Изобретение относится к сотовому элементу с проточными для текучей среды каналами, которые расположены рядом друг с другом, при этом сотовый элемент имеет стенки, которые образуют указанные каналы и выполнены из керамики. Изобретение относится также к способу изготовления сотового элемента с каналами, при этом такой сотовый элемент изготавливают послойно.
Известно, что керамические (монолитные) сотовые элементы изготавливают экструзией, при этом окончательная форма сотового элемента определяется геометрией пресс-формы, применяемой при изготовлении неспеченных заготовок. В подобных керамических сотовых элементах образующие каналы стенки, проходящие сквозь сотовый элемент, имеют правильные контуры, определяемые технологией изготовления.
В основу настоящего изобретения была положена задача разработать сотовый элемент и способ его изготовления, который позволил бы расширить область и возможности применения сотового элемента, стенки которого выполнены из керамики.
Указанная задача решается с помощью первого и второго вариантов осуществления способа изготовления сотового элемента согласно отличительным признакам п.п.1 и 2 формулы изобретения, а также с помощью различных вариантов выполнения сотового элемента согласно отличительным признакам п.4, а также п.п.7 и 10. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы.
Первый вариант осуществления способа изготовления сотового элемента с каналами заключается в том, что сотовый элемент изготавливают послойно, циклически повторяя в указанной последовательности операцию формирования задаваемого слоя из первого пластически деформируемого и затем отверждаемого материала и операцию отверждения этого слоя. Путем нанесения второго материала, который является электропроводным, и/или заделки в материал сотового элемента электропроводного элемента получают датчик и/или нагреватель.
Второй вариант осуществления способа изготовления сотового элемента с каналами заключается в том, что сотовый элемент изготавливают послойно, циклически повторяя в указанной последовательности операцию формирования задаваемого слоя из первого пластически деформируемого и затем отверждаемого материала и операцию отверждения этого слоя, с образованием в результате стенок, которые образуют проточные для текучей среды каналы. При этом стенку выполняют с профильной структурой для влияния на характер потока текучей среды.
В обоих вариантах осуществления способа послойное формирование сотового элемента, сопровождающееся образованием стенки, предпочтительно частично прерывать для получения в этой стенке отверстия, образующего проход для текучей среды из одного канала в другой.
В изобретении предлагается также сотовый элемент с проточными для текучей среды каналами, расположенными рядом друг с другом, при этом сотовый элемент имеет стенки, которые образуют указанные каналы и выполнены из керамики. Согласно изобретению в керамическую стенку такого сотового элемента интегрирован по меньшей мере один датчик и/или электропроводный материал.
Указанный датчик и/или электропроводный материал предпочтительно интегрировать в ту стенку сотового элемента, которая образует стенку канала. При этом, во-первых, создается возможность измерять температуру протекающей через сотовый элемент текучей среды, если датчик представляет собой датчик температуры, а во-вторых, сам сотовый элемент может служить нагревательным элементом для текучей среды. Датчик и/или электропроводный материал для их защиты можно полностью заключить в керамику, что позволяет также пропускать сквозь сотовый элемент агрессивную текучую среду, не опасаясь риска повреждения вставок, которые могут быть целенаправленно заделаны в материал сотового элемента, например, под действием высокотемпературной газовой коррозии или иных химических реакций.
В другом варианте предлагаемый в изобретении сотовый элемент с проточными для текучей среды каналами, расположенными рядом друг с другом, имеет стенки, которые образуют указанные каналы и по меньшей мере частично выполнены из керамики, при этом выполненная из керамики стенка снабжена дополнительной профильной структурой для влияния на характер потока текучей среды.
Указанная профильная структура может располагаться параллельно, попе-речно и/или под углом к направлению потока проходящей сквозь канал текучей среды. При этом подобная профильная структура может иметь волнистую или зигзагообразную форму.
В следующем варианте в предлагаемом в изобретении сотовом элементе с проточными для текучей среды каналами, изготовленном из пластически деформируемого и затем отверждаемого первого материала, причем указанный первый материал нанесен прежде всего послойно в предварительно заданном режиме и отвержден, по меньшей мере один второй материал наряду с первым материалом образует по сечению сотового элемента один слой, при этом первый материал имеет отличные от второго материала свойства.
