Настоящее изобретение относится к сотовому элементу, образованному из попеременно чередующихся преимущественно гладких и по меньшей мере частично профилированных слоев. При этом профильная структура профилированных слоев обычно представляет собой гофрированную или волнистую профильную структуру, которая дополнительно имеет также профильные субструктуры в виде вывернутых ("наизнанку") профильных элементов.
В связи с постоянным ужесточением во многих странах законодательно устанавливаемых норм на предельно допустимые показатели токсичности отработавших газов (ОГ) именно в автомобилестроении широкое применение нашли каталитические нейтрализаторы для превращения вредных компонентов выбрасываемых в атмосферу ОГ в безвредные вещества. Обычно в каталитических нейтрализаторах в качестве их носителей или же в системах выпуска ОГ в качестве фильтров применяются сотовые элементы, поскольку они обеспечивают большую по площади реакционную, соответственно фильтрующую поверхность из расчета на единицу их объема.
Подобные сотовые элементы изготавливают в основном из керамического материала либо в виде металлических сотовых элементов, образованных несколькими слоями. Металлические сотовые элементы подразделяют главным образом на два конструктивных типа. Металлические сотовые элементы одного конструктивного типа, которые были разработаны первыми и типичные примеры которых представлены в DE 2902779 А1, имеют спиральную конструкцию, для получения которой один преимущественно гладкий и один гофрированный металлические листы накладывают один на другой и затем свертывают в рулон со спиральной навивкой, т.е. в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Металлические сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередующихся гладких и гофрированных или по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают или свертывают в рулон. При этом концы всех металлических листов оказываются обращены наружу и могут быть соединены с корпусом или трубчатым кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры металлических сотовых элементов этого конструктивного типа представлены в ЕР 0245737 В1 или WO 90/03220. Помимо этого уже достаточно давно известно снабжение металлических листов дополнительными профильными структурами для воздействия на поток ОГ и/или обеспечения перемешивания между собой частичных потоков ОГ, движущихся в отдельных проточных каналах сотового элемента, в его поперечном направлении. Типичные примеры металлических сотовых элементов подобного исполнения представлены в WO 91/01178, WO 91/01807 и WO 90/08249. Существуют далее сотовые элементы конической формы, в некоторых случаях также снабженные дополнительными профильными структурами для воздействия на поток ОГ. Подобный сотовый элемент описан, например, в WO 97/49905. Кроме того, известно также выполнение в сотовом элементе гнезда под размещаемый в нем датчик, прежде всего кислородный датчик (лямбда-зонд). Пример сотового элемента с подобным гнездом под датчик представлен в DE 8816154 U1. Сотовые элементы находят также применение в качестве адсорберов, в которых по меньшей мере временно могут накапливаться (аккумулироваться) вредные вещества, такие, например, как оксиды азота, а также в качестве фильтров, прежде всего предназначенных для улавливания твердых частиц фильтров открытого (безнапорного) или закрытого типа.
В отношении прежде всего металлических сотовых элементов было установлено, что они при их применении в автомобильной системе выпуска ОГ деформируются с течением времени под действием термических знакопеременных нагрузок. Так, в частности, известно телескопирование сотового элемента, т.е. частичное выдвижение части сотового элемента со стороны его торца под действием проходящих через него пульсирующих потоков газа, или же приобретение сотовым элементом бочкообразной формы, т.е. уменьшение диаметра сотового элемента со стороны входа в него и/или выхода из него газа. Деформации подобного и иного рода приводят к смещению или связаны с возможностью смещения соседних стенок полостей в направлении потока, например, из-за отсутствия или дефекта соединения с соседними стенками полостей, выполняемого предпочтительно термическими методами получения неразъемных соединений, такими, например, как пайка или сварка.
В этом отношении из публикации ЕР 0298943 А2 известен носитель каталитического нейтрализатора, механически скрепленный не пайкой, а за счет взаимодействия ребер и отверстий под них в соответствующих соседних слоях. Из DE 2733640 А1 известна возможность фиксации слоев друг относительно друга с помощью язычков и соответствующих отверстий в соседних слоях.
Проблема с фиксацией в сотовом элементе соседних слоев возникает в том случае, когда, например, внутри сотового элемента в профилированных слоях имеются вывернутые профильные элементы, которые предназначены для воздействия на поток газа, а также, в частности, для соединения соседних в окружном направлении полостей и которые известны из представленного выше уровня техники.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать металлический сотовый элемент, который имел бы средства для воздействия на поток газа и в котором соседние слои были бы эффективно защищены от перемещения или смещения друг относительно друга в направлении потока текучей среды.
Указанная задача решается с помощью сотового элемента, отличительные признаки которого представлены в п.1 формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения.
Предлагаемый в изобретении сотовый элемент образован из попеременно чередующихся преимущественно гладких и по меньшей мере частично профилированных слоев и предназначен для применения прежде всего в качестве носителя каталитического нейтрализатора и/или фильтра, предпочтительно в автомобильной системе выпуска ОГ. Указанные слои образуют проточные для текучей среды в основном в осевом направлении потока полости, при этом профилированные слои имеют экстремумы своих профильных структур, контактирующие с соседними преимущественно гладкими слоями, и расположенные в зоне этих экстремумов профильных структур вывернутые профильные элементы, которые выступают в указанные полости и которые имеют в поперечном сечении сотового элемента плоскостью, перпендикулярной направлению потока, примерно инверсную по отношению к экстремумам профильных структур профилированных слоев форму с образованием в результате в зоне расположения вывернутых профильных элементов разрывов в экстремумах профильных структур профилированных слоев. Согласно изобретению в зоне расположения вывернутых профильных элементов и/или экстремумов профильных структур профилированных слоев преимущественно гладкие слои имеют выполненные в них сопряженные структуры, зацепляющиеся с экстремумами профильных структур профилированных слоев и/или с вывернутыми профильными элементами.
Наиболее предпочтительно, чтобы экстремумы профильных структур профилированных слоев и/или вывернутые профильные элементы взаимодействовали с сопряженными структурами с геометрическим замыканием, благодаря которому прежде всего предотвращается смещение слоев друг относительно друга в направлении потока.
