Изобретение относится к области медицинской техники, связанной с разработкой и применением ультразвуковых аппаратов для пластических хирургических операций, а именно к способам, предназначенным для управления процессом пластической хирургии, осуществляемым с применением ультразвуковых колебаний высокой интенсивности, и может быть использовано для создания современной материально-технической базы пластической хирургии.
Ультразвуковой аппарат для проведения ультразвуковой липосакции включает в себя генератор ультразвуковых колебаний и пьезоэлектрическую ультразвуковую колебательную систему со сменными ультразвуковыми хирургическими инструментами различной длины и различного функционального назначения (с различными по форме излучающей поверхности рабочими окончаниями).
Основными требованиями, предъявляемыми к ультразвуковым аппаратам для липосакции, являются:
- необходимость обеспечения работы электронного генератора на механической резонансной частоте ультразвуковой колебательной системы с ультразвуковым хирургическим инструментом при всех возможных изменениях параметров колебательной системы и обрабатываемой среды;
- возможность измерения и корректировки амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента в соответствии с изменениями параметров обрабатываемых сред и самой колебательной системы.
Таким образом [1,2], управление процессом ультразвуковой липосакции заключается в непрерывном измерении и корректировке амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента и собственной резонансной частоты ультразвуковой колебательной системы с хирургическим инструментом, в соответствии с изменяющейся в процессе проведения липосакции акустической нагрузкой.
Необходимость управления процессом ультразвуковой липосакции объясняется следующими причинами.
1. В процессе ультразвукового воздействия на подкожно-жировую ткань пациента происходит изменение собственной резонансной частоты ультразвуковой колебательной системы, вызванное следующими причинами:
- изменением акустического волнового сопротивления зоны ультразвуковой обработки, происходящим под воздействием ультразвукового поля (формированием перед излучающей поверхностью зоны парогазовых кавитационных пузырьков);
- изменяющейся величиной усилий сопротивления, оказываемых тканями пациента на излучающую поверхность рабочего окончания хирургического инструмента в процессе его перемещения хирургом;
- разогрева хирургического инструмента в процессе работы вследствие механического трения в материале, из которого изготовлены ультразвуковые хирургические инструменты.
При изменении резонансной частоты колебательной системы происходит резкое снижение амплитуды механических колебаний излучающей поверхности рабочего окончания хирургического инструмента, что снижает степень деструкции жировых тканей пациента.
2. Амплитуда колебаний излучающей поверхности рабочего окончания хирургического инструмента является определяющим параметром аппаратов, предназначенных для проведения операций ультразвуковой липосакции. Обусловлено это тем, что при малых амплитудах не происходит эмульгирования жировых тканей, а при чрезмерных амплитудах возможен ожог или повреждение внутренних органов пациента. Следовательно, необходимо непрерывно измерять амплитуду механических колебаний излучающей поверхности рабочего окончания хирургического инструмента и корректировать ее, поддерживая на уровне, заданном хирургом на текущей стадии операции (например, менее 80-90 мкм при проведении операции на шее, 100-120 мкм при операции на животе, 150 мкм и более при операции на бедре, максимальное значение амплитуды при эмульгировании и меньшее при выглаживании поверхности и т.д.) [1].
Кроме того, в процессе проведения операции на одном участке тела необходимо поддерживать амплитуду колебаний излучающей поверхности рабочего окончания хирургического инструмента в указанных пределах, устраняя изменения, обусловленные следующими причинами:
- изменением акустического волнового сопротивления зоны ультразвуковой обработки, вызванного воздействием ультразвукового поля;
- изменяющейся величиной усилий сопротивления, оказываемого тканями пациента на излучающую поверхность рабочего окончания хирургического инструмента в процессе его перемещения хирургом (изменением добротности колебательной системы);
- рассогласованием рабочих частот электронного генератора и резонансной частоты ультразвуковой колебательной системы.
3. Кроме того, проблема управления процессом УЗ липосакции осложняется тем, что присоединение к преобразователю различных по длине ультразвуковых хирургических инструментов, и ультразвуковых хирургических инструментов одной длины, с различными по форме излучающей поверхности рабочими окончаниями, приводит к изменению механической добротности колебательной системы в целом, что также влияет на амплитуду механических колебаний рабочего окончания хирургического инструмента.
