Изобретение относится к сварке электронным лучом цилиндрических конструкций из высокопрочных сталей и может быть использовано в машиностроении и других отраслях промышленности.
Известен способ электронно-лучевой сварки высокопрочных сталей, при котором осуществляют сквозное проплавление стыков основным проходом, выполняют усиление шва присадочным металлом последующим проходом и осуществляют оплавление границ усиления шва электронным лучом, развернутым по синусоидальному закону, поперек оси шва и отношением скоростей перемещения луча  (Авторское свидетельство СССР №1355411 от 04.11.85 г., МКИ В 23 К 15/00, опубл. 30.11.87 г.).
(Авторское свидетельство СССР №1355411 от 04.11.85 г., МКИ В 23 К 15/00, опубл. 30.11.87 г.).
Недостаток этого способа - неудовлетворительное качество сварного соединения из-за пониженной пластичности металла сварного шва и зоны термического влияния, что связано с недостаточной эффективностью их термообработки.
Известен способ электронно-лучевой сварки (ЭЛС) высокопрочных сталей, при котором сварку осуществляют за несколько проходов и каждый последующий проход производят с уменьшенной шириной шва, составляющей 70-80% от ширины предыдущего (Авторское свидетельство СССР №1812031 от 23.07.90 г. МКИ В 23 К 15/00, опубл. 30.04.93 г.)
Недостатком способа сварки является то, что его реализация связана с уменьшением мощности электронного луча или увеличением скорости сварки, а следовательно, с изменением глубины проплавления и появлением корневого дефекта в виде "пилы", связанного с известной пульсацией электронного луча и образованием пустот в сварном шве. Опыт показал, что чем больше перепад между полной глубиной шва и его неполной глубиной, тем сильнее ослабляется сечение сварного соединения и снижается его несущая способность. Кроме того, наличие двух близко расположенных линий сплавления от первого основного шва и второго дополнительного шва недопустимо в связи со структурной неоднородностью металла, наличием крупной величины зерна на этих границах и снижением пластичности металла сварных соединений.
Наиболее близким по технической сущности к предлагаемому способу является способ электронно-лучевой сварки высокопрочных сталей, при котором сварку осуществляют сканирующим остросфокусированным лучом, развернутым по кривой в виде эллипса с соотношением осей 2:1 и расположением большей оси поперек сварного шва и заглублением фокуса на 2/3 толщины соединения. До и после основной сварки соединение подвергают локальной термической обработке сканирующим по эллипсу электронным лучом пониженной мощности, составляющей 20-25% мощности режима сварки (Авторское свидетельство №1792035 от 12.02.91 г., МКИ В 23 К 15/00, опубл. 10.03.96 г.).
Выполнение сварки за один проход не обеспечивает качественное формирование кольцевых швов. При сварке цилиндрических конструкций из высокопрочных сталей известным способом образуются корневые дефекты и подрезы на поверхности шва. Последующие проходы после сварки выполняют с целью локальной термообработки сварных швов. При этом пониженная мощность электронного луча и постоянная траектория сканирования в виде эллипса для сварки и термообработки не позволяет устранить структурную и механическую неоднородность в зонах термического влияния (ЗТВ).
Предлагаемый способ устраняет эти недостатки и повышает качество сварных соединений путем улучшения пластичности металла шва.
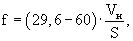
Для этого в известном способе электронно-лучевой сварки высокопрочных сталей нагрев кромок свариваемого материала и последующую сварку осуществляют сканирующим остросфокусированным лучом, развернутым по кривой несколькими проходами, основной из которых выполняют с перемещением электронного луча по эллипсу с соотношением осей 2:1 и расположением большей оси поперек сварного шва и заглублением фокуса на 2/3 толщины соединения, при постоянных значениях полной, удельной мощности и параметрах режима сварки, изменяют траекторию и частоту осцилляции сканирующего луча при каждом последующем проходе. Предлагаемый способ отличается от прототипа тем, что второй проход после основного выполняют со сканированием электронного луча по кругу с соотношением осей 1:1 и заглублением фокуса на 1/2 толщины соединения, а при выполнении третьего прохода - со сканированием по эллипсу с соотношением осей 3:1 и расположением большей оси вдоль шва и заглублением фокуса на 1/3 толщины соединения, а частоту сканирования выбирают в соответствии с соотношением

где f - частота сканирования электронного луча, Гц;
Vн - относительная скорость перемещения зоны нагрева в процессе сварки,
S - перемещения пятна нагрева при осцилляции, мм.