В данном контексте под вывернутым ("наизнанку") профильным элементом подразумевается профильная структура, полученная деформированием профилированного слоя. Подобный вывернутый профильный элемент образует проточное отверстие, через которое одна полость сообщается с соседней с ней полостью. Тем самым через такое отверстие проходящая через сотовый элемент текучая среда, например, ОГ, может попадать из одной полости в другую, соседнюю с ней полость. Подобное отверстие предпочтительно должно быть ориентировано в направлении потока. Вывернутые профильные элементы благодаря своим дополнительным входным кромкам эффективно обеспечивают завихрение потока, противодействующее образованию ламинарных краевых течений. Поэтому целесообразно, чтобы соединение с сопряженными структурами с геометрическим замыканием не перекрывало вновь все образованное таким путем отверстие, а перекрывало лишь очень небольшую часть его проходного сечения. В оптимальном варианте соединение с геометрическим замыканием может иметь размеры одного с толщиной слоев порядка величин.
Вывернутые профильные элементы наиболее предпочтительно располагать симметрично относительно профильных структур, т.е. симметрично относительно минимумов или максимумов профильных структур профилированных слоев. Под профильными структурами прежде всего подразумевается, например, обычная для металлических сотовых элементов гофрированная или волнистая профильная структура, например, с синусоидальным или треугольным профилем. Под в основном сплошными или непрерывными профильными структурами подразумеваются прежде всего профильные структуры, которые за исключением вывернутых профильных элементов проходят по всей длине сотового элемента в направлении потока. Сопряженные структуры при их нахождении в зацеплении с вывернутым профильным элементом предпочтительно должны перекрывать минимально возможную часть проходного сечения. Выполнение вывернутых профильных элементов в зоне расположения экстремумов профильных структур профилированных слоев может также означать, например, что вывернутый профильный элемент образован только частью профильной структуры, т.е., в частности, что только меньшая часть образующего профильную структуру материала стенок подвергнута выворачиванию с сохранением в результате основной формы профильной структуры в зоне вывернутого профильного элемента.
При изготовлении сотового элемента преимущественно гладкие слои, прежде всего металлические листы или образованные волокнами слои, снабженные сопряженными структурами, которые в готовом сотовом элементе должны располагаться примерно поперечно направлению прохождения через него потока, требуется свертывать в рулон именно в таком направлении, в котором сопряженные структуры значительно затрудняли бы или даже полностью препятствовали бы подобному свертыванию слоев в рулон, поскольку они повышают их жесткость. Поэтому сопряженные структуры должны быть выполнены в преимущественно гладких слоях таким образом, чтобы гибкость этих слоев оставалась достаточно высокой для их свертывания в рулон, даже с малыми радиусами изгиба гибкостью. Добиться соблюдения этого условия можно различными путями и, прежде всего, как очевидно, за счет выполнения сопряженных структур не в виде возвышений или впадин, а за счет наличия отверстий и/или разрывов в сопряженных структурах. Таким образом, по меньшей мере часть сопряженных структур может быть выполнена в преимущественно гладких слоях в виде отверстий, в которые входят, прежде всего в основном с геометрическим замыканием, экстремумы профильных структур по меньшей мере частично профилированных слоев и/или вывернутые профильные элементы. В принципе, однако, сопряженные структуры можно выполнять и в виде возвышений и/или впадин при условии, что они за счет соответствующего выбора их размеров и/или наличия разрывов обладают достаточной гибкостью. Сплошные возвышения и/или впадины можно снабжать разрывами, например, отверстиями или разгрузочными прорезями, и таким путем изменять их с тем, чтобы преимущественно гладкий слой несмотря на наличие у него сопряженных структур обладал все еще достаточной гибкостью для его свертывания в рулон.
Благодаря описанному выше выполнению вывернутого профильного элемента и сопряженной структуры в предлагаемом в изобретении сотовом элементе исключается возможность относительного перемещения в направлении потока двух ограничивающих полости стенок, соседних друг с другом в направлении, в основном перпендикулярном направлению потока, поскольку сотовый элемент может перемещаться только целиком. Подобное относительное перемещение слоев, образующих предлагаемый в изобретении сотовый элемент, возможно только в том случае, когда произошло по меньшей мере частичное разрушение полученных термическим методом, например, пайкой или сваркой, соединений, скрепляющих между собой слои. Однако даже при разрушении подобных неразъемных соединений сопряженные структуры, зацепляющиеся с вывернутым профильным элементом, препятствуют смещению друг относительно друга двух ограничивающих полости стенок, соседних друг с другом в направлении, в основном перпендикулярном направлению потока.
Слои, образующие предлагаемый в изобретении сотовый элемент, могут быть выполнены из материалов самых различных типов. Так, например, по меньшей мере часть слоев можно согласно изобретению выполнять из металлических листов, предпочтительно из коррозионно-стойких и жаропрочных стальных листов или же из алюминиевых листов. Помимо этого по меньшей мере часть слоев можно согласно изобретению выполнять из по меньшей мере частично проточного для текучей среды материала, например, материала на основе металлических волокон. По меньшей мере часть слоев можно согласно изобретению выполнять также из композиционного материала, например, из по меньшей мере частично проточного для текучей среды материала на основе керамических и металлических волокон. В этом случае слой из керамических волокон можно усилить неразъемно соединенными с ним металлическими полосками.
Предлагаемый в изобретении сотовый элемент предпочтительно использовать в качестве носителя каталитического нейтрализатора и/или фильтра в автомобильной системе выпуска ОГ. Наиболее предпочтительно использовать предлагаемый в изобретении сотовый элемент в качестве фильтра для улавливания твердых частиц. Подобный фильтр для улавливания твердых частиц может быть открытого или же закрытого типа. В фильтрах открытого типа твердые частицы, размеры которых значительно превышают размеры пор используемых фильтрующих материалов, могут свободно проходить насквозь через фильтр, возможность забивания которого благодаря этому исключается, тогда как через фильтр закрытого типа насквозь не могут проходить никакие твердые частицы. Помимо этого предлагаемый в изобретении сотовый элемент можно размещать вблизи двигателя, прежде всего перед турбонагнетателем. Предлагаемый в изобретении сотовый элемент можно использовать и в качестве адсорбера одного или нескольких компонентов ОГ, например, адсорбера оксидов азота (NOx). Кроме того, предлагаемый в изобретении сотовый элемент может, в частности, иметь и любую известную из описанного выше уровня техники принципиальную конструкцию, т.е., например, конструкцию со спиральной сверткой слоев, с S-образной скруткой слоев или со сверткой слоев по эвольвенте, а также может иметь любое известное из рассмотренного выше уровня техники исполнение, модификацию и/или назначение.