Таким образом, существует множество факторов, влияющих на протекание процесса липосакции, что обосновывает необходимость управления процессом ультразвуковой липосакции.
Наибольшее распространение в мировой практике проведения операций пластической хирургии получил способ управления процессом ультразвуковой липосакции [3], принятый за прототип и используемый при проведении операций с помощью ультразвукового аппарата фирмы "MENTOR".
Известный способ управления процессом ультразвуковой липосакции осуществляется путем непрерывного измерения в процессе проведения липосакции амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента по величине амплитуды тока и собственной резонансной частоты ультразвуковой колебательной системы с хирургическим инструментом, сравнения амплитуды тока посредством схемы сравнения с амплитудой тока, задаваемой с управляющего блока, и корректировки амплитуды электрического напряжения и частоты, прикладываемых к преобразователю колебательной системы.
Корректировку амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента по способу [3] осуществляют путем изменения амплитуды низковольтного синусоидального электрического сигнала, поступающего на усилитель мощности. В качестве параметра (критерия), несущего информацию об амплитуде механических колебаний излучающей поверхности рабочего окончания хирургического инструмента, использована амплитуда электрического тока, протекающего через пьезоэлектрический преобразователь колебательной системы. Поэтому, корректировка амплитуды колебаний рабочего окончания хирургического инструмента осуществляется за счет изменения амплитуды электрического тока, протекающего через пьезопреобразователь колебательной системы. Электрический сигнал, величина которого соответствует амплитуде тока, протекающего через пьезопреобразователь, выделяется и поступает на один из входов устройства сравнения, на второй вход которого поступает сигнал уставки (амплитуды колебаний, необходимой и достаточной для осуществления операции), задаваемой хирургом. В результате непрерывного осуществления операции сравнения, в зависимости от разности сигнала уставки и сигнала, определяющего текущую амплитуду механических колебаний рабочего окончания, управляющим блоком вырабатывается сигнал, обеспечивающий корректировку амплитуды синусоидального низковольтного сигнала, поступающего на усилитель мощности.
Для изменения, в соответствии с изменениями собственной резонансной частоты колебательной системы, частоты электрического напряжения, вырабатываемого электронным генератором для питания преобразователя колебательной системы, используется автоматическая подстройки частоты (АПЧ). В качестве параметра (критерия) настройки электронного генератора на резонансную частоту колебательной системы использовано равенство нулю фазы между электрическим напряжением на пьезопреобразователе и электрическим током, протекающим через пьезопреобразователь.
Рассмотренный способ управления по [3] позволяет осуществлять управление процессом ультразвуковой липосакции, однако он имеет следующие недостатки:
1. При использовании способа управления, принятого за прототип, реализуются режимы, при которых частота электронного генератора и резонансная частота колебательной системы не совпадают, что приводит к снижению амплитуды механических колебаний излучающей поверхности рабочего окончания хирургического инструмента, необходимости повышения ее системами стабилизации амплитуды, что, как следствие, ведет к чрезмерному разогреву рабочего инструмента. Эти режимы работы реализуются на самых ответственных этапах проведения операции: при введении УЗ колебаний с малыми амплитудами (при окончательном выглаживании внутренней поверхности кожи) и при максимальных акустических нагрузках (режим разрушения жировой клетчатки).
Недостаток обусловлен используемым в известном способе критерием изменения частоты электронного генератора в соответствии с изменениями собственной частоты колебательной системы. Физический смысл недостатка заключается в том, что фазочастотная характеристика тока, протекающего через пьезопреобразователь, не совпадает с фазочастотной характеристикой амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента.
Система автоматической подстройки частоты при реализации способа, принятого за прототип, устанавливает режим работы, при котором обеспечивается равенство нулю фазы между током, протекающим через пьезопреобразователь, и напряжением на нем. Это не обеспечивает максимального значения амплитуды механических колебаний, поскольку равенство нулю фазы между током, протекающим через пьезопреобразователь, и напряжением на нем, не соответствует максимальному значению амплитуды тока, протекающего через пьезопреобразователь колебательной системы.
Для компенсации несовпадения точки максимального значения амплитуды колебаний на АЧХ преобразователя с точкой, соответствующей нулю на ФЧХ амплитуды тока, протекающего через преобразователь, в устройство, реализующее рассматриваемый способ управления, введена возможность ручной задержки электрического сигнала прямоугольной формы, частота и фаза которого равны частоте и фазе тока, протекающего по преобразователю.