Отличительные признаки каждого из вариантов выполнения сотового элемента можно также комбинировать между собой, при этом профильные структуры предпочтительно располагать таким образом, чтобы они способствовали выполнению вставками в сотовом элементе своих функций, будь то, например, измерение температуры или подогрев текучей среды. В соответствии с этим условием осуществляют также подбор конкретно применяемых для изготовления сотового элемента материалов и их расположение в нем.
Один из возможных путей изготовления сотового элемента описанной выше конструкции представлен ниже. Сотовый элемент с каналами, образованными пористой структурой задаваемой узорчатой формы, изготавливают из пластически деформируемого и затем отверждаемого первого материала, при этом первый материал наносят послойно в заданном режиме и отверждают, получая сотовый элемент, который имеет по меньшей мере один второй материал, который наряду с первым материалом образует в сотовом элементе единый заданный слой. Подобный способ изготовления вышеописанного сотового элемента с пористой структурой задаваемой узорчатой формы известен из заявки ЕР 0627983 В1, которая в этом отношении в полном объеме включена в настоящее описание в качестве ссылки. Преимущество, связанное с совместным применением первого и второго материалов для формирования одного слоя, состоит в возможности эффективно использовать различные свойства, присущие каждому из этих материалов. Иными словами, по такой технологии можно получать цельный или монолитный сотовый элемент, который вместе с тем может иметь различные участки с различными свойствами.
Предпочтительно, чтобы первый материал был неэлектропроводным, а вторая материал электропроводным. В результате создается возможность изготавливать сотовый элемент, который, например, на определенных участках его стенок допускает пропускание электрического тока, тогда как другие участки стенок остаются холодными. Благодаря этому сотовый элемент можно также условно разбить на различные функциональные участки. Так, например, первый участок может выполнять функцию нагревательного элемента, последующий второй участок может служить адсорбером, а третий участок выполнять функцию каталитического нейтрализатора. Подобные участки, которые указаны лишь в качестве примера, можно располагать в ином порядке либо комбинировать между собой.
Использование по меньшей мере первого и второго материалов позволяет, кроме того, по меньшей мере частично заделывать второй материал в первый, или наоборот. При этом с учетом возможной электропроводности второго материала создается возможность располагать токопроводящие дорожки в сотовом элементе таким образом, чтобы они проходили в его стенках. Тем самым можно исключить контакт этих токопроводящих дорожек с протекающей сквозь сотовый элемент текучей средой. С другой стороны, применение обладающего необходимыми свойствами первого, соответственно второго материала и связанная с этим возможность задавать требуемую пористость сотового элемента в определенном месте позволяет обеспечить непосредственное набегание потока текучей среды на токопроводящую дорожку. В результате создается возможность, например, определять химические свойства или состав протекающей сквозь сотовый элемент текучей среды. Равным образом подобная технология изготовления позволяет выполнять сотовый элемент такой конструкции, в которой из первого материала изготовлен несущий каркас сотового элемента, а по краям этого несущего каркаса слоем расположен соответствующий второй материал, например каталитический или адсорбирующий материал.
Согласно одному из предпочтительных вариантов предлагается заделывать (интегрировать) в материал сотового элемента отдельный элемент в виде вставки. Для этого в процессе послойного формирования подобный вставной элемент можно расположить в заданном месте и при дальнейшем послойном формировании сотового элемента заделать в применяемый для указанного формирования материал или даже полностью заключить в него. Такой подход наиболее целесообразно использовать для встраивания в сотовый элемент датчика. При этом подобный датчик либо может представлять собой предварительно изготовленную деталь, заделываемую при послойном изготовлении сотового элемента в слоистую структуру, либо может представлять собой деталь, формируемую послойно непосредственно в процессе изготовления сотового элемента, для чего применяют соответствующие материалы, которые в конечном итоге и образуют такой датчик, соответственно чувствительный элемент. Таким путем в сотовый элемент помимо датчика можно интегрировать также проволочный нагревательный элемент, нагревательный слой либо иной элемент прежде всего в виде вставки (закладной детали).