В одном из предпочтительных вариантов выполнения предлагаемого в изобретении сотового элемента он состоит из
а) по меньшей мере одного преимущественно гладкого и по меньшей мере одного по меньшей мере частично профилированного слоя или
б) по меньшей мере одного по меньшей мере частично профилированного слоя,
при этом вывернутыми профильными элементами и/или сопряженными структурами снабжен преимущественно гладкий слой и/или по меньшей мере частично профилированный слой. В этом отношении сотовый элемент наиболее предпочтительно изготавливать путем
а) свертывания в рулон по меньшей мере одного слоя или
б) набора множества слоев в по меньшей мере один пакет и его последующего скручивания в рулон.
Предлагаемый в изобретении сотовый элемент предпочтительно изготавливать из преимущественно гладких и/или по меньшей мере частично профилированных металлических листов. Однако в другом предпочтительном варианте предлагаемый в изобретении сотовый можно также изготавливать не полностью из металлических листов, а по меньшей мере частично из других слоев, прежде всего металлических слоев. При этом речь может идти, например, о слоях из по меньшей мере частично проточного для текучей среды материала, например, из матов из металлических волокон, которые (маты) могут использоваться для изготовлении фильтра для улавливания твердых частиц, а также из композиционных материалов, которые могут состоять, например, из керамических и металлических волокон и при необходимости из отрезков металлического листа. В некоторых случаях с учетом особенностей последующего применения сотового элемента предпочтительно также использовать перфорированные металлические листы.
При изготовлении сотового элемента по меньшей мере частично из металлических листов их можно свертывать в рулон, соответственно скручивать, например, со спиральной сверткой, с S-образной скруткой или со сверткой по эвольвенте, при этом более подробно изготовление подобных сотовых элементов описано в указанном выше уровне техники. Вместе с тем предлагаемый в изобретении сотовый элемент может иметь и любое иное исполнение.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента, в котором вывернутые профильные элементы выполнены в по меньшей мере частично профилированных слоях, профильные структуры которых характеризуются их высотой Н, высота h вывернутых профильных элементов меньше высоты Н профильных структур по меньшей мере частично профилированных слоев или равна ей.
В другом предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента, в котором вывернутые профильные элементы выполнены в по меньшей мере частично профилированных слоях, профильные структуры которых характеризуются их высотой Н, высота h вывернутых профильных элементов больше высоты Н профильных структур по меньшей мере частично профилированных слоев.
В зависимости от высоты h вывернутых профильных элементов сопряженные структуры можно выполнять согласованного с ними типа. Так, например, сопряженная структура в том случае, когда высота h вывернутых профильных элементов больше высоты Н профильных структур профилированных слоев, может просто представлять собой прорезь в соседнем, например, преимущественно гладком, слое. Протяженность такой прорези в направлении потока предпочтительно согласовывать с соответствующей протяженностью вывернутого профильного элемента для обеспечения между ними соединения с геометрическим замыканием. В другом возможном варианте сопряженная структура может быть также образована соответствующим вывернутым профильным элементом, соответственно выемкой, образующейся в профильной структуре профилированного листа в результате выполнения вывернутого профильного элемента. В этом случае при соответствующей протяженности вывернутых профильных элементов в направлении потока также можно обеспечить геометрическое замыкание вывернутого профильного элемента и сопряженной структуры между двумя соседними стенками полостей.
В том же случае, когда высота h вывернутых профильных элементов меньше высоты Н профильных структур по меньшей мере частично профилированных слоев, сопряженную структуру можно выполнять в виде проходящей в основном поперечно направлению потока микропрофильной структуры, например, в виде возвышения или впадины с трапециевидным профилем. При этом по меньшей мере одну микропрофильную структуру можно выполнить соответственно положению первой границы и/или второй границы вывернутого профильного элемента в направлении потока. Так, например, можно выполнить две сопряженные структуры, которые совместно зацепляются с одним вывернутым профильным элементом и расстояние между которыми в направлении потока можно выбрать в основном равным протяженности вывернутого профильного элемента в этом же направлении потока.
Согласно изобретению не каждый вывернутый профильный элемент обязательно должен зацепляться с сопряженной структурой, а в зависимости от назначения сотового элемента может оказаться предпочтительным обеспечивать зацепление с сопряженными структурами лишь части вывернутых профильных элементов, например, только каждого десятого, двадцатого или же каждого второго, четвертого и т.д. При этом выражение "каждый десятый, двадцатый" и т.д. означает, что с сопряженными структурами зацепляется десятая, двадцатая и т.д. часть вывернутых профильных элементов.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента сопряженная структура имеет высоту а, которая меньше, предпочтительно существенно меньше, высоты h вывернутых профильных элементов.
Так, в частности, сопряженную структуру и вывернутый профильный элемент можно зацеплять друг с другом или даже обеспечивать геометрическое замыкание между ними без значительной потери давления потока, проходящего через канал.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента каждый вывернутый профильный элемент зацепляется с сопряженной структурой.
Помимо этого согласно изобретению для каждого вывернутого профильного элемента можно также предусматривать сопряженную структуру, что может оказаться предпочтительным в зависимости от назначения сотового элемента.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть сопряженных структур состоит из вывернутых профильных элементов.
Выполнение сопряженных структур в виде вывернутых профильных элементов позволяет простым путем изготавливать сотовый элемент, например, из слоев только одного типа, имеющих вывернутые профильные элементы. При соответствующем выполнении вывернутых профильных элементов можно, например, отказаться от применения преимущественно гладких слоев. Помимо этого согласно изобретению и у преимущественно гладких слоев также можно предусмотреть вывернутые профильные элементы, которые можно зацеплять с вывернутыми профильными элементами, предусмотренными у по меньшей мере частично профилированных металлических листов. Согласно изобретению можно, кроме того, изготавливать сотовый элемент, у которого только часть сопряженных структур представляет собой вывернутые профильные элементы, а другая часть сопряженных структур представляет собой сопряженные структуры иного типа. Преимущество, связанное с выполнением сопряженных структур разных типов, состоит, например, в возможности эффективно влиять на соотношение давлений внутри сотового элемента. Выполнение сопряженных структур разных типов согласно изобретению позволяет далее распределять проходящий через сотовый элемент поток в различные зоны сотового элемента.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть сопряженных структур состоит из рельефно выдавленных элементов.
