Изобретение относится к электроннолучевой сварке и может быть использовано при сварке изделий из сталей и сплавов в машиностроении и других отраслях промышленности. .
Цель изобретения - повышение качества сварных соединений и упрощение технологического процесса.
Это достигается тем, что в известном способе электронно-лучевой сварки, при котором сварку осуществляют за несколько проходов, каждый последующий проход производят с уменьшенной шириной шва, составляющей 70-80% от ширины предыдущего, для чего при постоянной скорости сварки уменьшают на 40-60% полную мощность электронного луча при сохранении по- стоянной удельной мощности луча, или увеличивают скорость сварки в 1,8-2,5 раза, а полную и удельную мощность электронного луча выдерживают постоянной.
Предлагаемый способ отличается от . способа по прототипу тем, что каждый последующий проход производят с шириной ш-ва, составляющей 70-80% от ширины предыдущего.
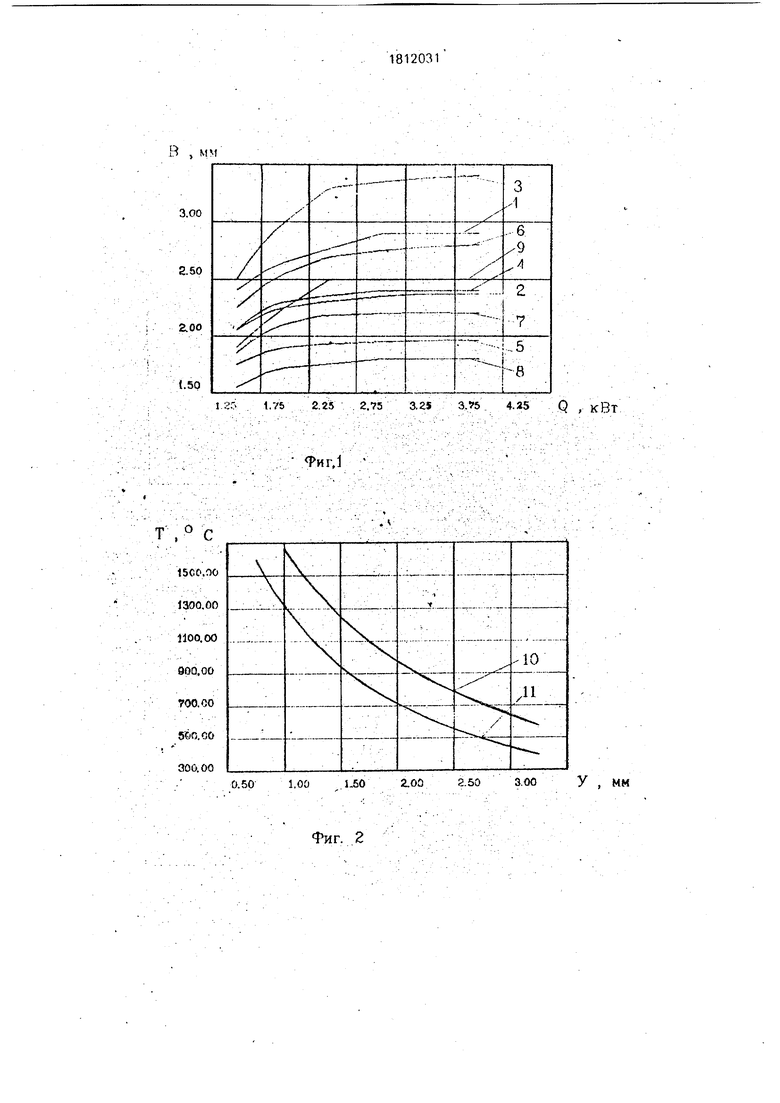
На фиг. 1 приведен график зависимости ширины шва в средней части от полной мощности электронного луча и эффективного диаметра электронного луча: кривые 1, 2, Э - скорость сварки 10 м/ч, эффективный диаметр электронного луча соответственно 0,5 мм, 0,35 мм, 0,6 мм; кривые 4, 5, 6 - скорость сварки 15 м/ч и кривые 7, 8, 9 - скорость сварки 20 м/ч при тех же эффективных диаметрах.