Помимо этого в изобретении предлагается сотовый элемент с каналами, изготавливаемый из пластически деформируемого и затем отверждаемого первого материала. При этом первый материал наносят послойно в задаваемым режиме и затем отверждают. Обычно поток текучей среды движется сквозь сотовый элемент в главном направлении по кратчайшему пути. Однако в предлагаемом сотовом элементе несколько слоев образуют в его точно определенном месте профильную структуру задаваемой геометрии, при этом подобная профильная структура позволяет удлинить на расчетную величину путь, проходимый потоком в канале в главном направлении, по сравнению с указанным кратчайшим путем. Благодаря применению для изготовления сотового элемента описанной выше технологии удается с высокой точностью просчитывать с точки зрения аэрогидродинамики конструктивные параметры сотового элемента еще перед его изготовлением и с учетом основной цели его применения и оптимизировать связанные с этим параметры, что позволяет охватить максимально широкий рабочий диапазон сотового элемента. Тем самым создается возможность предварительно задавать необходимое удлинение пути движения потока в главном направлении в том виде, в котором подобное удлинение в последующем можно также реализовать в каналах самого сотового элемента в требуемом месте. При этом предварительные расчеты позволяют прежде всего обеспечить создание в самом сотовом элементе целевой турбулентности в установившемся режиме работы.
Согласно еще одному варианту выполнения сотового элемента профильную структуру можно располагать, в частности, таким образом, чтобы она обеспечивала создание в канале требуемой, прежде всего предварительно рассчитанной, турбулентности и/или диффузии. Помимо этого в слоях, которыми образована профильная структура, могут быть предусмотрены разрывы, образующие полости или сквозные отверстия в стенках каналов. Тем самым можно соединить между собой каналы, которые в сотовом элементе обычно изолированы друг от друга, в локально точно заданном месте, удлинив за счет этого, например, в самом сотовом элементе путь, проходимый потоком текучей среды. При этом в контексте настоящего изобретения под кратчайшим путем потока в главном направлении его прохождения через сотовый элемент понимается кратчайшее расстояние между входной и выходной сторонами сотового элемента. Это главное направление потока может быть параллельно продольной оси сотового элемента либо - при радиальном движении потока - параллельно радиусу сотового элемента. В этом случае существует возможность путем предварительных проработок и расчетов произвольно располагать и формировать профильные структуры, а также задавать угол истечения.
В соответствии еще с одним предпочтительным вариантом выполнения сотового элемента предлагается выполнять профильную структуру и/или ограничивающую каналы стенку по меньшей мере частично проницаемой для текучей среды за счет регулирования пористости первого материала. В этом случае текучая среда может по меньшей мере частично проникать на определенную глубину первого материала вглубь профильной структуры или ограничивающей каналы стенки. При этом лишь на тех участках, где пористость имеет настолько большую плотность, что текучая среда из-за высокого сопротивления потоку снова изменяет направление своего движения, поток текучей среды движется по сотовому элементу в обход этих участков, соответственно движется по заданному пути.
Согласно следующему варианту профильную структуру задаваемой геометрии предлагается располагать в канале или на ограничивающей его стенке в некотором заданном месте сотового элемента за счет формирования нескольких слоев, при этом и сама профильная структура, и место ее расположения определены предварительно путем расчета параметров турбулентности. Одновременно с проведением этих расчетов турбулентности предпочтительно рассчитывать также параметры необходимых в последующем химических превращений, например при использовании сотового элемента в качестве каталитического нейтрализатора либо адсорбера. Этим способом можно получить прежде всего сотовый элемент в том виде, как он описан выше.
Другие предпочтительные варианты и отличительные особенности изобретения более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи. При этом возможны и другие варианты выполнения сотового элемента, а также варианты осуществления способа его изготовления за счет соответствующего комбинирования описанных выше, а также представленных ниже признаков. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - схема, иллюстрирующая способ изготовления сотового элемента,
на фиг.2 - профильная структура, которая может сформирована в сотовом элементе в виде, например, продольной или поперечной профильной структуры,
на фиг.3 - другой вариант профильной структуры, которая также может быть сформирована предлагаемым способом, и
на фиг.4 - слоистая структура сотового элемента с интегрированной в нее вставкой.