Сопряженные структуры, выполненные в виде рельефно выдавленных элементов, имеют особо простую форму. Подобными рельефно выдавленными элементами можно снабжать, например, преимущественно гладкие слои и/или по меньшей мере частично профилированные слои.
В этом отношении рельефно выдавленные элементы наиболее предпочтительно выполнять в виде микропрофильных структур, расположенных в основном поперечно осевому направлению потока, проходящего через сотовый элемент.
Под микропрофильной структурой в данном контексте подразумевается профильная структура, которая при изготовлении сотового элемента по меньшей мере частично из по меньшей мере частично профилированных слоев имеет меньшую высоту, чем профильная структура по меньшей мере частично профилированных слоев. Микропрофильной структурой можно снабжать преимущественно гладкие слои, а также в качестве вторичной профильной структуры - по меньшей мере частично профилированные слои.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть сопряженных структур состоит из по меньшей мере двух отстоящих друг от друга в направлении потока рельефно выдавленных элементов.
Преимущество, связанное с наличием двух или более отстоящих друг от друга в осевом направлении рельефно выдавленных элементов, состоит в обеспечении ими геометрического замыкания между вывернутым профильным элементом и сопряженной структурой без значительной потери давления, обусловленной взаимодействием вывернутого профильного элемента и сопряженной структуры. Так, в частности, преимущество, связанное с наличием двух рельефно выдавленных элементов, расстояние между которыми в направлении потока предпочтительно равно протяженности вывернутого профильного элемента в этом же направлении потока, состоит в эффективном предотвращении ими относительного смещения слоев сотового элемента в направлении потока, т.е. прежде всего в предотвращении телескопирования сотового элемента и тем самым в повышении срока его службы.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента рельефно выдавленные элементы имеют перфорации, предпочтительно микроперфорации. Отличительная особенность микроперфораций состоит в том, что их размеры гораздо меньше размеров профильных структур по меньшей мере частично профилированных слоев. При использовании металлических слоев, прежде всего металлических листов, выполнение перфораций в рельефно выдавленных элементах повышает деформируемость слоя и прежде всего его гибкость, от которой зависит легкость его свертывания в рулон. Перфорации нарушают непрерывность рельефно выдавленных элементов, соответственно ограничивают их протяженность.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть сопряженных структур выполнена в виде отверстий.
При соответствующем выполнении вывернутых профильных элементов подобные сопряженные структуры могут эффективно зацепляться с ними и, в частности, даже с геометрическим замыканием. Отверстия в качестве сопряженных структур просты в выполнении. В предпочтительном варианте размеры таких отверстий в направлении потока соответствуют размерам вывернутых профильных элементов в том же направлении потока.
Форма и исполнение сопряженных структур не ограничены рассмотренными в настоящем описании примерами. Так, в частности, в одном единственном сотовом элементе или же у одного единственного слоя можно также предусматривать сопряженные структуры разной формы и разного исполнения.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть сопряженных структур выполнена в преимущественно гладком слое.
Этот вариант позволяет, например, предотвратить относительное перемещение в направлении потока слоев в сотовом элементе, образованном из по меньшей мере одного по меньшей мере частично профилированного и по меньшей мере одного преимущественно гладкого слоев.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть сопряженных структур выполнена в по меньшей мере частично профилированном слое.
Этот вариант позволяет реализовать изобретение, например, применительно к сотовым элементам, изготавливаемым только из по меньшей мере частично профилированных слоев, прежде всего металлических слоев, в частности металлических листов.
Однако согласно изобретению сопряженными структурами равным образом можно снабжать и преимущественно гладкие, и по меньшей мере частично профилированные слои.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента отношение
а) суммы высоты h вывернутого профильного элемента и высоты а сопряженной структуры к
б) радиальному расстоянию КН между двумя стенками полостей меньше 1.
Сказанное означает, что имеет место следующая зависимость:
(h+a)/KH<1.
Преимущество, связанное с подобным выполнением вывернутых профильных элементов и сопряженных структур, состоит в обеспечении высокой долговечности сотового элемента даже при его работе в способствующих интенсивному износу условиях, в которых он подвергается, например, воздействию высоких нагрузок, обусловленных высокоинтенсивной пульсацией газовых потоков и значительными термическими градиентами и интенсивными переходными процессами, например, при его использовании в качестве носителя каталитического нейтрализатора в автомобильной системе выпуска ОГ. Предлагаемое же в изобретении решение позволяет эффективно предотвратить относительные перемещения слоев в сотовом элементе в направлении потока.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть слоев представляет собой металлические слои. В этом варианте предпочтительно, чтобы по меньшей мере часть таких металлических слоев представляла собой металлические листы. Толщина этих металлических листов предпочтительно должна составлять менее 60 мкм, более предпочтительно менее 40 мкм, наиболее предпочтительно менее 25 мкм.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть металлических слоев является по меньшей мере частично проточной для текучей среды. В этом варианте по меньшей мере часть по меньшей мере частично проточных для текучей среды металлических слоев предпочтительно выполнять из материала на основе металлических волокон, прежде всего из спеченного материала на основе металлических волокон.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть слоев выполнена из композиционного материала, предпочтительно композиционного материала из керамических и металлических волокон.
Ниже изобретение более подробно рассмотрено на примере некоторых, не ограничивающих его объем вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - по меньшей мере частично профилированный слой с вывернутыми профильными элементами,
на фиг.2 - схематичный вид в аксонометрии фрагмента сотового элемента,
на фиг.3 - схематичный вид фрагмента изображенного на фиг.2 сотового элемента в разрезе плоскостью III,
на фиг.4 - пример соединения с геометрическим замыканием, образованным сопряженными структурами в виде отверстий в преимущественно гладком слое,
на фиг.5 - другой пример соединения с геометрическим замыканием между гладкими слоями и гофрированными или волнистыми слоями с вывернутыми профильными элементами,
на фиг.6 - еще один пример по меньшей мере частично профилированного слоя с вывернутыми профильными элементами и соответствующих преимущественно гладких слоев с сопряженными структурами,
на фиг.7 - предлагаемый в изобретении сотовый элемент в поперечном разрезе,
на фиг.8 - еще один пример схематично изображенных в поперечном разрезе по меньшей мере частично профилированного слоя и преимущественно гладкого слоя с вывернутыми профильными элементами и сопряженными структурами и
на фиг.9 - следующий пример схематично изображенных в поперечном разрезе преимущественно гладкого слоя и по меньшей мере частично профилированного слоя с вывернутыми профильными элементами и сопряженными структурами.