Применение совокупности заявленных признаков позволяет за счет режимов сварки и локальной термической обработки, связанной с нагревом кромок перед сваркой, изменения осцилляции электронного луча и подбором частоты его сканирования при каждом последующем проходе, получить благоприятный термодеформационный цикл нагрева в процессе многопроходной сварки и замедленного охлаждения после сварки в области мартенситного превращения при кристаллизации металла шва и остывания металла зоны термического влияния, благодаря чему улучшается их микроструктура.
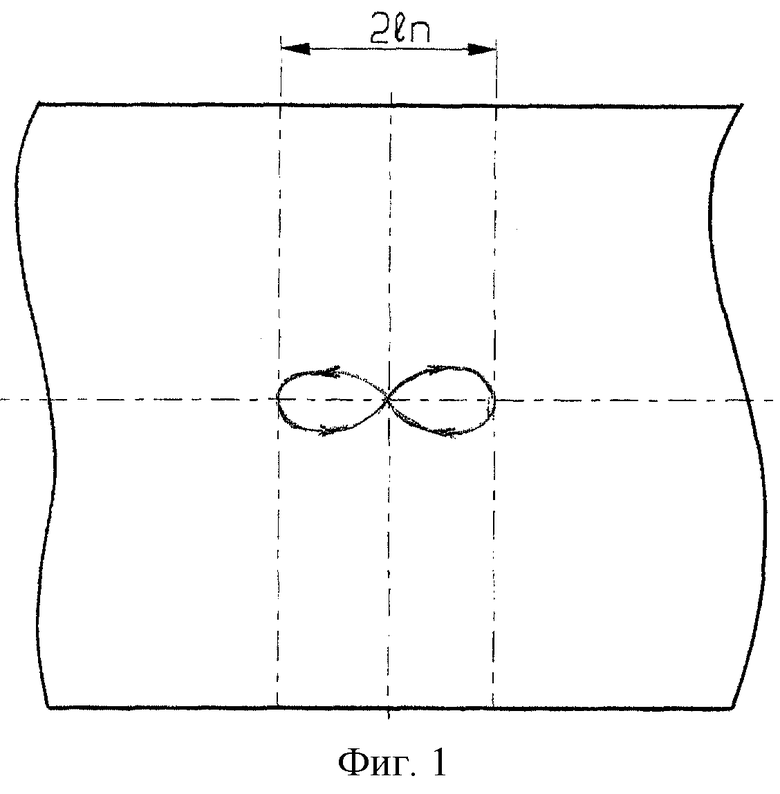
На фиг.1 изображена схема процесса ЭЛС со сканированием электронного луча при прогреве кромок;
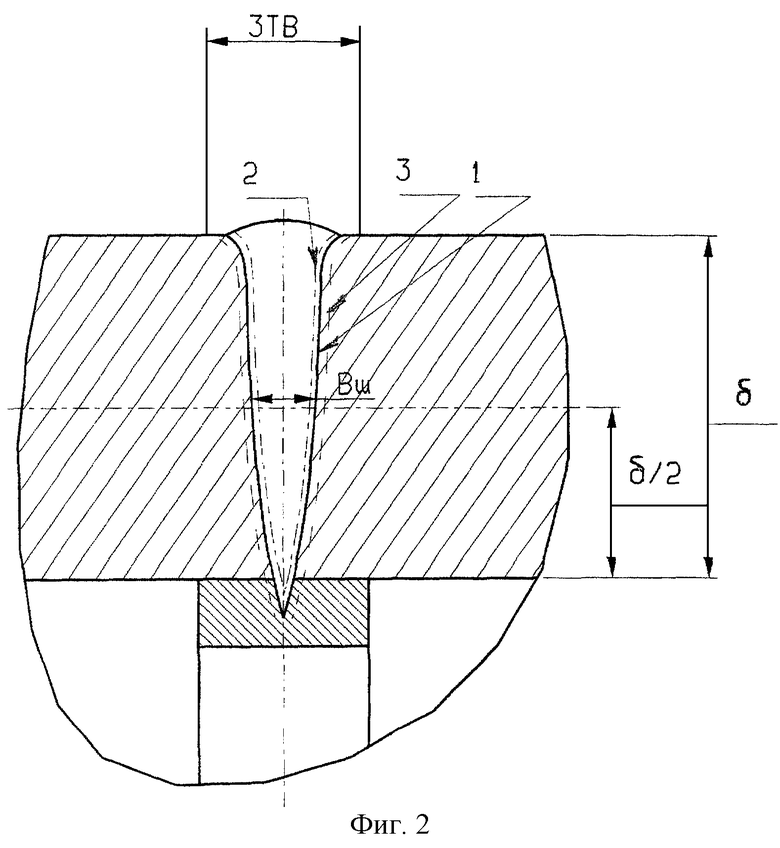
На фиг.2 - изображен эскиз поперечного сечения соединения, выполненных по предлагаемому способу (1 - основной сварной шов, 2, 3 - дополнительные проходы).
Предлагаемый способ электронно-лучевой сварки высокопрочных сталей состоит в следующем: кромки стыка собранных под сварку деталей, нагревают сканирующим по эллипсу электронным лучом поперек стыка до Т=250-300° С в зоне шириной
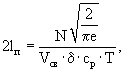
где lп - зона подогрева, мм;
N - мощность электронного луча, Вт;
δ - толщина свариваемого металла, мм;
ср - объемная теплоемкость свариваемого металла, Дж/см3·К
Т - температура нагрева, ° С.
Нагрев кромок с поверхности производят при относительной скорости перемещения зоны нагрева Vп/Vпр = 24 (скорости продольного перемещения Vп к скорости продольного перемещения Vпр относительно оси шва) и при частоте сканирования f=1000 Гц. При этих значениях обеспечивается прогрев по всей толщине свариваемого сечения, а мощность луча распределяется вдоль траектории развертки практически