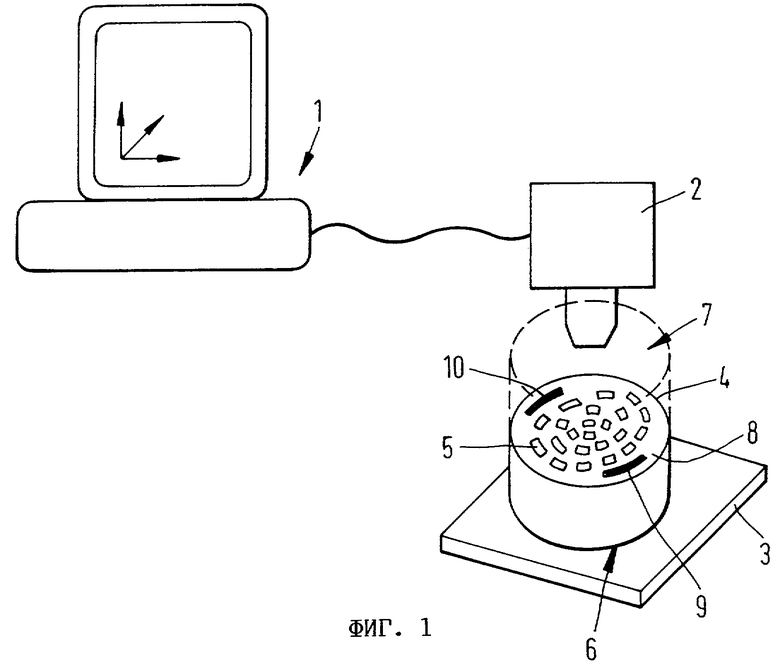
На фиг.1 показана схема, иллюстрирующая способ изготовления сотового элемента, при этом в отношении этого способа, а также других признаков, прежде всего используемых материалов и их свойств, в настоящее описание в качестве ссылки включена заявка ЕР 0627983 В1. Перед изготовлением сотового элемента можно провести все необходимые расчеты на компьютере 1. При этом к подобным расчетам, позволяющим определить оптимальную конфигурацию сотового элемента, относятся главным образом расчеты турбулентности, расчеты параметров химических реакций, а также расчеты тепловых параметров и расчеты параметров стабильности (жесткости) с учетом рабочих диапазонов сотового элемента. Рассчитанная, например, подобным образом конструкция, в которой используются профильные структуры, в последующем, например сразу по завершении расчетов, воплощается под управлением компьютера 1 в соответствующее реальное изделие на соответствующем производственном оборудовании, в частности с помощью производственной машины 2. Эта производственная машина 2 соответствующим образом перемещается над технологическим столом 3, совершая движения в показанной на чертеже системе координат. В ходе этого процесса происходит формирование и отверждение предварительно рассчитанных слоев и профильных структур. На чертеже показанный на технологическом столе 3 сотовый элемент 4 изображен в момент начала его формирования. Через сотовый элемент 4 параллельно его обозначенной пунктиром продольной оси проходят каналы 5. Первая сторона 6 сотового элемента 4 является в последующем входной стороной для протекающей через сотовый элемент 4 текучей среды, а еще не готовая сторона 7 является выходной стороной для текучей среды. В стенки 8 сотового элемента 4 вложены первый 9 и второй 10 элементы (вставки), которые в ходе последующего изготовления сотового элемента остаются заделанными в его материал. Как показано на чертеже, оба элемента 9, 10 размещают в процессе изготовления в необходимых местах. Эти элементы можно также размещать в расположенных ближе к центру сотового элемента 4 стенках 8. Помимо показанного на чертеже варианта, в котором сотовый элемент 4 формируется в вертикальном направлении постепенным наращиванием поперечных дисковидных слоев, при наличии соответствующих условий отверждения его можно также формировать в горизонтальном положении, например, с помощью соответствующей формы для изготовления сотового элемента. Подобная технология изготовления наиболее целесообразна в том случае, когда в материал сотового элемента 4 необходимо закладывать и заделывать длинные элементы.