На фиг.1 показан по меньшей мере частично профилированный слой 1, например, из тонкой металлической фольги, прежде всего тонкой коррозионно-стойкой стальной фольги, с вывернутыми ("наизнанку") профильными элементами 2. В рассматриваемом примере этот по меньшей мере частично профилированный слой 1 имеет профильные структуры 3 треугольной в сечении формы (все рассмотренные в настоящем описании варианты осуществления изобретения равным образом относятся и к волнистым профилям не только треугольной, но и любой иной в сечении формы, которые, однако, невозможно столь же наглядно изобразить на чертежах), которые за исключением участков с вывернутыми профильными элементами 2 проходят по всей длине слоя 1.
Каждая из этих профильных структур 3 имеет по максимуму (вершине) 4 и минимуму (впадине) 5 (которые обобщенно называются ниже экстремумами профильной структуры) и совместно с другими слоями образуют проточные для текучей среды, например, для ОГ, полости. Вывернутые профильные элементы 2 выполнены в зоне каждого из минимумов 5 и/или максимумов 4 профильных структур и имеют высоту h. В зоне экстремумов 4, 5 профильных структур слой 1 согнут в виде складок, обращенных своими вершинами в одном - первом - направлении. Каждый вывернутый профильный элемент 2 образован путем деформирования материала слоя 1 и изогнут или согнут в виде складки, обращенной своей вершиной во втором, противоположном первому направлении, т.е. имеет примерно обратную (инверсную) или зеркальную форму по отношению к основной профильной структуре. Через изготовленный по меньшей мере частично из подобных слоев 1 сотовый элемент поток текучей среды, прежде всего поток ОГ, может проходить в основном в направлении 19.
На фиг.2 схематично в аксонометрии показано геометрическое замыкание в соединении профилированного слоя 1 и преимущественно гладкого слоя 10 с сопряженной структурой 11. На фиг.3 эти же профилированный и преимущественно гладкий слои показаны в разрезе плоскостью III по фиг.2. Профильная структура 3 профилированного слоя 1 имеет максимумы 4 и минимумы 5. Помимо этого профилированный слой имеет вывернутый профильный элемент 2. Такой вывернутый профильный элемент 2 образован путем деформирования материала слоя 1. Профильная структура 3 как таковая (т.е. без вывернутого профильного элемента) имеет складку или изгиб с обращенной в первом направлении вершиной. В случае волнистой профильной структуры треугольного профиля, как в рассматриваемом примере, сказанное означает, что профильная структура 3 образована первой 6 и второй 7 боковыми гранями, которые в поперечном разрезе имеют форму двух прямых отрезков. В данном случае первая боковая грань 6 имеет первый наклон, а вторая боковая грань 7 имеет второй наклон, угол которого имеет противоположный знак. Вывернутый профильный элемент 2 в рассматриваемом примере также образован двумя - первой 8 и второй 9 - боковыми гранями. При выполнении вывернутого профильного элемента 2 его первая боковая грань 8 выступает из первой боковой грани 6 основной профильной структуры, а вторая боковая грань 9 выступает из ее второй боковой грани 7. В поперечном разрезе первая 8 и вторая 9 боковые грани вывернутого профильного элемента имеют вид двух прямых отрезков с противоположными по знаку углами наклона. В соответствии с этим складка вывернутого профильного элемента 2 обращена своей вершиной в основном в направлении, противоположном направлению, в котором своей вершиной обращена складка в месте расположения соответствующего экстремума 4, 5 профильной структуры, т.е. профильные структуры 3 и вывернутые профильные элементы 2 по своей форме являются примерно зеркальным отображением друг друга.
На фиг.2 и 3 показаны далее два соседних преимущественно гладких металлических слоя 10, которые в этом примере имеют выполненные в виде микропрофильных структур сопряженные структуры 11. Каждая такая сопряженная структура 11 представляет собой рельефно выдавленный элемент примерно трапециевидного профиля, выполненный на участке, смежном с вывернутым профильным элементом 2. Эта сопряженная структура 11 входит в вывернутый профильный элемент 2. В предпочтительном варианте сопряженная структура 11 должна иметь такую форму, при которой в соединении между ней и вывернутым профильным элементом 2 обеспечивается геометрическое замыкание. Для повышения гибкости слоя 10, который из-за наличия сопряженной структуры 11 обладает исключительно высокой жесткостью, предусмотрены разгрузочные прорези 22, которые предпочтительно выполнять с закругленными концами во избежание концентрации напряжений вблизи них и во избежание дальнейшего разрыва материала слоя, начиная от них. Зацепление, соответственно геометрическое замыкание между вывернутым профильным элементом 2 и сопряженной структурой 11 эффективно предотвращает относительное перемещение по меньшей мере частично профилированного металлического слоя 1 и соседних с ним преимущественно гладких металлических слоев 10. В сотовом элементе, например, в носителе каталитического нейтрализатора или фильтре для применения прежде всего в автомобилестроении, при его изготовлении из подобных слоев 1, 10 эффективно предотвращается относительное перемещение слоев 1, 10 и прежде всего предотвращается телескопирование сотового элемента. По меньшей мере частично профилированный слой 1 имеет профильные структуры 3 треугольной в поперечном сечении формы и высотой Н. Вывернутые профильные элементы 2 выполнены в зоне минимумов 4 и максимумов 5 профильных структур зеркально-симметрично относительно этих экстремумов 4, 5. Высота h вывернутого профильного элемента 2 в рассматриваемом примере меньше высоты Н профильных структур 3. Помимо этого преимущественно гладкие металлические слои 10 выполнены с сопряженными структурами 11, высота а которых существенно меньше высоты h вывернутых профильных элементов 2. В отличие от показанного на чертеже примера, в котором для каждого вывернутого профильного элемента 2 предусмотрено по сопряженной структуре 11, равным образом возможно предусматривать сопряженные структуры 11 только для части вывернутых профильных элементов 2. Задание относительного количества вывернутых профильных элементов 2 из расчета на одну сопряженную структуру 11, подбор формы сопряженной структуры 11 и принятие решения относительно того, должна ли сопряженная структура 11 только зацепляться с вывернутым профильным элементом 2 или взаимодействовать с ним с геометрическим замыканием, позволяет эффективно учитывать условия, в которых в последующем будет работать сотовый элемент. Так, например, носители каталитических нейтрализаторов, применяемые в системе выпуска ОГ, образующихся при работе ДВС с принудительным воспламенением рабочей смеси, подвергаются воздействию иных нагрузок с точки зрения частоты и амплитуды пульсаций потока ОГ, а также их температуры нежели носители каталитических нейтрализаторов, используемые, например, в автомобилях, оснащенных дизельными двигателями или двигателями Ванкеля. Помимо этого от положения носителя каталитического нейтрализатора относительно ДВС (например, вблизи двигателя, в коллекторе и т.д.) существенно зависят нагрузки, которым подвергается и которые должен выдерживать носитель каталитического нейтрализатора.