Однако сдвиг ФЧХ тока, протекающего через преобразователь, не является величиной постоянной и зависит от изменения электрической емкости пьезокерамических элементов преобразователя в результате изменения их температуры в процессе работы и от величины акустической нагрузки, которая изменяется в процессе ультразвукового воздействия.
Следовательно, введение искусственных задержек сигнала, который несет информацию о частоте и фазе тока, протекающего через пьезоэлементы преобразователя, не является достаточным условием, обеспечивающим работу ультразвукового генератора на резонансной частоте преобразователя.
2. Недостаток прототипа, связанный с неправильным процессом измерения и корректировки амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента, обусловлен тем, что измерение этой амплитуды осуществляется путем ее косвенной оценки по амплитуде тока, протекающего через пьезоэлектрические элементы преобразователя. При этом собственная электрическая емкость пьезокерамических элементов оказывает влияние на точность измерения амплитуды механических колебаний. Кроме того, из-за изменения температуры пьезокерамических элементов изменяется их электрическая емкость, что вносит дополнительную погрешность при измерении амплитуды механических колебаний.
Прямо пропорциональная зависимость амплитуды тока, протекающего через колебательную систему, от амплитуды излучающей поверхности рабочего окончания хирургического инструмента имеет место только при совпадении частоты электронного генератора с резонансной частотой колебательной системы [11]. При условии рассогласования по частоте электронного генератора и колебательной системы амплитуда механических колебаний резко уменьшается, и система корректировки амплитуды стремится увеличить напряжение, прикладываемое к преобразователю, а следовательно, и амплитуду механических колебаний рабочего окончания хирургического инструмента до заданного хирургом уровня. Однако в несогласованном по частоте режиме этот ток определяется током, протекающем через собственную емкость пьезоэлементов, а не током, протекающем по механической ветви колебательной системы. Следовательно, неточная настройка электронного генератора на резонансную частоту колебательной системы вносит дополнительную погрешность при измерении амплитуды механических колебаний путем измерения амплитуды тока, протекающего по пьезокерамическим элементам преобразователя.
3. Присоединение различных (по длине и форме излучающей поверхности рабочего окончания) ультразвуковых хирургических инструментов к преобразователю колебательной системы приводит к изменению коэффициента электромеханического преобразования в целом [6]. Следовательно, одному и тому же значению электрического тока, протекающего через пьезопреобразователь при различных хирургических инструментах, соответствуют различные амплитуды колебаний рабочих окончаний. В способе, принятом за прототип, это не учитывается.
Таким образом, выявленные недостатки снижают эффективность известного способа управления процессом ультразвуковой липосакции [3], обуславливают снижение качества и производительности операции ультразвуковой липосакции, а в некоторых случаях делают ее опасной для жизни пациентов.
Предлагаемое техническое решение направлено на устранение недостатков существующих способов и создание способа управления процессом ультразвуковой липосакции, способного обеспечить повышение эффективности ультразвукового воздействия, повышение качества и производительности операций липосакции, исключить опасность ожогов для пациентов. Кроме того, практическая реализация нового способа управления процессом ультразвуковой липосакции способна обеспечить повышение привлекательности операции и снижение ее стоимости.
Предлагаемое изобретение заключается в том, что в известном способе управления процессом ультразвуковой липосакции, осуществляемом путем непрерывного измерения, в процессе проведения липосакции, амплитуды колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента по величине амплитуды тока и собственной резонансной частоты ультразвуковой колебательной системы с хирургическим инструментом, сравнения амплитуды тока посредством схемы сравнения с амплитудой тока, задаваемой с управляющего блока и корректировки амплитуды электрического напряжения и частоты, прикладываемых к преобразователю колебательной системы, измерение амплитуды колебаний излучающей поверхности рабочего окончания хирургического инструмента осуществляют по величине амплитуды тока, являющегося разностью между током, протекающим через преобразователь колебательной системы, и реактивной емкостной составляющей этого тока, измеренную амплитуду колебаний сравнивают с заданной амплитудой колебаний, из числа заранее откалиброванных ультразвуковых хирургических инструментов в памяти управляющего блока ультразвукового задающего генератора, и при их неравенстве изменяют амплитуду электрического напряжения с возможностью уменьшения разности сравниваемых амплитуд колебаний до нулевого значения, а по изменению фазы между током, являющимся разностью токов, протекающего через преобразователь колебательной системы и реактивной емкостной составляющей этого тока, и электрическим напряжением, прикладываемым к преобразователю колебательной системы, судят о собственной резонансной частоте колебательной системы, при этом при неравенстве нулю фазы между ними изменяют частоту электрического напряжения на ультразвуковом задающем генераторе, с возможностью уменьшения разности фаз сигналов электрического напряжения на задающем генераторе и преобразователе колебательной системы до нулевого значения.
