ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для возбуждения дуги при сварке плавящимся электродом (его варианты) | 1982 |
|
SU1084119A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
Использование: для автоматизации оборудования для импульсно-дуговой сварки плавящимся электродом в защитных газах. Сущность изобретения :подают электрод до касания им детали и отрывают его, возбуждая дугу на постоянном токе, Непрерывно измеряют напряжение на дуговом промежутке и фиксируют достижение имзаданного значения. После этого подают на дуговой промежуток импульсы тока, причем нарастание тока каждого импульса пропорционально квадрату времени, а длительность пропорциональна корню квадратному из произведения критической плотности тока электрода на его площади. Число импульсов выбирают из диапазона 1-6. По прохождении заданного числа импульсов включают основную сварочную дугу и привод подачи проволоки. 1 ил
Изобретение относится к сварочному производству и может быть использовано в сварочных машинах, предназначенных для сварки плавящимся электродом в среде защитных газов.
Наиболее близким к предлагаемому является способ возбуждения дуги при сварке плавящимся электродом. Способ состоит в подаче электрода к изделию до короткого замыкания, отрыве от изделия, возбуждении вспомогательной дуги, замерах напряжения Vg на ее дуговом промежутке и включении основной дуги при достижении Vg значения 5-25 В.
Существенным недостатком этого способа является значительная нестабильность перехода от зажигания дуги к основной сварочной дуге, состоящая в следующем. При переходе к основной сварочной дуге на малых дуговых промежутках (2-3 мм) часты замыкания и приварка электрода к изделию При увеличении заданного Vg, соответствующего увеличению дугового промежутка, на котором происходит включение основной дуги, увеличивается размер капли на конце электрода, влияющей на размер Vg, зачастую закорачивающей дуговой промежуток или обрывающей дугу.
Целью изобретения является улучшение качества сварного соединения путем повышения стабильности возбуждения дуги при импульсно-дуговой сварке плавящимся электродом.
Указанная цель достигается тем, что электрод подают до касания им детали, затем отводят электрод, возбуждают вспомогательную малоамперную дугу на постоянном токе, непрерывно измеряют напряжение на дуговом промежутке, фиксируют достижение им заданного значения с
VI
CJ
со
ел
го
Ю
последующим включением основной сварочной дуги.
С момента достижения напряжением дуги заданного значения между электродом и изделием подают 1-6 импульсов сварочного тока, причем нарастание тока .каждого импульса пропорционально квадрату времени, а длительность импульса пропорциональна корню квадратному из произведения критической плотности тока на его площадь. После прохождения этих импульсов тока включают основную сварочную дугу.
Подача импульсов тока после возбуждения вспомогательной дуги и достижения ее напряжения заданного значения позволяет стабильно увеличить дуговой промежуток путем сброса капель расплавленного металла с конца электрода и предотвратить замыкание электрода на изделие при переходе от вспомогательной дуги к основной, что увеличивает стабильность возбуждения дуги.
Нарастание тока импульса производится по квадратичному закону во времени
+ КП2, где и - ток импульса, А;
lo - ток вспомогательной дуги, А;
t - время, мс;
KI - коэффициент пропорциональности, А
м с2
Квадратичный закон нарастания тока импульса задает вначале плавное, а затем резкое увеличение электромагнитной силы, воздействующей на каплю, и обеспечивает четкий переход ее в сварочную ванну. В случае более крутого нарастания тока импульса возможен выброс ее из зоны сварки, что увеличивает разбрызгивание.
Длительность импульса, равная
tn К2 УОкрЗэл ,
где 1и - длительность импульса;
5кр - критическое значение плотности тока электрода, а/мм , при котором начинается струйный перенос металла;
Зэл - площадь электрода, мм2;
К.2 - коэффициент пропорциональности, определяет величину импульса тока, чтобы ока была не ниже критического значения и обеспечивала отрыв капли и перенос ее в сварную ванну.
Накладываемые на дуговой промежуток мощные импульсы приводят к гарантированному сбросу капли определенного объема, что обеспечивает стабильную требуемую длину дугового промежутка. Вместе с тем энергия импульсов, достаточная для
сброса капли, мало влияет на тепловложе- ние в шов, что устраняет прожоги на малых толщинах детали и обеспечивает возможность начала сварочного процесса с малых
5 токов, что важно для реализации программного повышения тока в начале шва.
Диапазон 1-6 для числа импульсов, а следовательно, и для количества сбрасываемых при зажигании дуги капель установлен
10 из следующих соображений. При сбросе более шесть капель дуги сильно растягивается, что может вызвать ее отклонение от шва, а при угловых швах - переброску на стенки изделия. При отсутствии импульсов ста15 бильный дуговой промежуток не обеспечивается.