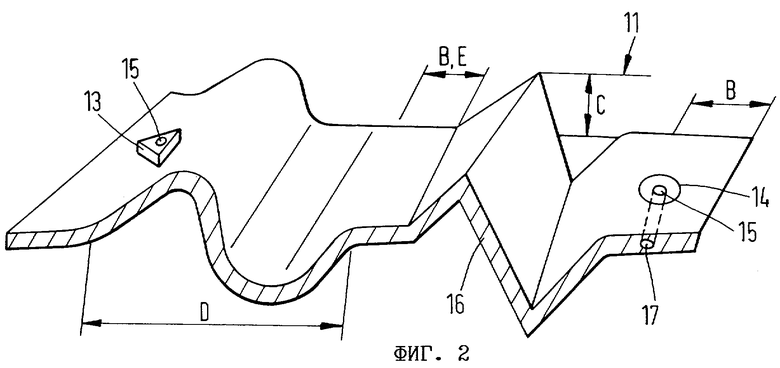
На фиг.2 показана структурированная или профилированная стенка 11, ограничивающая каналы. Эта стенка наряду с прямыми, гладкими участками В имеет волнистые участки 12, высоту С, соответственно длину D которых можно варьировать произвольно, задавая эти параметры и изготавливая стенку в соответствии с конкретными требованиями. Кроме того, шаг между волнистыми участками, обозначенный на фиг.2 буквой Е, выбирается индивидуально в зависимости от конкретной цели применения сотового элемента без учета особенностей технологического инструмента. У ограничивающей каналы стенки 11, которая показана в поперечном сечении, подобные структуры могут представлять собой продольные или поперечные профильные структуры относительно направления основного потока проходящей через сотовый элемент текучей среды, а также могут представлять собой смешанные профильные структуры, образованные сочетанием поперечных и продольных профильных структур. Ограничивающая каналы стенка наряду с собственной профильной структурой имеет также еще одну профильную структуру, служащую для создания турбулентности в потоке, в виде первого 13 и второго возвышений 14. Форму этой второй профильной структуры можно задавать произвольно в зависимости от конкретной цели применения сотового элемента. При этом внутри первого и/или второго возвышения 13, 14 может располагаться датчик 15, который тем самым выступает в поток текучей среды. Если расположенный в первом возвышении 13 датчик 15 непосредственно контактирует с потоком текучей среды, то датчик 15 во втором возвышении 14 полностью окружен образующим это возвышение 14 материалом и тем самым экранирован от потока текучей среды. Кроме того, следует отметить, что в первый материал 16 ограничивающей каналы стенки 11 непосредственно заделан второй материал 17, который является электропроводным и который обеспечивает передачу сигналов от датчика 15 через сотовый элемент 4.
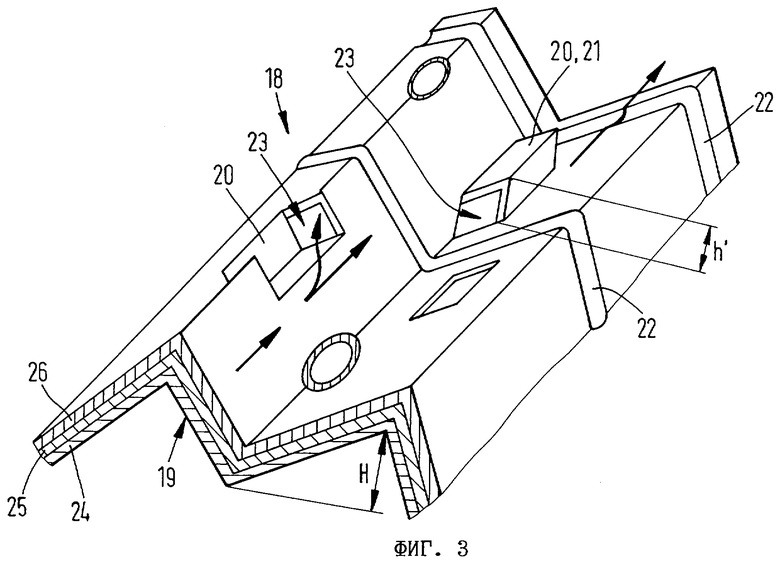
На фиг.3 показан второй вариант выполнения ограничивающей каналы стенки 18, которая также выполнена профилированной или структурированной. Слои этой второй ограничивающей каналы стенки 18, которая имеет первую профильную структуру 19 в виде зубчатого профиля незамкнутой треугольной формы, выполнены не сплошными и имеют разрывы. Технология обработки пластически деформируемой и затем отверждаемой массы позволяет дополнительно предусмотреть в первой профильной структуре 19 вторую профильную структуру 20 в виде микропрофильной структуры. Эта вторая профильная структура 20 выполнена в первой профильной структуре 19, например, в виде