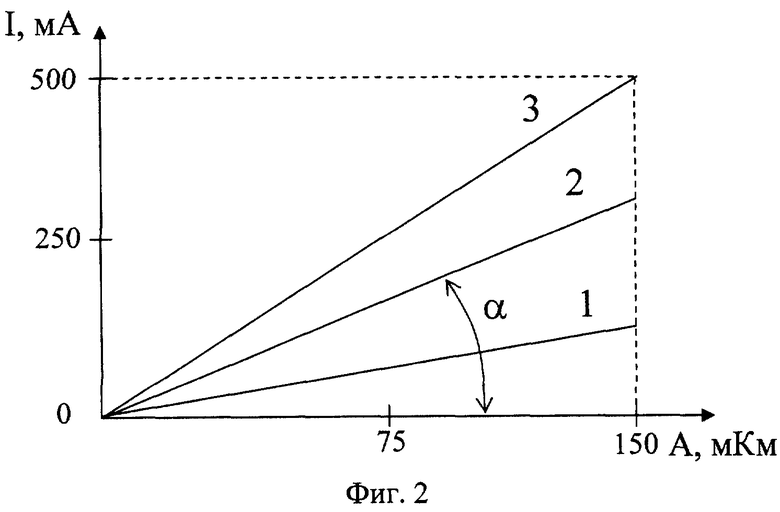
Суть предлагаемого технического решения заключается в том, что при управлении процессом ультразвуковой липосакции, для точной настройки на резонансную частоту колебательной системы с ультразвуковым хирургическим инструментом, используется критерий равенства фазы между электрическим напряжением на пьезопреобразователе и током в ветви, образованной последовательно включенными (см. фиг.1) Lм, См, Rм (т.е. механической ветви колебательной системы), так как ФЧХ тока в ветви Lм, См, Rм соответствует ФЧХ амплитуды колебаний рабочего окончания хирургического инструмента и свободна от влияния изменяющейся емкости пьезокерамических элементов Ск и величины акустической нагрузки Rм.
При управлении процессом ультразвуковой липосакции для измерения амплитуды механических колебаний излучающей поверхности рабочего окончания хирургического инструмента используется ее линейная зависимость от величины тока, протекающего через ветвь Lм, См, Rм. Причем, при работе с разными (по длине и форме излучающей поверхности рабочего окончания) хирургическими инструментами учитываются различные коэффициенты электромеханического преобразования, которые заранее определяются для колебательной системы с различными инструментами, хранятся в памяти ультразвукового генератора и при выборе того или иного инструмента используются при измерении реальной амплитуды колебаний.
Практическая реализация предложенного способа управления процессом ультразвуковой липосакции осуществляется следующим образом.
Выделение амплитуды тока, протекающего через ветвь Lм, См, Rм, и исключение влияния электрической емкости пьезокерамических элементов на работу системы ФАПЧ осуществляется устройством с дифференциальным усилителем, при помощи которого можно выделить электрический сигнал, ФЧХ которого соответствует ФЧХ тока в механической ветви Lм, См, Rм.
На фиг.1 представлена принципиальная электрическая схема устройства выделения тока в механической ветви Lм, См, Rм с возможностью компенсации изменения собственной электрической емкости пьезоэлементов Ск, поясняющая практическую реализацию предложенного технического решения.
При равенстве параметров токовых трансформаторов TR1 и TR2, емкостей Сд и Ск, коэффициентов усиления усилителей К1 и К2 на выходе дифференциального усилителя U появляется электрическое напряжение, фазочастотная характеристика которого совпадает с фазочастотной характеристикой тока, протекающего через ветвь Lм, См, Rм, с амплитудой, прямо пропорциональной амплитуде тока, протекающего по ветви Lм, См, Rм. Сигнал на выходе дифференциального усилителя равен:
U=К2КT2(Iк+Iм)-К1КT1Iд,
где Ik - реактивная составляющая тока, протекающего через преобразователь;
Iм - ток, являющийся разностью между током, протекающим через преобразователь, и реактивной емкостной составляющей этого тока;
Iд - ток, протекающий через емкость Сд;
K1 и К2 - коэффициенты усиления усилителей К1 и К2;
KT1 и КT2 - коэффициенты трансформации трансформаторов TR1 и TR2.
