Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и им подобных изделий.
Известен инструмент для объемной штамповки чаши-полуфабриката колеса транспортного средства, содержащий матрицу и смонтированные с возможностью перемещения вдоль нее верхний пуансон с рельефной частью и нижний выталкиватель (Патент РФ №2063838, публ. 1993 г.).
Недостатком этого инструмента является необходимость применения при изготовлении полуфабрикатов различных по размерам колес сложного дорогостоящего набора элементов штампа либо, существенно изменяя размеры полуфабриката для увеличения универсальности, значительно увеличивать металлоемкость заготовки, что также удорожает производство.
Известен инструмент для горячей объемной штамповки чаши-полуфабриката колеса транспортного средства, содержащий матрицу и смонтированные с возможностью перемещения вдоль нее: сверху пуансон и снизу выталкиватель с фасонной частью (Патент РФ №2135320, публ. 1999 г. - прототип).
Недостатком этого инструмента является то, что при производстве колес малыми партиями для каждого типоразмера готовых изделий требуется наличие своего комплекта штамповой оснастки,
Наибольшее значение этот недостаток приобретает при изготовлении колес спортивных автомобилей, существенно удорожая их.
Предлагается инструмент для горячей объемной штамповки чаши-полуфабриката колеса транспортного средства, содержащий матрицу и смонтированные с возможностью перемещения вдоль нее: сверху пуансон и снизу выталкиватель с фасонной частью.
Инструмент снабжен узлом ступенчатого регулирования толщины дна и высоты чаши, выполненным в виде устройств изменения длины пуансона и глубины матрицы, а также смонтированной на верхней части пуансона охватывающий обоймой со сквозным ступенчатым отверстием, при этом в верхней части матрицы выполнено гнездо с диаметральными размерами, соответствующими наружному диаметру упомянутой обоймы. Устройство изменения глубины матрицы выполнено в виде плоского кольца, размещаемого под фасонной частью выталкивателя. Устройство изменения длины пуансона выполнено в виде плоской круглой прокладки, устанавливаемой внутри упомянутой обоймы сверху пуансона, при этом на пуансоне в его верхней части выполнена ступень большего диаметра, соответствующая диаметральным размерам большей по диаметру ступени отверстия обоймы. Упомянутая прокладка может быть выполнена в виде кольца с одинаковыми с упомянутым ранее кольцом диаметральными размерами.
Инструмент может быть снабжен трубчатой проставкой, размещаемой в отверстии упомянутой обоймы с охватом пуансона под его ступенью большего диаметра.
Предлагаемый инструмент отличается от прототипа тем, что он снабжен узлом ступенчатого регулирования толщины дна и высоты чаши, выполненным в виде устройств изменения длины пуансона и глубины матрицы, а также смонтированной на верхней части пуансона охватывающей обоймой со сквозным ступенчатым отверстием, при этом в верхней части матрицы выполнено гнездо с диаметральными размерами, соответствующими наружному диаметру упомянутой обоймы, устройство изменения глубины матрицы выполнено в виде плоского кольца, размещаемого под фасонной частью выталкивателя, а устройство изменения длины пуансона выполнено в виде плоской круглой прокладки, устанавливаемой внутри упомянутой обоймы сверху пуансона, при этом на пуансоне в его верхней части выполнена ступень большего диаметра, соответствующая диаметральным размерам большей по диаметру ступени отверстия обоймы. Инструмент может отличаться тем, что упомянутая прокладка выполнена в виде кольца с одинаковыми с упомянутым ранее кольцом диаметральными размерами, а также тем, что он снабжен трубчатой проставкой, размещаемой в отверстии упомянутой обоймы с охватом пуансона под его ступенью большего диаметра.
Технический результат - получение полуфабрикатов колес с различными комбинациями ширины и толщины дна в одном инструменте.
Упомянутые прокладка и кольцо могут быть взаимозаменяемыми. Различная высота этих деталей, а также их вариабельность в наборе позволяют расширять число комбинаций размеров и форм полуфабрикатов колес.
