Изобретение относится к. электронно-лучевой сварке и может быть использовано в различных областях машиностроения при сварке крупногабаритных конструкций из высокопрочных сталей.
Целью изобретения является увеличение циклической прочности сварных соединений.
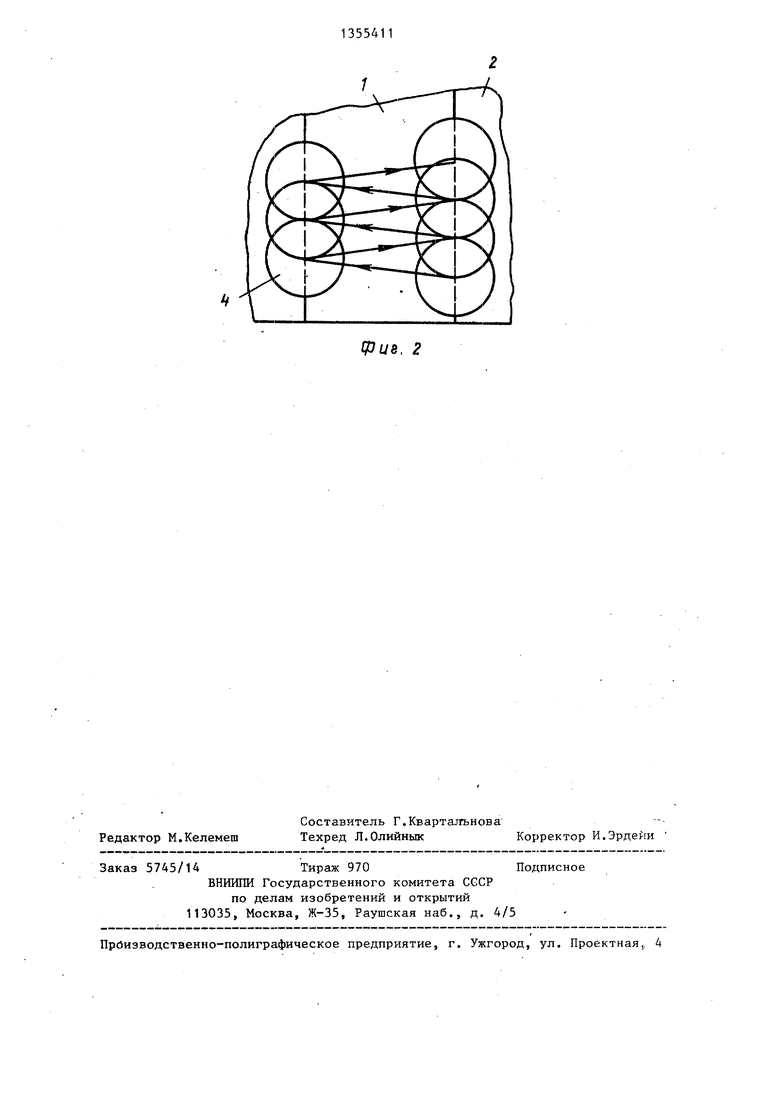
На фиг.1 показан эскиз попереч- кого сечения соединения, выполненного по предложенному способу; на фиг.2 - схема сканирования электронного луча поперек сварного шва.
Способ электронно-лучевой сварки высокопрочных сталей состоит в сквозном проплавлении стыка основным проходом, выполнении усиления шва присадочным металлом повторным проходом и оплавлении границ усиления шва колеблющимся электронным лучом последующим проходом. Основной шов 1 формируется с резким усилением валика наплавленного металла относительн о основного металла 2. Оплавление границ усиления шва формирует плавный переход 3 от шва 1 к основному металлу 2 (фиг.1). Процесс выполняют в едином технологическом цикле и на том же оборудовании, что и основной шов. Режим оплавления предусматривает снижение мощности луча на 20-40% от мощности сварки, расположение фокуса луча на 40-50 мм вьше оплавляемой поверхности, колебание луча по синусоидальному закону с амплитудой, равной ширине шва и частотой, пропорциональной скорости оплавления границ шва.