При изготовлении сотового элемента описанным выше способом, т.е. сматыванием или свертыванием в рулон одного или нескольких слоев, образуются проходные или проточные для текучей среды полости 12, ограниченные слоями 1,10. Радиальное расстояние КН между двумя соседними стенками, ограничивающими такие полости, в основном соответствует высоте Н основных профильных структур.
Сопряженные структуры 11 могут иметь не только показанную на фиг.2 и 3 форму, но и одну из множества других возможных форм, некоторые из которых в качестве примера показаны на последующих чертежах. В предлагаемом в изобретении сотовом элементе можно использовать сопряженные структуры 11 различных типов в любой комбинации между собой. Помимо этого вывернутые профильные элементы 2 и сопряженные структуры 11 не обязательно должны быть выполнены во всем сотовом элементе, а согласно изобретению могут быть также выполнены только на отдельных участках, например, только на одном осевом или радиальном отдельном участке. На другом отдельном участке в слоях могут быть выполнены, например, отверстия с размерами, превышающими, предпочтительно значительно превышающими, шаг повторения профильных структур 3.
На фиг.4 и 5 схематично в аксонометрии показано, каким образом функцию сопряженных структур 11 могут выполнять отверстия 23 за счет их взаимодействия с экстремумами 4, 5 профильных структур 3 или с вывернутыми профильными элементами 2. Эти варианты особенно предпочтительны, поскольку отверстия 23 не только не уменьшают, а даже повышают гибкость преимущественно гладких слоев.
Показанные на указанных чертежах металлические слои 1, 10 могут быть по меньшей мере частично образованы тонкими металлическими листами толщиной предпочтительно менее 60 мкм, особенно предпочтительно менее 40 мкм, прежде всего менее 25 мкм. Слои 1, 10 могут быть также по меньшей мере частично образованы по меньшей мере частично проточным для текучей среды материалом, например, материалом из металлических волокон, изготавливаемым, например, спеканием из порошка, стружки или волокон, или же наносимым на подложку, например, на решетку, образованную растянутым перфорированным листом.
На фиг.6 показан другой пример выполнения слоев 1, 10 для изготовления из них предлагаемого в изобретении сотового элемента. В данном случае по меньшей мере частично профилированный слой 1 имеет синусоидальный волнистый профиль, образованный профильными структурами 3. Помимо этого предусмотрены вывернутые профильные элементы 2, изогнутые в направлении, противоположном направлению изгиба соответствующих профильных структур 3 на этом участке. Вывернутые профильные элементы 2 выполнены в зоне максимумов 4 и минимумов 5 профильных структур 3 симметрично относительно них. Вывернутые профильные элементы 2 образованы при этом только частью образующего профильные структуры 3 материала. Сопряженная структура 11 выполнена в виде рельефно выдавленного элемента. В предпочтительном варианте в направлении 19 потока на один вывернутый профильный элемент 2 может также приходиться несколько сопряженных структур 11, например, две сопряженные структуры 11, которые в предпочтительном варианте могут отстоять друг от друга в направлении 19 потока на расстояние, которое соответствует протяженности вывернутого профильного элемента 2 в этом же направлении 19.
На фиг.7 в поперечном разрезе показан предлагаемый в изобретении сотовый элемент 13 с помещенной в трубчатый кожух 14 сотовой структурой 15. Сотовая структура 15 выполнена из преимущественно гладких металлических слоев 10 с сопряженными структурами 11, которые для упрощения на чертеже не показаны, и по меньшей мере частично профилированных металлических слоев 1 с выполненными в них предлагаемыми в изобретении вывернутыми профильными элементами 2, условно показанными лишь в качестве примера. Металлические слои 1, 10 образуют проходящие в направлении 19 потока стенки, ограничивающие полости 12. Расстояние КН между двумя стенками 1, 10 полостей в направлении, в основном перпендикулярном направлению 19 потока, в рассматриваемом примере определяется в основном высотой Н основных профильных структур. Через подобный предлагаемый в изобретении сотовый элемент 13 может проходить в направлении 19 поток текучей среды, например, поток ОГ.
На фиг.8 схематично показан еще один пример выполнения сопряженной структуры 11, изображенной в поперечном разрезе. В этом варианте по меньшей мере частично профилированный слой 1 имеет вывернутый профильный элемент 2, который проходит через отверстие 23, в виде которого в преимущественно гладком слое 10 выполнена сопряженная структура 11, и входит в радиально соседнюю полость. Согласование размеров отверстия 23 с размерами вывернутого профильного элемента 2 позволяет обеспечить геометрическое замыкание в соединении между ним и сопряженной структурой 11.