Количество требуемых импульсов при зажигании дуги устанавливают экспериментально, исходя из надежного зажигания ду0 ги при заданном сварочном токе.
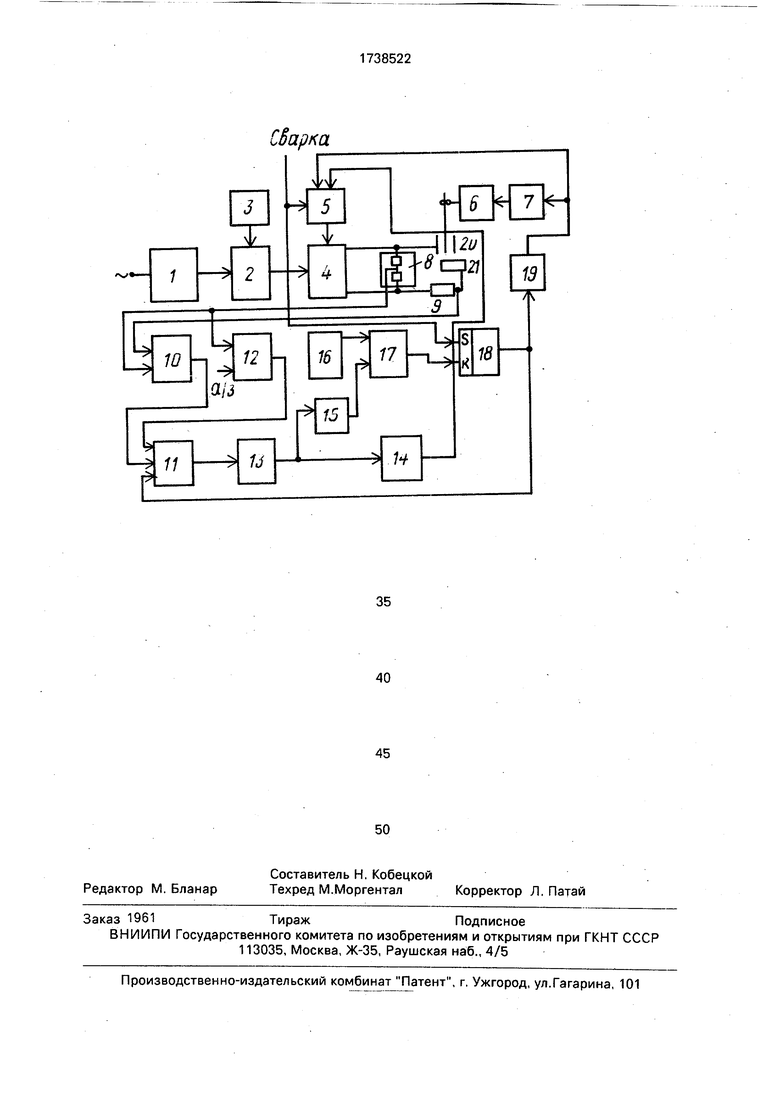
На чертеже представлена функциональная схема установки, реализующей предлагаемый способ.
Установка состоит из неуправляемого
5 сетевого выпрямителя 1, инвентарного преобразователя 2 с блоком 3 управления,управляемого выпрямителя 4 с блоком 5 управления, механизма 6 подачи электродной проволоки с блоком 7 управления, дели0 теля 8 напряжения, датчика 9 тока, двух логических элементов И 10 и 11,компарато - ра 12, генератора 13 линейно изменяющегося напряжения, интегратора 14, счетчика 15 импульсов, задатчика 16 числа импуль5 сов, схемы 17 сравнения, асинхронного RS-триггера 18, логической схемы НЕ 19. Плавящийся электрод 20 подается приводом 6 к изделию 21.
При возбуждении дуги установка рабо0 тает следующим образом.
Нажатием кнопки на сварочной горелке подается сигнал на S-вход триггера 18, устанавливающий его в единичное состояние. Сигнал от кнопки поступает также в блок 5
5 управления, который переключает управляемый выпрямитель 4 на режим падающей характеристики с установленным током вспомогательной дуги (5-15 А). Затем электрод 20 подводится к изделию 21 до замыка0 ния и отводится обратно. При этом возбуждается вспомогательная дуга и на выходе логического элемента 10 появляется сигнал, поступающий на вход логического элемента 11. При достижении напряжения
5 на дуге, снимаемого с делителя 8, заданного значения из, на выходе компаратора 12 появляется сигнал, поступающий на второй вход логического элемента 11. Сигнал на третий вход этого элемента подается с вы- хода триггера 18. При наличии сигналов на
всех трех входах элемента 11, на выходе последнего также появляется единичный сигнал, разрешающий работу генератора 13 линейно изменяющегося напряжения. Это напряжение интегрируется интегратором 14, на выходе которого появляется напряжение задания блока 5 управления управляемого выпрямителя 4 с квадратичной зависимостью от времени. Выходное напряжение выпрямителя 4 в точности повторяет закон изменения этого напряжения задания.