вдавленных или выдавленных участков, в виде продольной профильной структуры 21, а также в виде поперечной профильной структуры 22, при этом продольная профильная структура 21 имеет отверстие 23, образующее проход из одного канала в соседний с ним канал. Благодаря слоистой структуре второй ограничивающей каналы стенки 18 также создается возможность произвольно задавать в соответствии с конкретными требованиями первую высоту Н незамкнутого треугольного профиля, а также вторую высоту h второй профильной структуры 20. То же самое относится и к конкретной толщине ограничивающей каналы стенки 18, которая в рассматриваемом варианте состоит из первого слоя 24, второго слоя 25 и третьего слоя 26. Первый слой 24 и третий слой 26 выполнены при этом из первого материала, а второй слой 25, расположенный между двумя указанными слоями, выполнен из второго материала, который является электропроводным. В результате создается возможность полностью нагревать ограничивающую каналы стенку 18, а тем самым и протекающую вдоль этой стенки текучую среду, условно обозначенную стрелками.
Очевидно, что при выполнении отверстий и формировании иных прерванных в направлении слоистой структуры профильных структур следует учитывать необходимость использовать подложку при формировании слоя. Поэтому в месте расположения будущих отверстий следует использовать вспомогательные профильные элементы (например из материала, который впоследствии выгорает или выплавляется) либо края отверстий следует выполнять скошенными, чтобы обеспечить возможность послойного формирования стенки с помощью выступающих сбоку слоев.
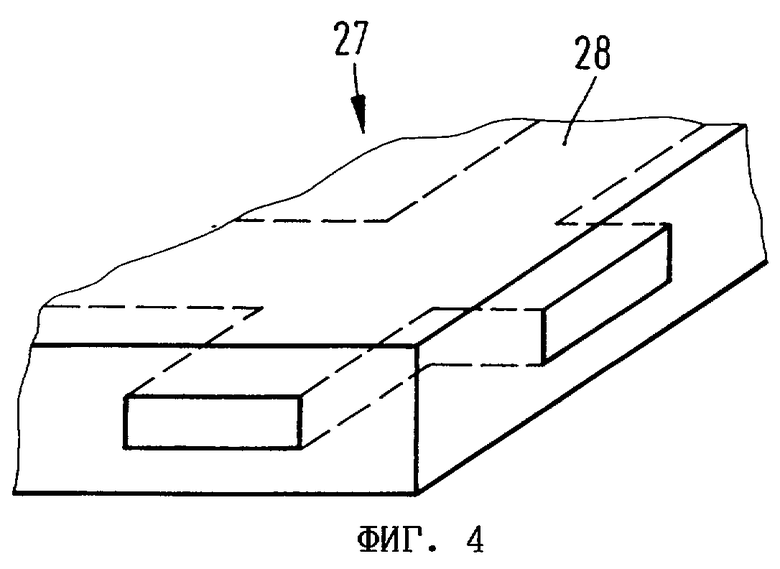
Поскольку первый и второй материал принимают окончательную форму лишь после отверждения, существует возможность произвольно задавать геометрию профильных структур и формировать их. При этом в качестве первого, соответственно второго материалов можно использовать керамические, а также металлические исходные материалы, которые допускают также возможность их соединения между собой. В качестве примера керамического исходного материала можно назвать оксидную керамику, а также металлокерамику, тогда как примерами металлических исходных материалов служат металлические порошки, оксиды металлов или растворы металлов, при этом такие материалы отчасти уже хорошо известны по их применению для изготовления сотовых элементов спеканием. Однако согласно изобретению предусмотрена возможность соединения таких материалов между собой за счет их совместно нанесения отдельными слоями либо смешения друг с другом. Первый из указанных вариантов проиллюстрирован также на примере фиг.4.