При условиях K1=K2, КT1=КT2, Сд=Ск следует:
U=K2KT2IM.
Так как электрическая емкость пьезокерамических элементов изменяется в процессе изменения их температуры (разогрева), возникает необходимость периодической балансировки дифференциальной схемы, которая заключается в подборе коэффициентов усиления усилителей K1, K2, при которых разность сигналов, поступающих на входы дифференциального усилителя U, при отсутствии ветви Lм, См, Rм, равна нулю. То есть при использовании предложенной схемы ультразвуковой аппарат должен работать в двух режимах: режим балансировки и рабочий режим.
В режиме балансировки управляющий блок вырабатывает сигнал для задающего генератора G, в результате чего частота электрического напряжения, прикладываемого к пьезопреобразователю колебательной системы, становится равной F1, которая не равна собственной резонансной частоте колебательной системы Fрез. На нерезонансной частоте F1 ультразвуковой пьезоэлектрический преобразователь имеет емкостное сопротивление (собственная электрическая емкость пьезокерамических элементов). После рассогласования по частоте электрического генератора и колебательной системы, при помощи управляемых усилителей, путем подбора коэффициентов усиления K1 и K2, добиваются равенства нулю сигнала на выходе дифференциального усилителя U (равенство сигнала нулю контролируется аналого-цифровым преобразователем ADC). При равенстве сигнала на выходе U нулю - ультразвуковой генератор переводится в рабочий режим (питание пьезопреобразователя колебательной системы осуществляется электрическим напряжением с частотой, равной резонансной частоте Fрез колебательной системы).
Таким образом, режим работы ультразвукового аппарата представляет собой чередование интервалов балансировки t1 и интервалов рабочего режима t2.
Время t1 складывается из времени реакции колебательной системы при перестройке частоты питающего напряжения и времени подбора коэффициентов усиления усилителей K1, K2, при которых сигнал на выходе дифференциального усилителя U устанавливается равным нулю (подбор коэффициентов осуществляется при установлении частоты задающего генератора G неравной собственной резонансной частоте колебательной системы). Балансировка происходит при каждом включении ультразвукового генератора.
Интервал времени t2 выбирается таким, чтобы изменение электрической емкости пьезокерамических элементов, в результате их разогрева в течение этого интервала, не оказывало существенного влияния на работу системы ФАПЧ.
Сигнал с выхода дифференциального усилителя U используется не только для системы АПЧ, но и для системы измерения амплитуды механических колебаний излучающей поверхности рабочего окончания хирургического инструмента.
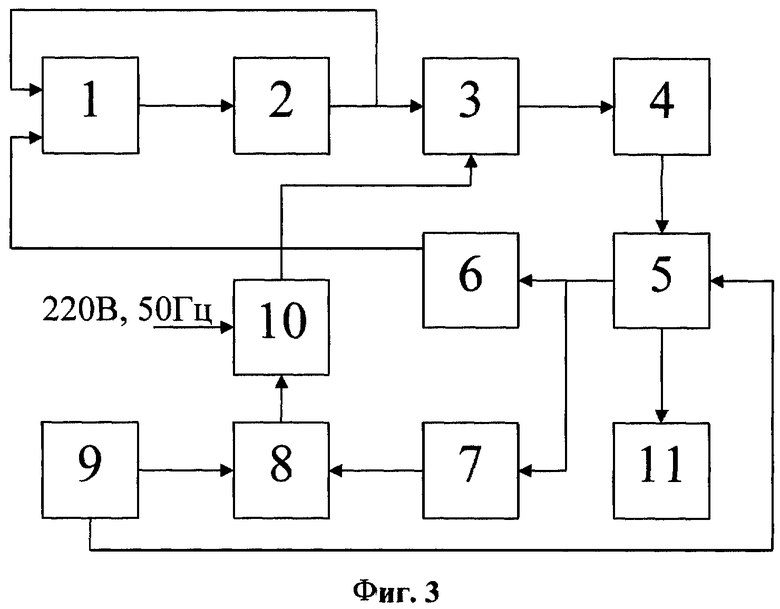
Зависимости амплитуды тока в механической ветви колебательной системы от амплитуды колебаний излучающей поверхности рабочих окончаний ультразвуковых хирургических инструментов различной длины (1 - длиной 115 мм, 2 - длиной 240 мм, 3 - длиной 350 мм) представлены на фиг.2.