На фиг.9 схематично показан еще один пример выполнения сопряженной структуры 11, изображенной в поперечном разрезе. Эта сопряженная структура 11 на тех расположенных в направлении 19 потока участках, на которых предусмотрены вывернутые профильные элементы 2, выполнена в виде рельефно выдавленного элемента в преимущественно гладком слое 10. Такой рельефно выдавленный элемент проходит в поперечном направлении, т.е. в основном поперечно направлению 19, в котором через сотовый элемент проходит поток и в котором ориентированы слои 1, 10. В результате выполнения подобного рельефно выдавленного элемента его дно оказывается расположено на уровне 16 ниже уровня 17 гладкой поверхности преимущественно гладкого слоя. При этом расстояние между уровнем 17 гладкой поверхности преимущественно гладкого слоя и обозначенной прерывистой линией базовой плоскостью 18, в которой лежат минимумы 5 основных профильных структур, равно их высоте Н, а расстояние между уровнем 16 дна рельефно выдавленного элемента и базовой плоскостью 18 равно разности между высотой Н профильных структур и высотой а сопряженной структуры 11. Таким образом, уровень 16 дна рельефно выдавленного элемента отличается от уровня 17 гладкой поверхности преимущественно гладкого слоя на величину, равную высоте а сопряженной структуры 11. Для повышения деформируемости преимущественно гладкого слоя 10 в нем в зоне рельефно выдавленного элемента выполнены перфорированные отверстия 20, имеющие края 21.
В предлагаемом в изобретении сотовом элементе 13 благодаря взаимодействию вывернутых профильных элементов 2 и соответствующих им сопряженных структур 11 предотвращается относительное перемещение слоев 1, 10 в направлении 19 потока. Достигается это за счет взаимного зацепления сопряженной структуры 11 и вывернутого профильного элемента 2. В результате удается, в частности, предотвратить также телескопирование сотовых элементов 13.
Изобретение может быть использовано преимущественно в системах выпуска отработавших газов автомобильных ДВС. Сотовый элемент образован из попеременно чередующихся преимущественно гладких и по меньшей мере частично профилированных слоев, образующих проточные для текучей среды в основном в осевом направлении потока полости, при этом профилированные слои имеют экстремумы своих профильных структур, контактирующие с соседними преимущественно гладкими слоями, и расположенные в зоне этих экстремумов профильных структур вывернутые профильные элементы, которые выступают в указанные полости и которые имеют в поперечном сечении сотового элемента плоскостью, перпендикулярной направлению потока, примерно инверсную по отношению к экстремумам профильных структур профилированных слоев форму с образованием в результате в зоне расположения вывернутых профильных элементов разрывов в экстремумах профильных структур профилированных слоев. В зоне расположения вывернутых профильных элементов и/или экстремумов профильных структур профилированных слоев преимущественно гладкие слои имеют выполненные в них сопряженные структуры, зацепляющиеся, прежде всего с геометрическим замыканием, с экстремумами профильных структур профилированных слоев и/или с вывернутыми профильными элементами. Благодаря взаимодействию вывернутых профильных элементов и соответствующих им сопряженных структур предотвращается относительное перемещение слоев в направлении потока. 22 з.п. ф-лы, 9 ил.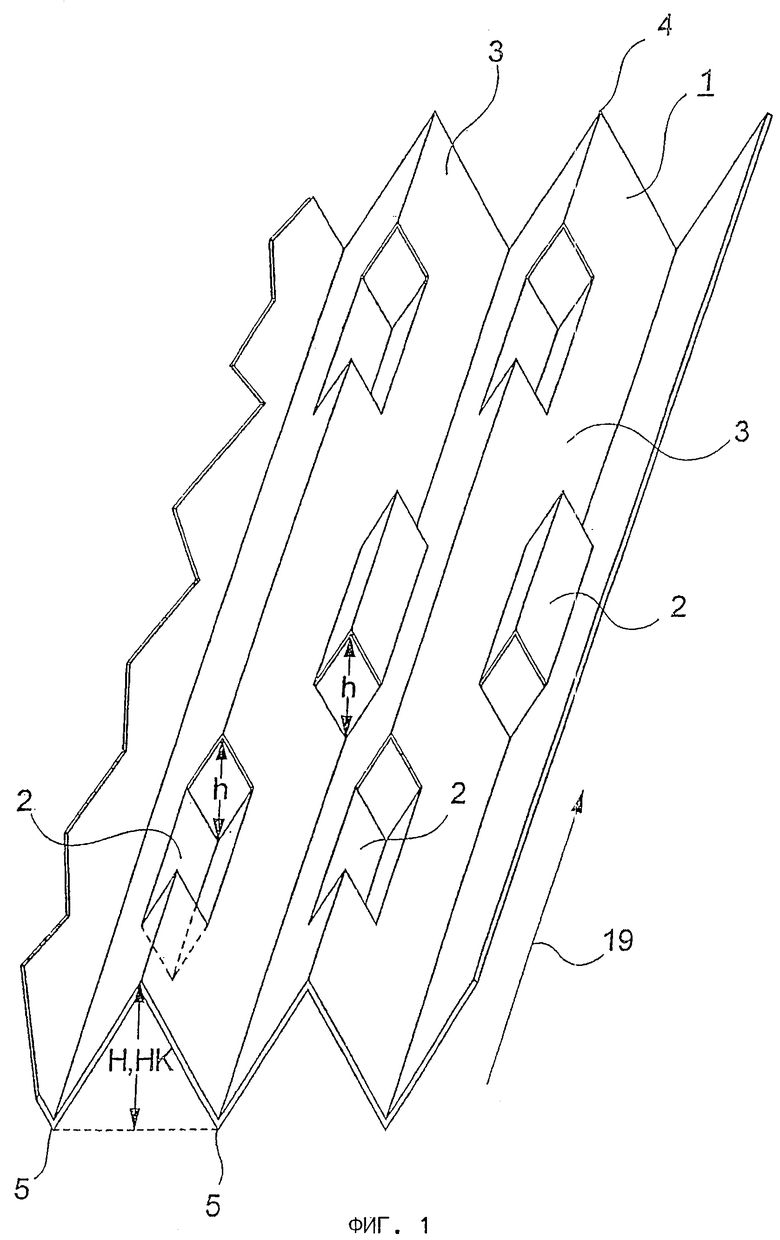
1. Сотовый элемент (13), прежде всего носитель каталитического нейтрализатора и/или фильтр, предпочтительно для применения в автомобильной системе выпуска отработавших газов, образованный из попеременно чередующихся преимущественно гладких (10) и по меньшей мере частично профилированных (1) слоев, образующих проточные для текучей среды в основном в осевом направлении (19) потока полости (12), при этом профилированные слои (1) имеют экстремумы (4, 5) своих профильных структур, контактирующие с соседними преимущественно гладкими слоями (10), и расположенные в зоне этих экстремумов (4, 5) профильных структур вывернутые профильные элементы (2), которые выступают в указанные полости (12) и которые имеют в поперечном сечении сотового элемента (13) плоскостью, перпендикулярной направлению (19) потока, примерно инверсную по отношению к экстремумам (4, 5) профильных структур профилированных слоев форму с образованием в результате в зоне расположения вывернутых профильных элементов (2) разрывов (22) в экстремумах (4, 5) профильных структур профилированных слоев, отличающийся тем, что в зоне расположения вывернутых профильных элементов (2) и/или экстремумов (4, 5) профильных структур профилированных слоев преимущественно гладкие слои (10) имеют выполненные в них сопряженные структуры (11), зацепляющиеся с экстремумами (4, 5) профильных структур профилированных слоев и/или с вывернутыми профильными элементами (2).