Синхронизация линейной скорости перемещения луча поперек шва со скоростью перемещения вдоль шва npot, обеспечивает возврат пятна 4 нагрева в соседнюю сварную точку с перекрытием ее на 50% (фиг.2). Б этом случа часть площади предьздущей точки находится снова под лучом и прогревается до температуры, достаточной для оплавления двух соседних точек и формирования непрерывного валика шва. Следовательно, частота поперечных колебаний (развертки) растет пропорционально продольной скорости оплавления и увеличению ширины шва„ Опыты показали, что скорость поперечного перемещения в 25 раз превьш1ает продольную. При скорости оплавления 9355411 2
24 м/ч частота сканирования должна
составлять 250-600 Гц.
Соотношение V /Ч,роА 5 представляет собой относительную величину, характеризующ:7ю область с наибольшим эффектом повьш ения работоспособности сварН(5го соединения.
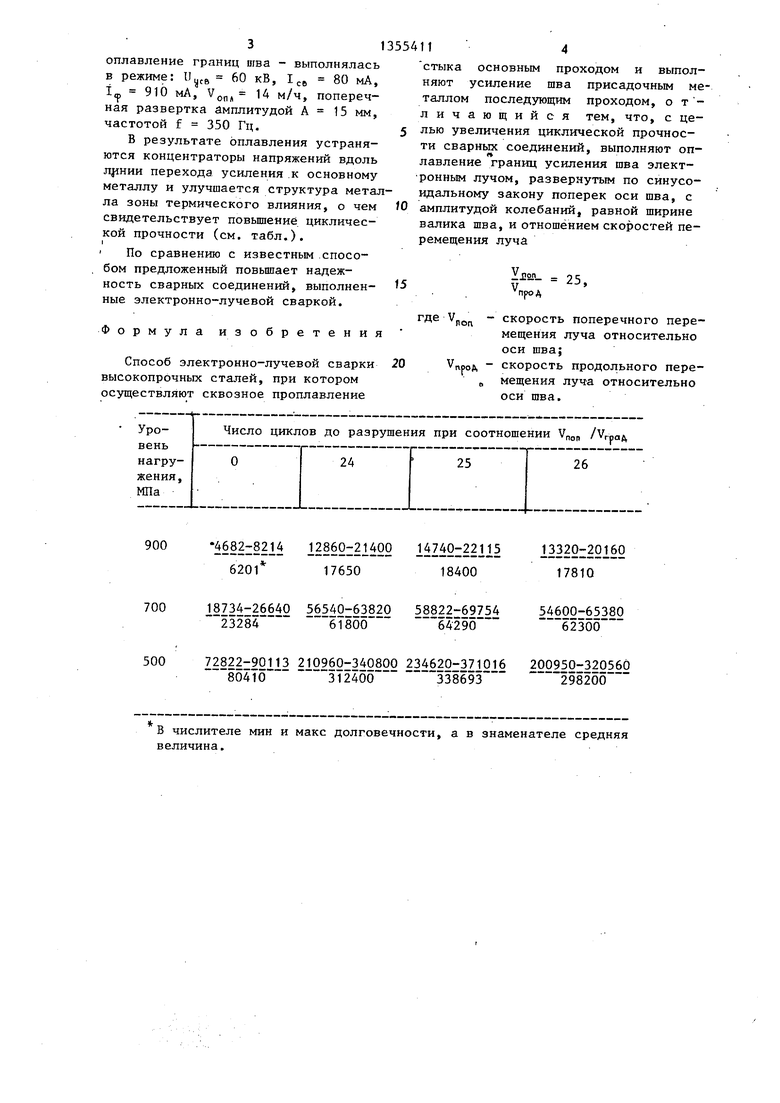
,В таблице приведены величины долговечности сварных соединений, полученные на натурньпс образцах стыков, обработанных по предложенному способу.