На фиг. 2 представлено распределение температуры в зоне термического влияния при основном проходе (кривая 1.0) и вспомогательном (кривая 11). Основной проход выполнен при скорости сварки 15 м/ч, эффективном диаметре электронного луча 0,50 мм и лолной мощности электронного
ел С
00
ю о
со
луча 2400 Вт. Вспомогательный проход выполнен при скорости сварки 15 м/ч, эффективном диаметре электронного луча 0,35 мм и полной мощности электронного луча 1200 Вт,
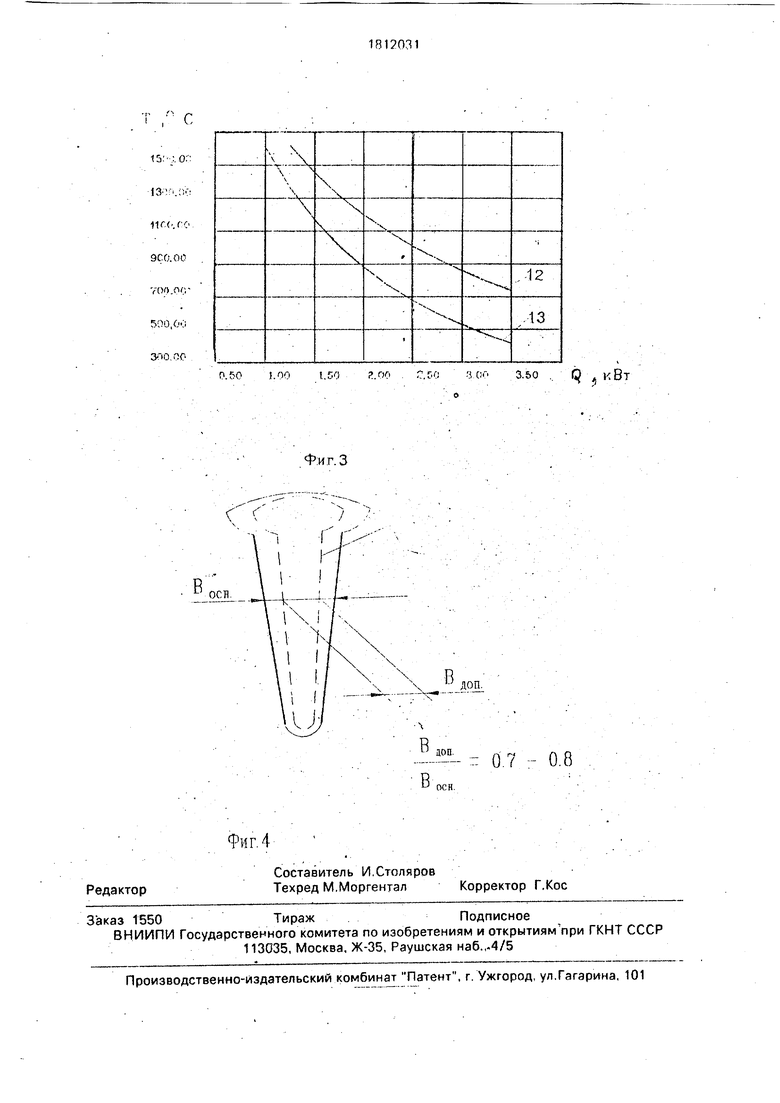
На фиг. 3 представлено распределение температуры в зоне термического влияния при основном проходе (кривая 12) и вспомогательном (кривая 13). Основной проход вы- полнен при скорости свар ки 10 м/ч, вспомогательный при скорости сварки 20 м/ч, эффективный диаметр электронного луча в том и другом случае составлял 0,5 мм, а полная мощность - 2400 Вт.
На фиг. 4 приведена схема наложения основного и дополнительного проходов.