2. Сотовый элемент (13) по п.1, отличающийся тем, что сопряженные структуры (11) с геометрическим замыканием контактируют с по меньшей мере частью экстремумов (4, 5) профильных структур профилированных слоев и/или вывернутых профильных элементов (2).
3. Сотовый элемент (13) по п.1, отличающийся тем, что сопряженные структуры выполнены в преимущественно гладких слоях (10) таким образом, что гибкость этих слоев (10) остается достаточно высокой для их свертывания в рулон, прежде всего за счет наличия отверстий и/или разрывов в сопряженных структурах (11).
4. Сотовый элемент (13) по п.3, отличающийся тем, что он изготовлен путем а) свертывания в рулон по меньшей мере одного слоя (1) или б) набора множества слоев (1, 10) в по меньшей мере один пакет и его последующего скручивания в рулон.
5. Сотовый элемент (13) по п.1, отличающийся тем, что в нем вывернутые профильные элементы (2) выполнены в по меньшей мере частично профилированных слоях (1), профильные структуры которых характеризуются их высотой (Н), а высота (h) вывернутых профильных элементов (2) меньше высоты (Н) профильных структур по меньшей мере частично профилированных слоев или равна ей.
6. Сотовый элемент (13) по п.1, отличающийся тем, что в нем вывернутые профильные элементы (2) выполнены в по меньшей мере частично профилированных слоях (1), профильные структуры которых характеризуются их высотой (Н), а высота (h) вывернутых профильных элементов (2) больше высоты (Н) профильных структур по меньшей мере частично профилированных слоев.
7. Сотовый элемент (13) по п.5 или 6, отличающийся тем, что сопряженная структура (11) представляет собой возвышение или впадину, высота (а) которой меньше, предпочтительно существенно меньше, высоты (h) вывернутых профильных элементов (2).
8. Сотовый элемент (13) по п.1, отличающийся тем, что каждый вывернутый профильный элемент (2) зацепляется с сопряженной структурой (11).
9. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть сопряженных структур (11) состоит из вывернутых профильных элементов (2).
10. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть сопряженных структур (11) состоит из рельефно выдавленных элементов.
11. Сотовый элемент (13) по п.10, отличающийся тем, что рельефно выдавленные элементы выполнены в виде микропрофильных структур, расположенных в основном поперечно осевому направлению (19) потока, проходящего через сотовый элемент (13).
12. Сотовый элемент (13) по п.10, отличающийся тем, что по меньшей мере часть сопряженных структур (11) состоит из по меньшей мере двух отстоящих друг от друга в направлении потока рельефно выдавленных элементов.
13. Сотовый элемент (13) по п.10, отличающийся тем, что рельефно выдавленные элементы имеют перфорации, предпочтительно микроперфорации.
14. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть сопряженных структур (11) выполнена в виде отверстий (23).
15. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть сопряженных структур (11) выполнена в преимущественно гладких слоях (10) в виде отверстий, в которые входят, прежде всего в основном с геометрическим замыканием, экстремумы (4, 5) профильных структур по меньшей мере частично профилированных слоев и/или вывернутые профильные элементы (2).
16. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть сопряженных структур (11) выполнена в по меньшей мере частично профилированных слоях (1).
17. Сотовый элемент (13) по п.1, отличающийся тем, что отношение а) суммы высоты (h) вывернутого профильного элемента (2) и высоты (а) сопряженной структуры (11) к б) радиальному расстоянию (КН) между двумя стенками полостей (1, 10) меньше 1.
18. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть слоев (1, 10) представляет собой металлические слои.
19. Сотовый элемент (13) по п.18, отличающийся тем, что по меньшей мере часть металлических слоев (1, 10) представляет собой металлические листы.
20. Сотовый элемент (13) по п.19, отличающийся тем, что металлические листы (1, 10) имеют толщину менее 60 мкм, предпочтительно менее 40 мкм, наиболее предпочтительно менее 25 мкм.
21. Сотовый элемент (13) по п.18, отличающийся тем, что по меньшей мере часть металлических слоев (1, 10) является по меньшей мере частично проточной для текучей среды.
22. Сотовый элемент (13) по п.21, отличающийся тем, что по меньшей мере часть по меньшей мере частично проточных для текучей среды металлических слоев (1, 10) выполнена из материала на основе металлических волокон, прежде всего из спеченного материала на основе металлических волокон.
23. Сотовый элемент (13) по п.1, отличающийся тем, что по меньшей мере часть слоев (1, 10) выполнена из композиционного материала, предпочтительно композиционного материала из керамических и металлических волокон.
| ЯЧЕИСТОЕ ТЕЛО, В ЧАСТНОСТИ НОСИТЕЛЬ КАТАЛИЗАТОРА | 1992 |
|
RU2027507C1 |
| US 5045403 A, 03.09.1991 | |||
| Способ валки деревьев взрывом | 1980 |
|
SU870909A1 |
| DE 3844350 A1, 05.07.1990 | |||
| DE 3506610 A1, 20.03.1986 | |||
| НОСИТЕЛЬ КАТАЛИЗАТОРА ДЛЯ ОЧИСТКИ ВЫХЛОПНЫХ ГАЗОВ | 1990 |
|
RU2053017C1 |
| КАТАЛИТИЧЕСКИЙ БЛОК НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2028469C1 |
| КАТАЛИТИЧЕСКИЙ БЛОК И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ГАЗА | 1995 |
|
RU2158634C2 |