На фиг.4 показан третий вариант выполнения ограничивающей каналы стенки 27 с заделанным в ее материал третьим элементом 28. При этом для заделки этого третьего элемента 28 в материал ограничивающей каналы стенки 27 сначала наносили слоями и отверждали первый материал. По достижении определенной толщины слоев последующие слои формировали совместно с нанесением второго материала. Затем по достижении вторым материалом необходимой толщины, которую должна иметь образованная таким материалом вставка, последующие слои вновь формировали только из первого материала. Такая технология позволяет полностью заключить второй материал в первый материал и тем самым заделать и закрепить в последнем. В данном случае второй материал имеет крестовидную форму, которая может быть необходима, например, для получения токораспределителя внутри сотового элемента. Соответствующее распределение второго материала при изготовлении сотового элемента в процессе наращивания его слоев позволяет получать, например, токопроводящие дорожки или иные аналогичные элементы самых разнообразных конфигураций и формы. В подобном послойно изготавливаемом сотовом элементе можно также создавать полости или пустоты, при этом предлагаемая технология позволяет также формировать в сотовом элементе мельчайшие каналы размером от 15 до 50 мкм, образующие сотовую структуру такого элемента. Предлагаемый способ позволяет, в частности, получать отдельные слои толщиной примерно от 1,5-4 мкм до более 100 мкм. Сказанное в свою очередь означает, что существует возможность предварительно рассчитывать и затем воплощать в материале свойства поверхности сотового элемента, а также профильных структур, образующих собственно каналы, даже на локальных точно ограниченных участках. Помимо этого подобная технология позволяет также наносить необходимые материалы предварительно задаваемой толщины точно на расчетный участок.
Способ изготовления, а также тип самого сотового элемента позволяют заделывать в материал сотовых элементов, прежде всего полностью изготавливаемых из керамики, вставки, а также выполнять влияющие на характер потока профильные структуры любых типов. Подобный сотовый элемент может использоваться, например, в выпускных трубопроводах ОГ, например в качестве адсорбера или каталитического нейтрализатора, предпочтительно в системах выпуска ОГ двигателей внутреннего сгорания транспортных средств.
В группе изобретений раскрыты способ изготовления сотового элемента и сотовый элемент с каналами, при этом стенки такого сотового элемента выполнены из керамики. Подобные сотовые элементы изготавливают из пластически деформируемого и затем отверждаемого первого материала, при этом первый материал наносят слоями в заданном режиме и отверждают. Наряду с первым материалом по меньшей мере один второй материал, который является, например, электропроводным в отличие от неэлектропроводного первого материала, образует в сотовом элементе один заданный слой. Способ изготовления сотового элемента с каналами, который изготавливают послойно. При этом циклически повторяют в указанной последовательности операцию формирования задаваемого слоя из первого пластически деформируемого и затем отверждаемого материала. Затем осуществляют операцию отверждения этого слоя с образованием в результате стенок, которые образуют проточные для текучей среды каналы. Стенку выполняют по меньшей мере с одной профильной структурой для влияния на поток текучей среды. Сотовый элемент с проточными для текучей среды каналами изготовлен из пластически деформируемого и затем отверждаемого первого материала. Первый материал нанесен послойно в предварительно заданном режиме и отвержден. Наряду с первым материалом по меньшей мере один второй материал образует по сечению сотового элемента один слой. Первый материал имеет отличные от второго материала свойства. Технический результат - расширение области и возможности применения сотового элемента, стенки которого выполнены из керамики. 3 н. и 6 з.п. ф-лы, 4 ил.
| US 5482659 А, 09.01.1996 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ выделения фермента целлюлозы из содержащего его раствора | 1975 |
|
SU590957A1 |
| US 4293513 А, 06.10.1981 | |||
| 0 |
|
SU315047A1 | |
| US 5514347 А, 07.05.1996 | |||
| DE 4213261 А, 28.10.1993 | |||
| US 5585073 А, 17.12.1996 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Способ изготовления пористых изделий | 1974 |
|
SU465408A1 |