равномерно. После нагрева кромок производят сварку стыков основным проходом при величине удельной мощности луча, назначаемой из условий получения требуемой глубины проплавления при минимальной ширине шва. Экспериментально установлено, что значение удельной мощности луча, сканирующего по эллипсу при сварке высокопрочных сталей, не должна превышать значение 21· 104-23· 104 Вт/см2. При уменьшении мощности ниже указанных значений не достигается требуемая глубина проплавления, а в случае увеличения возрастает ширина шва и зоны термического влияния.
Ширина зоны термического влияния и ее свойства зависят от времени пребывания металла при температуре фазовых превращений и от скорости охлаждения, которые, в свою очередь, зависят от траектории осцилляции луча в процессе сварки. Минимальный объем расплавленного металла достигается при осцилляции электронного луча в виде эллипса с соотношением осей 2:1 при расположении большей оси поперек сварного шва и заглублением его фокуса на 2/3 толщины соединения.
После первого основного прохода не удается обеспечить равномерное проплавление шва по всей толщине свариваемого соединения, а в корневой части шва возможно образование дефектов. Поэтому возникла необходимость в выполнении второго прохода со сканированием электронного луча по окружности при соотношении осей 1:1 и заглублением фокуса на 1/2 толщины соединения. Фиксированное положение фокусного заглубления электронного луча и его сканировании по кругу обеспечивает устойчивость парогазового канала и плавное закругление по радиусу корневой части шва. Эффективность нагрева в случае цилиндрического канала выше. Экспериментально установлено - изменение фокусного расстояния не приводит к изменению удельной мощности луча.
