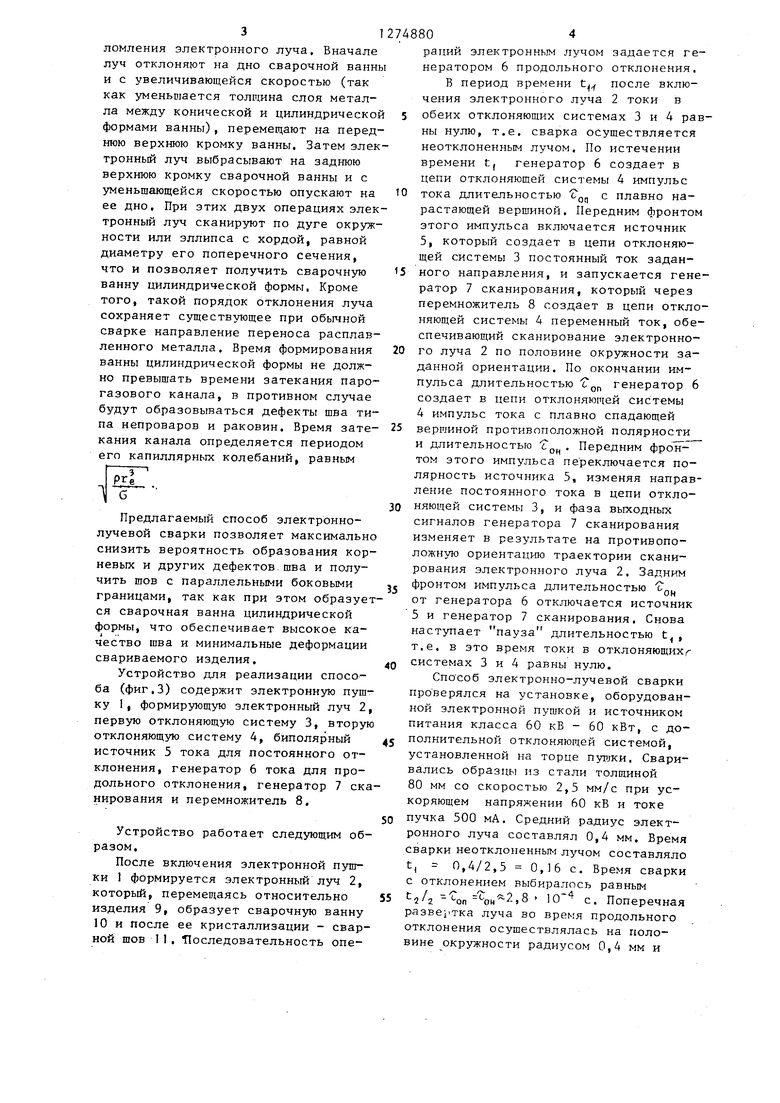
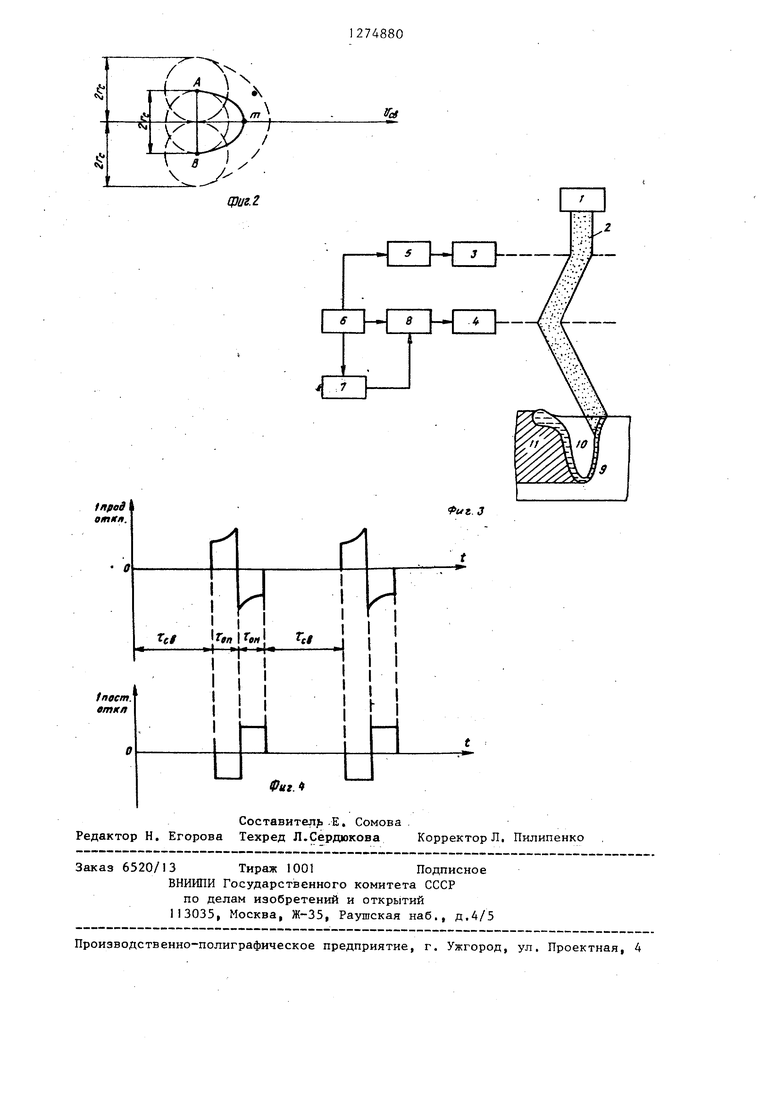
f1 Изобретение относится к технологни электронно-лучевой сварки,а имен но к способам сварки, включающим отклонение и сканирование электронного луча в зоне нагрева, особенностью которых является то,, что, выбирая траекторию сканирования луча, добиваются снижения пористости, корневых и других дефектов сварного шва. Целью изобретения является повышение качества сварки за счет полного устранения корневых дефектов. Поставленная цель достигается тем что электронно-лучевую сварку осуществляют повторяющимися цикламиJ состоящими из трех этапов. Вначале свар ку осуществляют неотклоненным электронным лучомf а затем при поочередном его отклонении - с помощью двойного преломления вперед и назад по отнощению к направлению перемеш,ения зоны сварки. Этап сварки с отклоненией электронного луча произвор;ят вначале с направлением луча на новое дно сварочной ванны и последуюприм плавным перемещением его на переднюю верхнюю кромку ванны, затем с выбросом луча на заднюю верхнюю кром ку ванны и последующим плавным перемещением его на дно ванны. Одновременно осуществляют сканирование луча по траектории, являющейся дугой окружности или эллипса и обращенной вьтуклостью в сторону отклонения луча. Время сварки неотклоненньм лучом определяют так, чтобы, перемещаясь со скоростью сварки, луч проходил расстояние, равное радиусу своего поперечного сечения на уровне свариваемых изделий, и рассчитывают из соотношения. . 1е ъ tj - время сварки неотклоненным лучом; Гр - радиус электронного луча; V(, - скорость сварки, а суммарное время отклонения в переднюю и хвостовую части ванны tg .выбирают равным или меньшим времени затекания парогазового канала в сварочной ванне и определяют из соотношения- время отклонения луча вперед;0 tpj - время отклонения луча назад;р - плотность расплавленного металла; б - поверхностное натяжение расплавленного металла, причем максимальный и минимальный углы отклонения луча от его оси в неотклоненном положении определяют соответственно из вьфажений где oL - максимальный угол отклонения луча; oi, - минимальный угол отклонения луча; h - глубина сварочной ванны; D - расстояние от последнего уровня преломления луча до дна сварочной ванны, а сканирование луча осуществляют.