Предлагаемый способ электронно-лучевой сварки высокопрочных сталей состоит в следующем. После подготовки изделия под сварку производят предварительный подогрев свариваемых кромок до температуры 250-300°С. После подогрева производят прихватку, ток луча при этом составляет 20- 30% от рабочего. Прихватка может быть непрерывная и прерывистая. На следующем этапе производят основной сварочный проход, при котором обеспечивают проплавле-. ние свариваемых кромок на всю толщину, После окончания основного прохода производят дополнительный проход, при котором ширина шва составляет 70-80% от ширины шва основного прохода. Для того, чтобы обеспечить ширину шва дополнительного. прохода в пределах -70-80% от основного используют следующие технологические приемы:. .:
при постоянной скорости сварки уменьшают на 40-60% полную мощность электронного луча при сохранении постоянной удельной мощности луча;
полную и удельную мощность электронного луча выдерживают постоянной, а скорость сварки увеличивают в 1,8-2,5 раза.
При таком соотношении ширины швов дополнительного и основного проходов, участок зоны термического влияния, нагреваем при сварочном проходе от температуры плавления (ТПл) до температуры начала интенсивного роста зерна аустенита (Тн.и.р.), при дополнительном проходе с уменьшенной шириной шва нагревается до температуры от Асз (конец фазового превращения) до Тн.и.р.. В результате такой обработки происходит изме льчение зерна аустенита в зоне термического влияния с крупным зерном (образовавшейся ранее при основном сварочном проходе).
После сварочного и дополнительного проходов производят второй дополнитель0
5
0
5
ный проход, роль которого сгладить шов и уменьшить скорость охлаждения в интервале наименымей устойчивости аустенита. При втором дополнительном проходе примерно вдвое уменьшают полную мощность и в 3-5 раз удельную мощность электронного луча (по сравнению со сварочным проходом).
Методика выбора режимов основного (сварочного) и дополнительного проходов заключается в следующем
На первом этапе исследовалось распределение температур в сварном соединении на персональном компьютере IBM PS, для чего была разработана трехмерная математическая модель электронно-лучевой сварки с глубоким проплавлением, имеющая вид
t -V }l expp V -±4 Јx
8л:ЯН о т L 4 a (t0 + г)
х у /expr-(Y-s+ -gLX°)u
XmJUQPL 4 a (to + г) J Т..
.(V + S + 2 m Yp)24 a (to + Т) (Z + Н +2 nZ0
+ ехр Г .{
со 2 х
х Jerf
2VaT
30
erff2-.H+.2nZo dr 2vЈ7
где Т - температура в заданной точке, °С; К - поправочный коэффициент, определяемый экспериментально; Q - полная эффективная
мощность электронного луча, Вт; Я- теплопроводность свариваемого материала, Вт/(м град); Н - глубина проплавления, м; X, Y, Z - координаты заданной точки, м; V - скорость сварки, м/с; to постоянная времени, с; а - коэффициент температуропроводности, м2/с; Z0 -толщина свариваемых пластин, м; S - расстояние стыка от начала координат (за начало координат принимается край одной из пластин), м; Y0 - общая
ширина свариваемых пластин.
На следующем этапе по данной модели рассчитаны ширина швов и распределение температур в зависимости от расстояния от центра шва (по оси Y), перпендикулярно направлению скорости сварки. При сравнении расчетных значений ширины шва (в его средней части) и экспериментальных определяют коэффициент К. Применительно к конструкционным сталям и сварке их с использованием энергетических блоков - У- 250Аи ЭЛА-60/15 коэффициент 0,92. На фиг. 1 представлены расчетные данные (кривые) и экспериментальные (звездочки). При введении поправочного коэффициента
экспериментальные данные практически не отличаются от расчетных (кривые 4 и 8).