Заглубление фокуса на глубину, меньшую, чем 1/2 толщины соединения, приводит к уменьшению глубины проплавления, а большую - появлению дефектов в корневой части шва. Диаметр окружности сканирования электронного луча при втором проходе должен быть меньше большей оси эллипса (равной 1,6 мм), имеющего место при первом проходе, во избежание увеличения ширины шва. При D<1,6 мм ширина шва не изменяется и находится в пределах границ, образующихся после первого прохода.
Расплавленный металл при круговой осцилляции луча, перемещаясь и обтекая канал проплавления, приобретает еще и вращательную составляющую скорости. Поэтому на устойчивость канала будет в значительной степени влиять частота осцилляции, значение которой определяется по следующей зависимости:
где f - частота сканирования электронного луча, Гц;
Vн - относительная скорость перемещения зоны нагрева в процессе сварки,
S - перемещения пятна нагрева при осцилляции, мм.
Установлено, что при частоте вращения луча меньше, чем  наблюдается формирование столбчатой структуры шва и снижение механических свойств соединения. При использовании частоты вращения больше
наблюдается формирование столбчатой структуры шва и снижение механических свойств соединения. При использовании частоты вращения больше  происходит формирование крупнозернистой структуры шва и увеличивается количество дефектов в виде подрезов снаружи шва и пустот внутри шва. При выполнении второго прохода формируется шов с закругленной корневой частью. Кроме того, происходит измельчение зерна в зоне термического влияния, которая образовалась при основном проходе.
происходит формирование крупнозернистой структуры шва и увеличивается количество дефектов в виде подрезов снаружи шва и пустот внутри шва. При выполнении второго прохода формируется шов с закругленной корневой частью. Кроме того, происходит измельчение зерна в зоне термического влияния, которая образовалась при основном проходе.
За счет изменения траектории движения электронного луча при выполнении третьего прохода с круговой на эллипсную с соотношением осей 3:1 происходит перераспределение жидкого металла, дезориентация и измельчение структуры металла в хвостовой части сварочной ванны, а при формировании поверхности шва в местах сцепления шва с основным металлом исключаются подрезы. Заглубление фокуса на 1/3 толщины соединения при выполнении третьего прохода, улучшает формирование поверхности шва, а расположение траектории сканирования луча вдоль шва, повышает устойчивость парогазового канала и предотвращает образование пустот в верхней части шва без изменения ширины шва, полученного после первого прохода.
ПРИМЕР. Способ электронно-лучевой сварки высокопрочных сталей апробирован на полых цилиндрических деталях из стали 35ХС2Н3МФА ⊘ 134 мм с толщиной стенки δ =36 мм. Сварку осуществляли на установке фирмы MESSER GRIESHEIM. Параметры режима сварки: ток фокусировки Iф=1710-1718 мА, сварочный ток - Iсв=70-81,5 мА, ее ускоряющее напряжение Ucd=90 кВ, диаметр луча 0,5 мм, скорость сварки Vсв=10=14 м/ч, частота сканирования f=300-370 Гц, при шаге перемещения пятна нагрева S=0,8-1 мм.
Сварка производилась по двум вариантам:
1. С проплавлением стыка одним основным проходом при сканировании электронного луча по эллипсу с соотношением осей 2:1 при расположении большей оси поперек сварного шва и заглублением фокуса на 2/3 толщины соединения;
2. С проплавлением стыка тремя проходами - основным и дополнительными, выполняемыми в следующей последовательности:
первый (1) - сварка основным проходом с проплавлением на заданную глубину;
второй (2) - сварка дополнительным проходом со сканированием электронного луча по кругу с соотношением осей 1:1 и заглублением фокуса на глубину 1/2 толщины соединения;
третий (3) - сварка дополнительным проходом со сканированием электронного луча по эллипсу с соотношением осей 3:1 при расположении большей оси вдоль шва и заглублением фокуса на 1/3 толщины соединения (см. фиг.2).
Подогрев кромок перед сваркой выполнялся с использованием системы развертки сканированием электронного луча в форме эллипса с расположением большей оси поперек шва. Нагрев кромок перед сваркой производился на расстоянии 20-25 мм от кромки стыка (см. фиг.1) Перепад температуры по толщине соединения не превышал 50° С.
