верхнюю полость пневмоцилиндра 41, вилка 42 опускается, изделие отходит от формы: одновременно с этим поднимается рабочий ракель 13 и опускается разравнивающий ракель 14. В нижнем положении ракеля 14 между рабочей кромкой и сеткой остается небольшой зазор (0,5-1,5 мм). Затем транспор тер перемещается ia один шаг, под форму 1 поступает новое изделие, одновременно с этим форма 1 перемешает ся слева направо (становится в первоначальное положение), по поверхности формы протягивается тонкий слой крао ки (это необходимо для более равномер- ного распределения краски при печати на последующих изделиях). Затем цикл работы печатного аппарата повторяется. От печатного аппарата изделие поо;тупает в узел сущки, где происходит обдув его слегка подогретым воздухок (из сопел 43) и зекрепление отпечатка. Перед началом работы устройства нумератор настраивается на номер первого маркируемого изделия, т.е. перед ракелями 32 устанавливаются соответствующие знаки на сетках нечетных форм 18. Это может осуществляться путем вклк чения шаговых двигйтелей 29 по команде и командоаппарата или путем проворота роликов 28 вручную. Из зоны сущки изделие с закрепленным оттиском постоянной части этикетки поступает в рабочую зону нумератора и оказывается под ракелями 32. Далее происходит процесс печати: подъем вилки 42, опускание рабочих ракелей 32, одновременно с которыми посредством коромысла 35 поднимаются разравниваюоше ракели 34, подача воздуха в пне&моцилиндр 27, вращение ролика 25, одновременный поворот всех форм 18 (в направлении, показанном стрелкой). При этом подача краски в ячейки (краска положена на поверхность сеток заблаговременно ) и ее переход на поверхность изделия происходит аналогично описанному выше (при печати постоянной части этикетки). По окончании поворота знаки на сетке, оттиски которых отпечатались на изделии, оказываются за рабочими ракелями 32. Затем от пневмопривода ракеля 3. поднимаются до одинакового (среднего) положения с ракелями 34. Одновременно с этим опускается вилка 42 и изделие уцаляется из-поа Форм 18. Затем по сигналу из командоаппарата включается двигатель 29, управляющий крайней левой формой 10 (при поштучной нумерации эта форма низщего раэряда печатаемого числа). Через соответствующий ролик 2$ форма перемешается на один шаг, т.е. перед ракелями 32
устанавливается число на единицу большее предыдущего числа (винты-распорки 21 с втулками 23 не препятствуют kповороту формы, так как величина вертикального хода ракелей бс1ггьше суммы диаметра винта-распорки и зазора между ним и сеткой). Затем опускаются разравнивающие ракели 34 и все формы 18 от привода 26-27-25 поворачиваются в направлений,. противополож- ном показанному стрелкой, при этом краска разравнивается по участку форм с которого будет получен отпечаток на следующем изделии. После этого производится нумерация следующего изделия
При достижении формой низшего разряда цифры 9 включается двигатель следующего разряда и его форма перемещается на один щаг, а на форме низшего разряда I устанавливается цифра О и т.д.
В процессе печати расстояние между знаками на оттиске определяется шириной бортов на поддерживающих
роликах 17, от которых зависит величина зазора между формами.
В случае если поштучная нумерация не производится, а содержание этикетк изменяется периодически (например, печатание даты выпуска) шаговые двигатели 29 и ролики 28 могут быть исключены из состава устройства, а перемещение форм 18 осуществляется в этом случае вручную.
После выхода из рабочей зоны нуме тора изделия поступают на окончательную сушку и упаковку.
Предлагаемое устройство надежно в работе, имеет простую конструкцию и позволяет маркировать цилиндрически
элементы диаметром 1О-7О мм и высотой до 12О мм, плоские изделия - максимальными размерами 20х50х100х мм. Цветность изображнения - 2 цвета (при оснащении установки дополнительными печатными аппаратами цветность может быть увеличена). Производительность устройства - до 1030 изделий в час.
Формула изобретения
, Устройство для маркировки первичных элементов, содержащее печатный аппарат с сетчатой формой, нумератор с ракелями и сетчатыми печатными формами, каждая из которых выполнена из двух боковин и сетчатого полотна с пробе Оэ- ными участками в виде наносимых знаков и связана через передачу с шаговым электродвигателем, узел ввода изделий в рабочую зону и узел сушки, отличающееся тем, что, с целью уцрощеьшя конструкции и повышения надежности, сетчатая печатная форма нумератора выполнена цилиндрической, содержит винты-распорки, расположенные между пробельными участками сетчатого полотна,установлена на опорных цилиндрических роликах и связана с шаговым электродвигателем через передачу, выполненную фрикционной.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 132278, кл. Н О1 М б/ОО, 1960.
2.Авторское свидетельство СССР
№ ЗОО6559/24-07, кл. Н О1 М 6/ОО, 05.05.71.
J9
.. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки первичных элементов | 1980 |
|
SU936099A1 |
| Устройство для счета и маркировки первичных элементов | 1983 |
|
SU1089677A1 |
| Устройство для маркировки химических источников тока | 1983 |
|
SU1127030A1 |
| Механизм печати | 1980 |
|
SU1014764A1 |
| Трафаретная печатная машина | 1976 |
|
SU704820A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Способ нанесения сред на полотно материала и устройство для его осуществления | 1989 |
|
SU1802802A3 |
| Печатное устройство | 1987 |
|
SU1430294A1 |
| Полуавтомат для декорирования цилиндрических эмалированных изделий | 1974 |
|
SU682394A1 |
| СТАНОК ДЛЯ НАНЕСЕНИЯ РИСУНКА ЧЕРЕЗ ТРАФАРЕТ | 1998 |
|
RU2128116C1 |
ВиЗА
2f .а
.r.fo
2нмм У
2O