В зависимости от скорости сварки, полной мощности электронного луча и удельной мощности (регулируемой за счет изменения эффективного диаметра электронного луча) были получены кривые распределения температуры на оси Y. По этим кривым выбраны режимы для основного сварочного прохода и дополнительного таким образом, чтобы зона термического влияния, нагреваемая при основном проходе до интервала от 1200°С (Тн.и.р) до 1510°С (Тпл). нагревалась дополнительным проходом до температуры, лежащей в интервале от 900°С (Асз) ДО 1200°С СТн.и.р.).
На третьем этапе применительно к выбранным режимам оценивалось отношение ширины шва дополнительного прохода к основному. Установлено, что такое соотношение находится в пределах 0,7-0,8. При соотношении менее 0,7 часть зоны термического влияния после дополнительного прохода не подвергается перекристаллизации, а при соотношении более 0,8 часть зоны термического влияния после дополнительного прохода будет вновь нагрета до температур более Тн.и.р..
Таким образом, за оптимальное соотяо- шение ширины шва дополнительного прохода к основному принята величина 0,7-0,8.
На четвертом этапе, в результате анализа экспериментальных и расчетных данных, были определены также технологические параметры основного и дополнительного проходов, которые бы обеспечили отношение ширины шва дополнительного прохода к основному в пределах 0,7-0,8. Установлено, что оптимальными являются следующие изменения технологических параметров:
при постоянной скорости сварки уменьшают на 40-60% полную мощность электронного луча, при сохранении постоянной удельной мощности луча;
увеличивает скорость сварки в 1,8-2,5 раза, а полную и удельную мощность электронного луча выдерживают постоянной. На фиг. 2 и 3 представлено распределение температур при том и другом приеме,
Способ был опробован при электроннолучевой сварке специальных образцов толщиной 15 мм, собранных в замковое соединение со свариваемой толщиной 7,5 мм. Свариваемая сталь - ЗОХ2М2ВФМА-Ш. Сварка производилась по трем вариантам:
1 -предварительный подогрев лучом до 250°С. сварка на заданную глубину прб плавления, отпуск лучом до 600ПС в течение 20 мин;
2 - сварка на заданную глубину, второй проход на глубину 0,75 мм от основного прохода, третий - на глубину 0,5 и четвертый - на глубину 0,25 от основного, отпуск лучом до 600°С в течение 20 мин (прототип);
3 - предварительный подогрев лучом до 250°С, сварка на заданную глубину проплавления, дополнительный проход с уменьшенной шириной шва (равной 75%) разглаживающий проход, отпуск лучом до 600°С в течение 20 мин (предлагаемый способ).
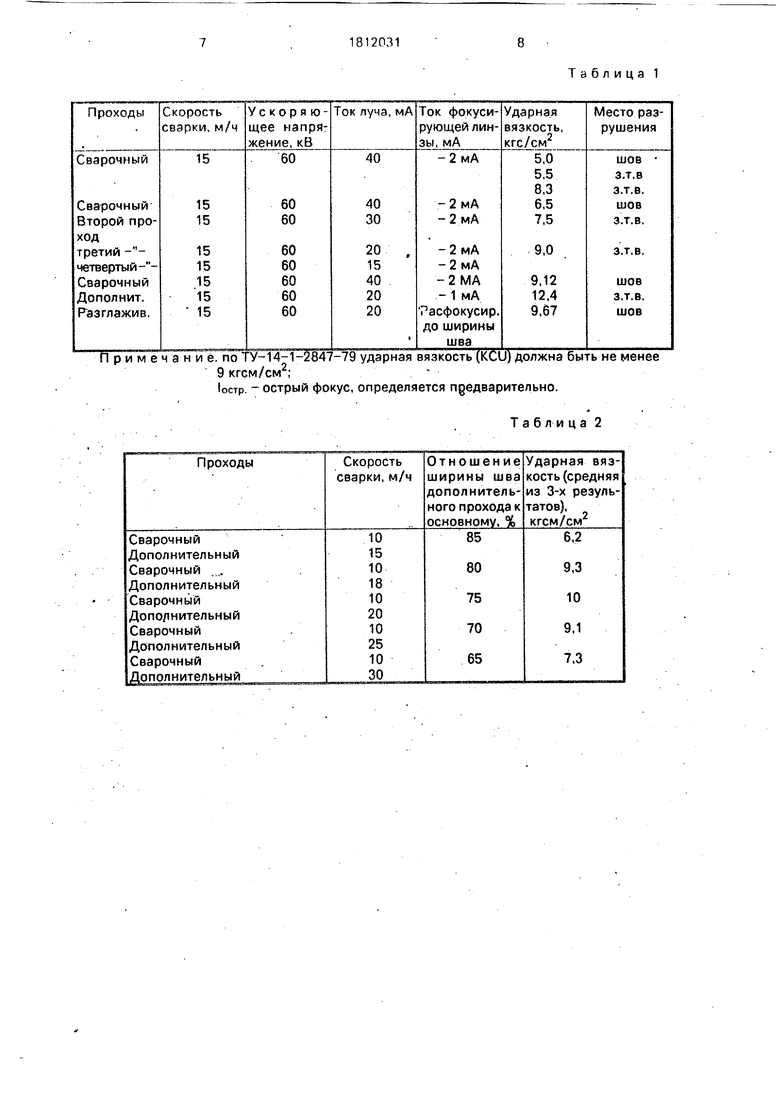