по траектории с поперечным размером,, равным диаметру поперечного сечения электронного луча на уровне свариваемых изделий. На фиг, 1 изображена последовательность операций способа; на фиг,2 - траектория сканирования(дополнительного перемещения луча в отклоненном положении, где АВ - хорда дуги, по которой производят сканирование. Длина хорды АВ равна Zr, AmB - дyгaj по которой производят сканирование; на фиг,3 - блок-схема предложенного устройства; на фиг,4 диаграмма изменения во времени тока в отклоняющих системах. Операции электронным лучом направлены на то, чтобы создать сварочную ванну цилиндрической формы с круговым или эллиптическим сечением с помощью расплавления той части металла, которая составляет разницу между конической и цилиндрической формами ванны с равными сечениями на верхнем уровне. Такое дополнительное расплавление можно осуществить темже электронным лучом, увеличив угол его встречи с передней или задней стенками парогазового канала в сварочной ванне по сравнению с предыдущим равновесным состоянием. Увеличить указанный угол встречи можно только с помощью двойного преломления электронного луча. Вначале луч отклоняют на дно сварочной ванны и с увеличивающейся скоростью (так как уменьс1ается толщина слоя металла между конической и цилиндрической формами ванны), перемещают на переднюю верхнюю кромку ванны. Затем элек тронный луч выбрасывают на заднюю верхнюю кромку сварочной ванны и с уменьшающейся скоростью опускают на ее дно. При этих двух операциях элек тронный луч сканируют по дуге окружности или эллипса с хордой, равной диаметру его поперечного сечения, что и позволяет получить сварочную ванну цилиндрической формы, Кроме того, такой порядок отклонения луча сохраняет существующее при обычной сварке направление переноса расплавленного металла. Время формирования ванны цилиндрической формы не должно превышать времени затекания парогазового канала, в противном случае будут образовываться дефекты шва типа непроваров и раковин. Время затекания канала определяется периодом его капиллярных колебаний, равным Предлагаемый способ электроннолучевой сварки позволяет максимально снизить вероятность образования корневых и других дефектов шва и получить шов с параллельными боковыми границами, так как при этом образует ся сварочная ванна цилиндрической формы, что обеспечивает высокое качество шва и минимальные деформации свариваемого изделия. Устройство для реализации способа (фиг,3) содержит электронную пушку I, формирующую электронный луч 2, первую отклоняющую систему 3, вторую отклоняющую систему 4, биполярный источник 5 тока для постоянного отклонения, генератор 6 тока для продольного отклонения, генератор 7 ска нирования и перемножитель 8, Устройство работает следующим образом. После включения электронной пушки 1 формируется электронный луч 2, который, перемещаясь относительно изделия 9, образует сварочную