Аналогичные зависимости имеют место для хирургических инструментов с различными по форме излучающей поверхности рабочими окончаниями.
Данные зависимости (угол наклона прямой - α) получаются для всех используемых для липосакции ультразвуковых хирургических инструментов. Данные заносятся в память управляющего блока ультразвукового генератора, и при работе любого хирургического инструмента (из числа заранее откалиброванных) используются для определения амплитуды колебаний рабочих окончаний.
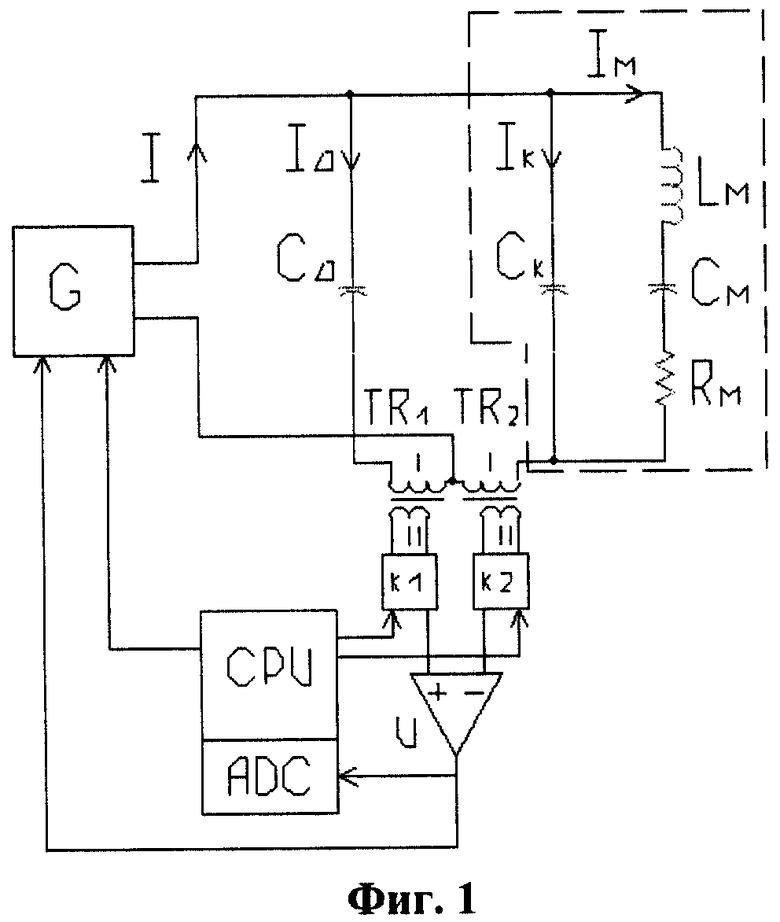
Практическая реализация предложенного способа управления процессом ультразвуковой липосакции была осуществлена при помощи разработанного ультразвукового генератора, структурная схема которого иллюстрируется фиг.3. Управление процессом ультразвуковой липосакции, при помощи этого генератора, осуществляется следующим образом.