В табл. 1 представлены режимы сварки и результаты испытаний на ударную вязкость металла шва и зоны термического влияния,
В табл. 2 представлены экспериментэльные данные при различных соотношении ширины шва дополнительного прохода к основному.
Таким образом, предлагаемый способ обеспечивает получение сварных соединений из высокопрочных сталей с высокой ударной вязкостью, не уступающей требованиям технических условий к основному металлу.
Положительный эффект от использования заявленного способа по сравнению с Прототипом заключается в повышении качества сварных соединений, за счет повышения ударной вязкости и в повышении производительности труда, за счет уменьшения числа проходов.
Ф о р-мула изобретения
1. Способ электронно-лучевой сварки, высокопрочных сталей, при котором сварку осуществляют не менее чем за два прохода,
отличающийся тем, что, с целью повышения качества сварных соединений и упрощения технологии сварки сталей типа ЗОХ2М2ВФМА, второй проход производят в режиме, обеспечивающем ширину шва, равную 70-80 от ширины шва первого прохода.
2. Способ поп. отличающийся тем, что второй проход осуществляют на постоянной скорости сварки, постоянной удельной мощности луча и полной мощности луча, равной 40-60% от полной мощности луча при выполнении первого прохода.
3. Способ по п. 1, о т л и ч а ю щ и и с я
тем, что второй проход ведут при постоянной полной и удельной мощности луча и со
скоростью сварки, превышающей скорость
сварки первого прохода в 1,8-2,5 раза.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ЗОНАЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1991 |
|
RU2031150C1 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
Использование: электронно-лучевая сварка высокопрочных сталей. Сущность изобретения: сварку осуществляют за два прохода и второй проход производят с шириной шва, составляющей 70-80% от ширины первого. Второй проход осуществляют при постоянной скорости-сварки, постоянной удельной мощности электронного луча, составляющей 40-60% от полной мощности основного прохода, или второй проход осуществляют при постоянной полной и удельной мощности луча со скоростью сварки, превышающей скорость первого прохода в 1,8-2,5 раза. 2 з.п. ф-лы, 4 ил, 2 табл.
П р и м е ч а н и ё. по ТУ-14-1-2847-79 ударная вязкость (KCU) должна быть не менее 9 кгсм/см2;- (остр. - острый фокус, определяется пдедварительно.
Таблица 2
В , мм
РИГ,1
Т ,° С
0.501.00 .К50 2.00 2.50 3.00 У , MM
Фиг. 2
Л
. 6
Л
л
.
Р.50 .001.50 2.00 . Г. 50 400 3.50 , Q .кВт
о
Ф:иг.З
Фи г. 4
Редактор
Составитель И.Столяров Техред М.Моргентал
в
доп.
осн.
0.7 - 0.8
Корректор Г.Кос
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