,0 характере изменения несущей способности можно судить только по средним величинам долговечности, полученным по результатам испытаний 4-3 об-- разцов при фиксированном напряжении. Сам процесс малоцикловых испытаний при жестком цикле накладьшает особые требования к воспроизводимости поверх- ности обработки швов и дает большой разброс данных. Четко отмечена тен- .денция резкого (в 2,5-3 раза) роста долговечности стыков вследствие оплавления по предложенному способу.
Обработка поверхностным оплавлени- ем обеспечивает плавные упрочненные участки, в которых зарождение трещины тормозится отсутствием концентраторов.
Небольшое изменение соотношения
V /V
ппп г
рад
В сторону увеличения или
5
0
5
0
5
уменьшения приводит к постепенному нарушению плавности перехода от усиления к основному металлу. При этом эффект упрочнения сохраняется, но средний уровень долговечности снижается, что видно из данных таблицы по уменьшению числа циклов до разрушения образца,
Таким образом, кривая долговечности оплавленных стыков имеет гауссовс- кий характер с максимумом в районе
V.on /VrpaA 25, Пример выполнения способа. Способ электронно-лучевой сварки высокопрочны х сталей осуществлен на крупногабаритных узлах сосудов высокого давления из стали типа 12 2Н4МД толщиной 60 мм. Стыковые швы сварены в режиме: .K 60 кВ, Т. 400 мА$ 1(р 870 мА, Vcet 9 м/ч. После основного прохода на обе поверхности стыков наносилось усиление с подачей присадочной проволоки ф 1,6 мм в режиме: U -60 кВ, Ij-e 80 мА, Т 910 мА, V,, 12 м/ч, У„,д,,р. - 40 м/ч. Окончательная операция оплавление границ шва - выполнялась в режиме: Иу 60 кВ, I 80 мА, 910 мА, Vpj,, 14 м/ч, поперечная развертка амплитудой А 15 мм, частотой f 350 Гц,
В результате оплавления устраняются концентраторы напряжений вдоль лрнии перехода усиления .к основному металлу и улучшается структура металла зоны термического влияния, о чем свидетельствует повышение циклической прочности (см. табл.). I
По сравнению с известным .способом предложенный повьшает надежность сварных соединений, выполненные электронно-лучевой сваркой.
Формула изобретения
Способ электронно-лучевой сварки 20 высокопрочных сталей, при котором осуществляют сквозное проплавление
Уро- Число циклов до разрушения при соотношении Vpop /Vrpa,
нень
нагру- О 241 2526
жения,
МПа
900 682-82|4 I2860-2UgOI474g-22|J 5Ш О-20Ш
6201 176501840017810
700 18734-26640 56540-6382058822-6975454600-65380 23284 бТ800 64290 62300
500 72822-90113 210960-340800234620-371016200950-320560 804ТО 312400338693298200
В числителе мин и макс долговечности, а в знаменателе средняя величина.
стыка основным проходом и выполняют усиление шва присадочным металлом послед5пощим проходом, о т - личающийся тем, что, с целью увеличения циклической прочности сварных соединений, выполняют оплавление границ усиления шва электронным лучом, развернутым по синусоидальному закону поперек оси шва, с амплитудой колебаний, равной ширине валика шва, и отношением скоростей перемещения луча
15
JlJion- 25 V
проА
V,
ЛОГ
про л
скорость поперечного перемещения луча относительно оси шва;
скорость продольного перемещения луча относительно оси шва.