ванну 10 и после ее кристаллизации - сварной шов 11, Последовательность операций электронным лучом задается генератором 6 продольного отклонения. В период времени t после включения электронного луча 2 токи в обеих отклоняющих системах 3 и 4 равны нулю, т,е, сварка осуществляется неотклоненным лучом. По истечении времени t, генератор 6 создает в цепи отклоняющей системы 4 импульс тока длительностью о с плавно нарастающей вершиной. Передним фронтом этого импульса включается источник 5, который создает в цепи отклоняющей системы 3 постоянный ток заданного направления, и запускается генератор 7 сканирования, который через перемножитель 8 создает в цепи отклоняющей системы 4 переменный ток, обеспечивающий сканирование электронного луча 2 по половине окружности заданной ориентации. По окончании импульса длительностью Г, генератор 6 создает в цепи отклоняющей системы 4импульс тока с плавно спадающей вершиной противоположной полярности и длительностью с , Передним этого импульса переключается полярность источника 5, изменяя направление постоянного тока в цепи отклоняющей системы 3, и фаза выходных сигналов генератора 7 сканирования изменяет в результате на противоположную ориентацию траектории сканирования электронного луча 2, Задним фронтом импульса длительностью от генератора 6 отключается источник 5и генератор 7 сканирования. Снова наступает пауза длительностью t, т.е, в это время токи в отклоняющихг системах 3 и 4 равны нулю, Способ электронно-лучевой сварки проверялся на установке, оборудованной электронной пушкой и источником питания класса 60 кВ - 60 кВт, с дополнительной отклоняющей системой, установленной на торце пушки. Сваривались образцы из стали толщиной 80 мм со скоростью 2,5 мм/с при ускоряющем напряжении 60 кВ и токе пучка 500 мА. Средний радиус электронного луча составлял 0,4 мм. Бремя сварки неотклоненньгм лучом составляло t, - 0,4/2,,6с. Время сварки с отклонением выбиралось равным 2/2 -Чтн.З с. Поперечная разве тка луча во время продольного отклонения осуществлялась на половине окружности радиусом 0,4 мм и частотой 20 кГц. Расстояние от пос- : леднего уровня преломления луча до корня проплавления составляло 220 мм, а глубина проплавления 70 мм. Максимальный и минимальный углы продольного отклонения пучка соответственно были равны: 2 0,4 220 0,96°; 0 arctg 70(220-70) 2 . 