После сварки по обоим вариантам проведены исследования структуры сварных швов и испытания на ударную вязкость. Результаты испытаний представлены в таблице.
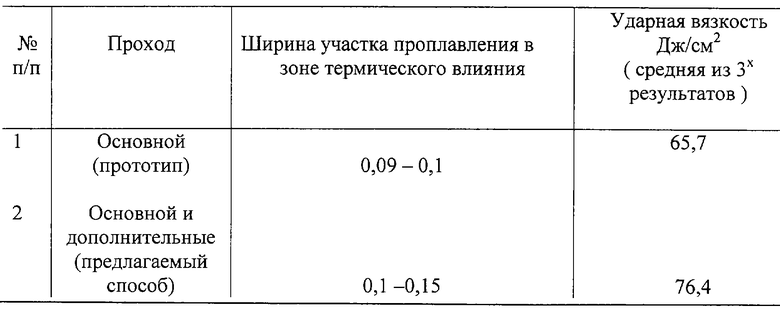
Ширина шва "Вш" после 3-х проходов соответствовала требованиям нормативных документов и составляла 4 мм для толщины соединения δ =36 мм.
Положительный эффект от использования предлагаемого способа электронно-лучевой сварки заключается в повышении качества сварных соединений за счет повышения ударной вязкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки высокопрочных сталей | 1985 |
|
SU1355411A1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| Способ электронно-лучевой сварки трудносвариваемых сплавов | 1987 |
|
SU1496958A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| Способ электронно-лучевой сварки | 1990 |
|
SU1812031A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
Изобретение относится к сварке электронным лучом цилиндрических конструкций из высокопрочных сталей. Сварку осуществляют в несколько проходов. Основной проход выполняют с перемещением электронного луча по эллипсу с соотношением осей 2:1 и расположением большей оси поперек сварного шва и заглублением фокуса на 2/3 толщины соединения. После основного прохода, при постоянных параметрах полной, удельной мощности и режимах сварки, выполняют второй проход со сканированием электронного луча по кругу с соотношением осей 1:1 и заглублением фокуса на 1/2, и третий проход со сканированием электронного луча по эллипсу, размещением большей оси вдоль сварного шва и заглублением фокуса на 1/3 толщины сварного шва. При этом частоту сканирования выбирают в соответствии с соотношением f=(29,6-60)·Vн/S, где f - частота сканирования, Гц; Vн - относительная скорость перемещения зоны нагрева в процессе сварки; S - шаг перемещения пятна нагрева при осцилляции, мм. В результате повышается качество сварных соединений за счет улучшения формирования сварного шва. 2 ил., 1 табл.
Способ электронно-лучевой сварки высокопрочных сталей, при котором нагрев кромок и последующую сварку осуществляют сканирующим остросфокусированным лучом, развернутым по кривой, несколькими проходами, основной из которых выполняют с перемещением электронного луча по эллипсу с соотношением осей 2:1 и расположением большей оси поперек сварного шва и заглублением фокуса на 2/3 толщины соединения, отличающийся тем, что при постоянных значениях полной удельной мощности и параметрах режима, второй проход после основного выполняют со сканированием электронного луча по кругу с соотношением осей 1:1 и заглублением фокуса на 1/2 толщины соединения, а при выполнении третьего прохода со сканированием по эллипсу с соотношением осей 3:1 и расположением большей оси вдоль шва и заглублением фокуса на 1/3 толщины соединения, причем частоту сканирования выбирают в соответствии с соотношением
где f - частота сканирования, Гц;
Vн - относительная скорость перемещения зоны нагрева в процессе сварки;
S - шаг перемещения пятна нагрева при осцилляции, мм.
| SU 1792035 С1, 10.03.1996 | |||
| Способ электронно-лучевой сварки | 1982 |
|
SU1089863A1 |
| Способ электронной лучевой сварки | 1984 |
|
SU1274880A1 |
| Способ электронно-лучевой сварки высокопрочных сталей | 1985 |
|
SU1355411A1 |