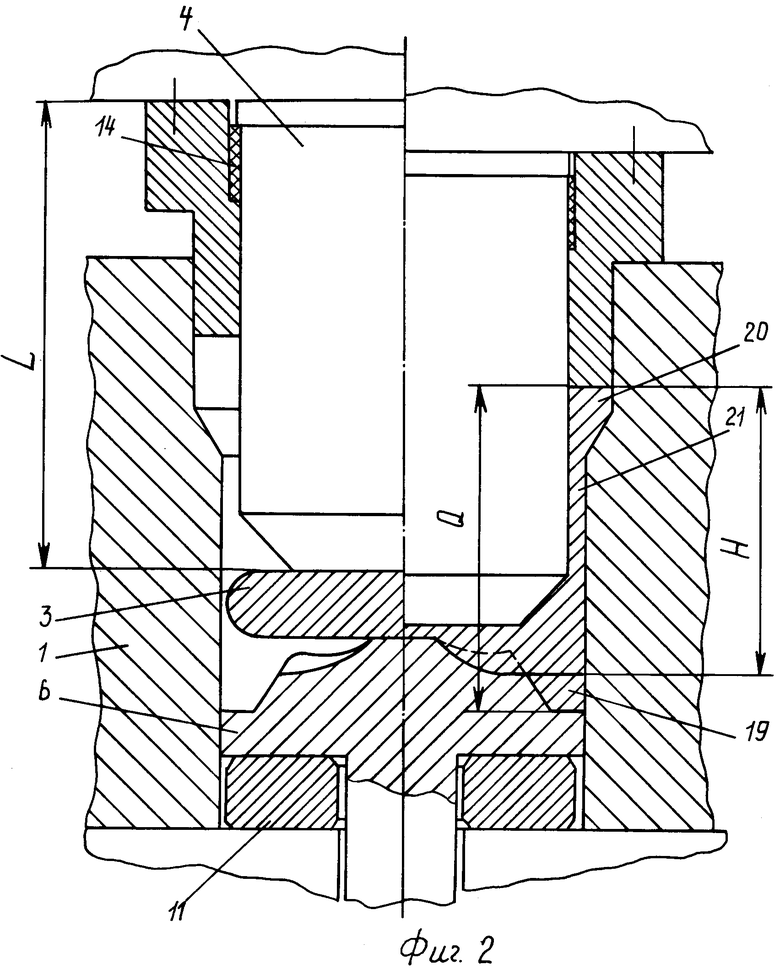
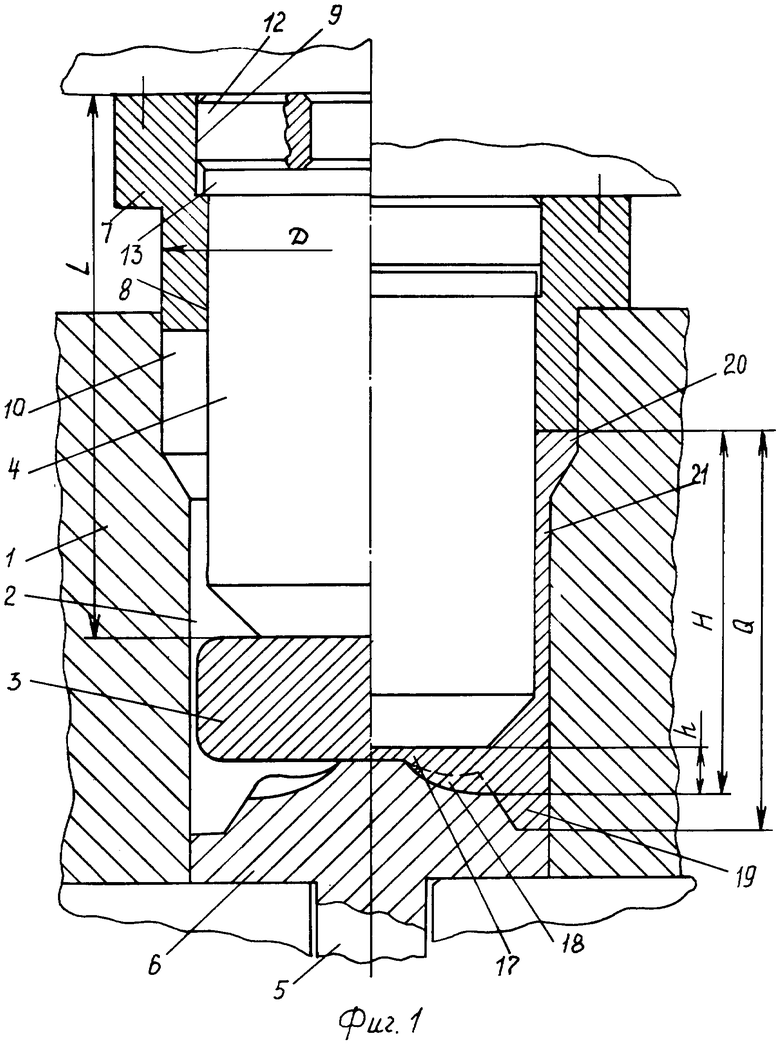
Сущность изобретения поясняется чертежами, где слева показано положение частей инструмента в момент начала штамповки, справа - в момент окончания формообразования полуфабриката.
На фиг.1 - инструмент с максимальной глубиной матрицы и пуансоном максимальной длины;
На фиг.2 - инструмент с минимальной глубиной матрицы и пуансоном минимальной длины о трубчатой проставкой;
На фиг.3 - то же, без трубчатой проставки.