0,4 oi arctg 70 Исследования методом поперечных шлифов показали, что при сварке предлагаемым способом формируется шов с параллельными боковыми границами и круглым корнем. Нестабильность глубины шва, выполненного по предлагаемому способу, была в 2,5 раза меньше, чем по известному и в 12 раз меньше, чем при сварке неотклоненным лучом, Трещин имеющих место при сварке неотклоненным лучом, и раковин в возникающих при сварке по известному способу, в шве, вьшолненном по предлагаемому способу, не обнаружено. Формула изобретения Способ электронно-лучевой сварки, при котором в процессе перемещения луча в направлении сварки осуществляют колебания луча вдоль сварочной ванны путем его отклонения от вертикали с помощью двойного преломления, отличающийся тем, что, с целью повьотения качества сварки за счет устранения корневых дефектов, колебание луча осуществляют в следующей последовательности: перемещают неотклоненный луч в течение времени голо :arc посл в хв и за ния нах нии по пук ран эле емы вре сос где , затем отклоняю-г луч в ную часть ванны на угол о, 2г g -- и ускоренно увеличивают отклонения до oi arctg t е чего луч мгновенно отклоняют остовую часть ванны на угол siy медленно уменьшают угол отклонедо величины od, ; кроме того, при ждении луча в отклоненном состояосуществляют сканирование луча раектории дуги, обращенной остью 3 сторону отклонения и огченной хордой, равной диаметру тронного луча на уровне свариваизделий, при этом суммарное я нахождения луча в отклоненном оянии t, время перемещения неотклоненного луча; суммарное время нахождения луча в отклоненном состоянии;средний радиус электронного луча; плотность расплавленного металла; -поверхностное натяжение расплавленного металла; -расстояние от последнего уровня преломления луча до дна сварочной ванны; -глубина сварочной ванны; -скорость сварки.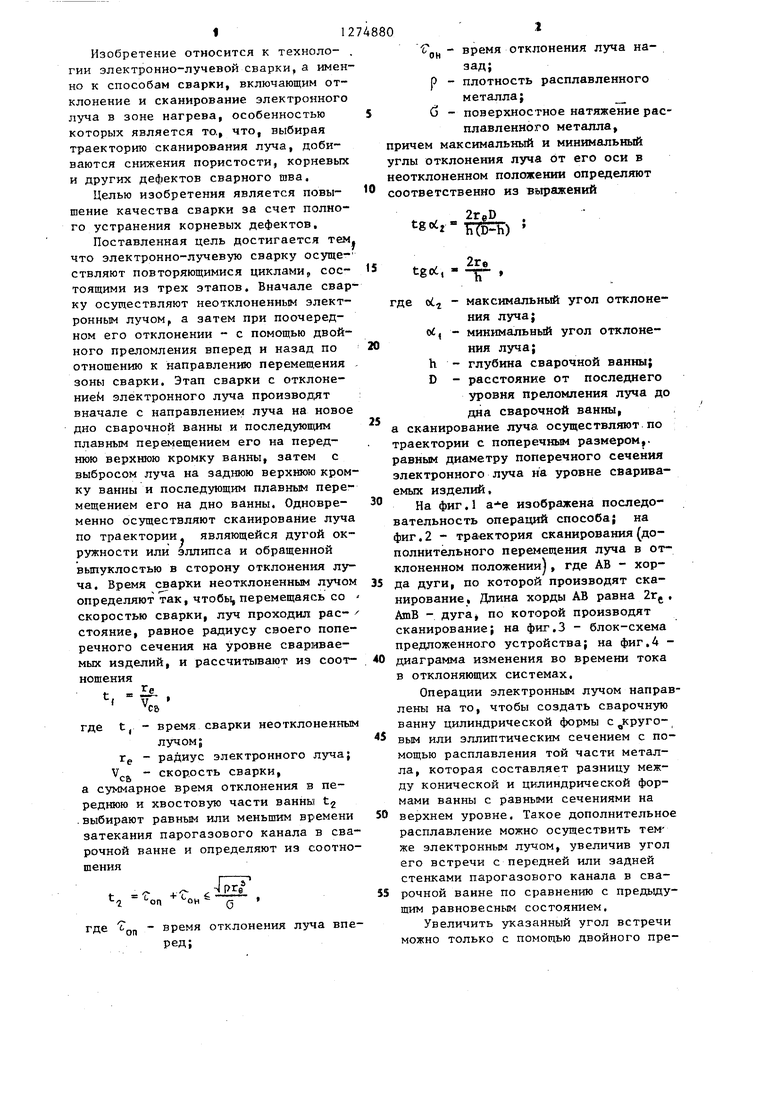

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1985 |
|
SU1286373A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ электронно-лучевой сварки | 1986 |
|
SU1323298A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| Способ совмещения электронного луча с плоскостью стыка | 1990 |
|
SU1761410A1 |
Изобретение относится к области электронно-лучевой сварки, а именно к процессу сварки с отклонением и сканированием электронного луча. С целью исклкгаення корневых дефектов шва злектро1шый луч с помоцыо двойного преломления в течение заданно; го времени отклоняют от дна свароч с ной ванны по передней стенке к верх ней кромке. Затем его перебрасывают ;на верхшмо заднюю кромку и спускают до дна ванны. 4 ил. (Л С
Inftod отяя.
| Halae А., Imardz S | |||
| ({uaei tandem electron beam Welding (QTEB)Tn;,,3rd International Cotloguium on Welding and Melting by electrons and laser beams; Lyon 5-9 Septoabre, 1983 | |||
| tomej, 603-609. |