Вследствие этого в сварочной цепи появляются импульсы тока с квадратичной зависимостью от времени, Импульсы, накладываемые на ток подпитки, сбрасывают ряд капель с расплавленного конца электрода, стабильно увеличивая дуговой промежуток. Число прошедших импульсов фиксируется счетчиком 15 и сравнивается схемой 17 сравнения с установленным на задатчике 16. При совпадении числа прошедших импульсов с заданным числом на выходе схемы 17 сравнения появляется сигнал логической 1, устанавливающий триггер 18 в нулевое состояние. На выходе логического элемента 11 сигнал исчезает и генератор 13 перестает работать, импульсы прекращаются, а на выходе элемента 19 появляется сигнал, включающий механизм 6 подачи на основную скорость, а управляемый выпрямитель 4 - на ток основной дуги.
Экспериментальная проверка предлагаемого способа возбуждения проводится на полуавтомате для импульсно-дуговой сварки плавящимся электродом типа ПДГИ- 303, модернизированным в соответствии с приведенной схемой. Сваривают листы из нержавеющей стали типа 18-8, толщиной 10 мм, проволокой ев 0,8х20Н9Г7Т ф2,0 мм. Сварочная дуга возбуждается следующим образом. Электрод подается кизде лию до замыкания, затем отводится от изделия. При этом возбуждается вспомогательная дуга с током 10 А. Напряжение на дуге непрерывно изменяется и в момент равенства его и напряжения задания Уз, которое устанавливается в пределах 18-22 В, включаются импульсы тока. Нарастание тока импульса осуществляют по квадратичному закону:
+ К12и,
где 10 ЮА - ток вспомогательной дуги;
А
К 20..., - коэффициент пропорм с
циональности;
t- время, мс.
Длительность импульса устанавливается в соответствии с выражением
1и К2 У 5кр5эл ,
где Ти - длительность импульса в мс;
(5Кр 125 - критическая плотность тока электрода;
Зэл 3,2 мм2 - площадь поперечного
сечения электрода;
К2 0,15-0,25-коэффициент пропорциональности.
После прохождения от одного до шести
импульсов производится переключение механизма подачи и источника питания на основную сварочную дугу с режимами: тока сварки 200 А, напряжение на дуге 24 В, скорость подачи проволоки 250 м/с, скорость сварки 35 м/ч.
Для оценки процесса возбуждения дуги с помощью осциллографа К-117 проводится регистрация напряжения и тока дуги. При подаче от одного до шести импульсов указанной формы происходит надежное возбуждение дуги, наплывов и прожогов в начале шва не наблюдалось. При отсутствии импульсов наблюдаются утыкания электрода и прихватка его к изделиям. При подаче
более шести импульсов заменяют обрывы дуги и возбуждение приходится повторять. Предлагаемый способ возбуждения дуги при импульсно-дуговой сварке плавящимся электродом обеспечивает по
сравнению с известным повышение производительности труда сварщика, экономию защитного газа, сокращение расхода сварочной проволоки. Особенно значительный экономический эффект может быть получен
при сварке короткими швами. Кроме того, предлагаемый способ позволяет улучшить качество сварочного соединения путем повышения стабильности возбуждения дуги. Формула изобретения
Способ возбуждения дуги при импульсно-дуговой сварке плавящимся электродом, при котором электрод подают к изделию до их замыкания, затем отводят электрод от изделия, возбуждая вспомогательную дугу,
непрерывно измеряют напряжение на дуговом промежутке, фиксируют достижение им заданного значения с последующим включением основной сварочной дуги, отличающийся тем, что, с целью улучшения качества
сварного соединения путем повышения стабильности возбуждения дуги, с момента достижения напряжением дуги заданного значения между электродом и изделием подают 1-6 импульсов сварочного тока, причем нарастание
тока каждого импульса пропорционально квадрату времени, а длительность импульса пропорциональна корню квадратному из произведения критической плотности тока электрода на его площадь.
| Способ возбуждения дуги при сварке плавящимся электродом | 1983 |
|
SU1199515A1 |