Инструмент состоит из матрицы 1 со сквозным отверстием 2 для размещения в нем заготовки 3, а также смонтированных с возможностью перемещения вдоль матрицы: сверху пуансона 4 и снизу выталкивателя 5 с фасонной частью 6.
На верхней части пуансона смонтирована охватывающая обойма 7 со сквозным отверстием, имеющим ступени 8 и 9, соответственно меньшего и большего диаметров. В верхней части матрицы выполнено гнездо 10, являющееся ступенью большего диаметра сквозного отверстия 2. Наружный диаметр Д охватывающей обоймы 7 и диаметр гнезда 10 матрицы соответствуют друг другу. Устройство изменения глубины Q матрицы выполнено виде плоского кольца 11, размещаемого под фасонной частью 6 выталкивателя 5.
Устройство изменения длины L пуансона выполнено в виде плоской круглой прокладки 12, устанавливаемой в ступени 9 обоймы 7 над пуансоном 4. Прокладка 12 может быть выполнена в виде кольца, с одинаковыми с кольцом 11 диаметральными размерами, обеспечивающими возможность обмена местами деталей 11 и 12. На пуансоне 4 в его верхней части выполнена ступень большего диаметра 13, соответствующая диаметральным размерам ступени 9 отверстия обоймы 7. Для фиксации положения обоймы 7 относительно пуансона 4 вдоль его оси инструмент может быть снабжен трубчатой проставкой 14, размещаемой в ступени 9 отверстия обоймы 7 с охватом пуансона 4 под его ступенью 13. В варианте исполнения инструмента без упомянутой проставки 14 взаимное положение деталей 4 и 7 не фиксируется, то есть инструмент - с "плавающим" пуансоном.
Устройство изменения длины L пуансона и устройство изменения глубины Q матрицы образуют узел ступенчатого регулирования толщины h дна и высоты Н чаши.
При смыкании частей инструмента до упора бурта 15 обоймы 7 в площадку 16 матрицы 1 происходит формирование чаши-полуфабриката колеса с дном 17, имеющим рельеф 18, соответствующий фасонной части 6 выталкивателя 5, а также кольцевой выступ 19. Диаметральные размеры гнезда 10 определяют диаметр фланца 20 на cтенке 21 чаши.
Если увеличить (уменьшить) длину L пуансон и уменьшить (увеличить) на ту же величину глубину Q матрицу, то увеличится (уменьшится) высота Н чаши при сохранении толщины h дна постоянной. Для изменения толщины h дна это условие не соблюдается.
Предложение в рамках тенденции "гибкого" производства позволяет существенно снизить издержки при штамповке колес транспортных средств малыми партиями, так как в одном инструменте обеспечиватся производство полуфабрикатов в большом диапазоне размеров. Это особенно значимо при изготовлении колес спортивных автомобилей из дорогостоящих алюлиниевых и магниевых сплавов.
Два фактора улучшают экономические показатели производства колес. Во-первых, возможно без увеличения номенклатуры штамповой оснастки обеспечить весьма точное приближение размеров полуфабриката к расчетные для конкретного колеса. Следовательно, существенная экономия обеспечивается за счет рационального расходования материала заготовок.
Во вторых, существенно дешевле становится сам инструмент. Экономится материал, используемый для изготовления элементов штамповой оснастки, снижаются затраты на его изготовление, хранение и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2277993C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2278762C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2250150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2274508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2239512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2257280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2241568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2239513C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ЧАШ | 2013 |
|
RU2579839C2 |

Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и подобных им изделий. Инструмент содержит матрицу, пуансон, выталкиватель с фасонной частью и узел ступенчатого регулирования толщины дна и высоты чаши. Указанный узел выполнен в виде устройств изменения длины пуансона и глубины матрицы. На верхней части пуансона смонтирована охватывающая обойма со сквозным ступенчатым отверстием. В верхней части матрицы предусмотрено гнездо с диаметральными размерами, соответствующими наружному диаметру обоймы. Устройство изменения глубины матрицы представляет собой плоское кольцо, размещенное под фасонной частью выталкивателя. Устройство изменения длины пуансона выполнено в виде плоской круглой прокладки, размещенной внутри обоймы сверху пуансона. На пуансоне в его верхней части выполнена ступень большего диаметра, соответствующая диаметральным размерам большей по диаметру ступени отверстия обоймы. В результате обеспечивается возможность получения с помощью одного инструмента полуфабрикатов колес с различными комбинациями ширины и толщины. 2 з.п. ф-лы, 3 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1999 |
|
RU2173600C2 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| DE 10003791 А1, 09.08.2001 | |||
| US 4294101 А, 13.10.1981. | |||