Редактор М.Келемеш
Составитель Г.Квартальнова Техред Л.Олийнык
Заказ 5745/14Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Прбизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,, 4
Фи8. 2
Корректор И.Эрдейи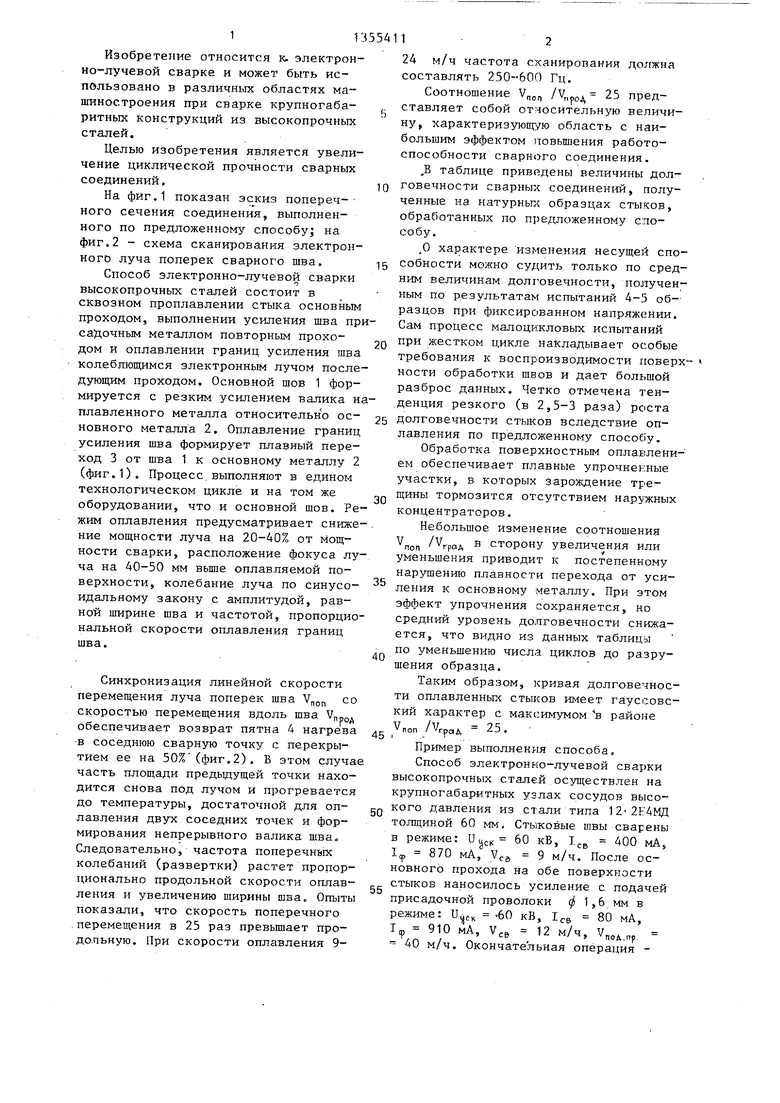
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ | 2001 |
|
RU2239531C2 |
| Способ сварки плавлением | 1989 |
|
SU1742001A1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ многослойной электронно-лучевой сварки | 2018 |
|
RU2688033C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2750229C1 |
Изобретение относится к электронно-лучевой сварке и может быть использовано в различных областях машиностроения при сварке крупногабаритных конструкций из высокопрочных сталей. Цель изобретения - увеличение циклической прочности сварных соединений. Для этого производят сквозное проплавление стыка основным проходом. Усиливают шов присадочным металлом повторным проходом. Оплавляют границы усиления шва последующим проходом. Основной шов 1 формируется с резким - усилением валика наплавленного ме- . талла относительно основного металла 2. Оплавление границ усиления шва последующим проходом формирует плавный переход 3 от шва 1 к основному металлу. В результате оплавления устраняются концентраторы напряжений вдоль линии перехода усиления к основному металлу и улучшается структура зоны термического влияния. Оплавление выполняют колеблющимся поперек оси шва электронным лучом, развернутым по синусоидальному закону с амплитудой, равной ширине шва, и частотой, пропорциональной скорости оплавления границ шва. 2 ил., 1 табл. С со ел сд фиг./
| АНАЛОГОВОЕ ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU206192A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Касаткин B.C | |||
| и др | |||
| Исследование электронно-лучевой сварки роторных сталей | |||
| - В сб.: IV Всесоюзная конференция по ЭЛС, М., 1974, с.147-156. | |||