Частотозадающий электронный генератор, управляемый напряжением (ГУН) 2, вырабатывает низковольтный прямоугольный сигнал ультразвуковой частоты, который поступает, с одной стороны, на вход транзисторного полумостового инвертора 3, а с другой стороны - на один из входов фазового компаратора 1. С выхода инвертора 3 электрический сигнал прямоугольной формы, ультразвуковой частоты, с амплитудой, задаваемой регулятором напряжения 10 (лежащей пределах 0...300 В), поступает на согласующий LC фильтр 4, который выделяет из него синусоидальный сигнал, соответствующий первой гармонической составляющей, и согласует выходной импеданс инвертора 3 с входным импедансом преобразователя 11 колебательной системы. Узел 5, при помощи дифференциальной схемы (представленной на фиг.1), выделяет сигнал, который несет в себе информацию об амплитуде и ФЧХ тока в механической ветви преобразователя 11. Этот сигнал поступает на дискриминаторы 6 и 7. На выходе дискриминатора 6 появляется цифровой сигнал прямоугольной формы с той же фазой и частотой, что и ток, протекающий в механической ветви преобразователя 11, который поступает на второй вход фазового компаратора 1. На выходе дискриминатора 7 появляется сигнал, прямо пропорциональный амплитуде тока, протекающего в механической ветви преобразователя, который поступает на один из входов схемы сравнения 8. На другой вход схемы сравнения 8 поступает сигнал с выхода управляющего блока 9, уровень которого определяет амплитуду колебаний рабочего окончания хирургического инструмента. При помощи управляющего блока 9 происходит управление аппаратом в целом: включение и выключение ультразвука, управление амплитудой колебаний рабочего окончания, калибровка дифференциальной схемы 5. Схема сравнения 8 вырабатывает сигнал рассогласования, который складывается из разности сигналов на ее входах, и поступает на регулятор напряжения 10, питающий инвертор 3. При равенстве сигналов на входе схемы сравнения 8 регулятор напряжения 10 фиксирует на своем выходе текущее напряжение. Таким образом, ультразвуковой аппарат обеспечивает амплитуду колебаний, задаваемую хирургом при помощи управляющего блока 9. При появлении на выходе схемы сравнения 8 положительного или отрицательного сигнала управляющий блок 9 увеличивает или уменьшает напряжение питания инвертора 3, добиваясь тем самым равенства сигналов на входе схемы сравнения 8 и соответственно осуществляет корректировку амплитуды механических колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента.
Автоматическая подстройка частоты электронного генератора, в соответствии с изменениями резонансной частоты колебательной системы, происходит в результате сравнения фаз сигналов на входе фазового компаратора 1. В случае равенства фаз сигналов, поступающих на вход компаратора 1 ГУН 2, фиксирует текущую частоту, то есть электронный генератор и рабочий инструмент согласованы по частоте. В случае несовпадения фаз сравниваемых сигналов фазовый компаратор вырабатывает управляющий сигнал для задающего генератора 2, который, в свою очередь, подстраивает свою частоту таким образом, чтобы сигналы на входе фазового компаратора совпадали по фазе.
Проведенные практические испытания позволили установить, что предложенный способ управления процессом ультразвуковой липосакции обеспечивает повышение точности установки амплитуды механических колебаний рабочего окончания хирургического инструмента и соответствия рабочей частоты генератора собственной частоте колебательной системы при проведении операции.
Ультразвуковая колебательная система с различными ультразвуковыми хирургическими инструментами была испытана при придельных изменениях акустических параметров (акустическое волновое сопротивление) сред, подвергаемых ультразвуковому воздействию (воздух, жировая эмульсия, кожа, кость). Время установления оптимальных параметров ультразвуковой липосакции (амплитуда механических колебаний), заданных оператором (хирургом), не превышало 0,1 с. При предельных изменениях акустической нагрузки амплитуда механических колебаний рабочего окончания хирургического инструмента изменялась на величину, не превышающую 5% от величины, установленной оператором.
В результате реализации предлагаемого технического решения оптимизирована работа аппарата для пластической хирургии, с точки зрения обеспечения максимальной эффективности ультразвукового воздействия, на различных этапах проведения операции (максимальная производительность) при минимальном нагреве преобразователя и сменных инструментов.
Разработанный в лаборатории акустических процессов и аппаратов Бийского технологического института Алтайского государственного технического университета способ управления процессом ультразвуковой липосакции прошел лабораторные и медико-технические испытания. Максимальная амплитуда колебаний составила 250 мкм, время одной процедуры липосакции на максимальной мощности не более 40 минут (вместо 2 часов), при этом корпус не нагревался свыше 40-45°С. Максимальный размер сменного рабочего инструмента (вместе с охлаждающим кожухом) не более 6,5 мм в поперечном сечении.
В настоящее время Бийским технологическим институтом ведется подготовка к серийному производству ультразвуковых аппаратов для липосакции, в основу которых положен предложенный способ управления процессом ультразвуковой липосакции. Мелкосерийное производство аппаратов для липосакции начато в 2003 году.
Список литературы
1. Technische Weiterentwicklung und klinische Evaluierung. Michele L., Zocchi, MD, PhD, CLINICS IN PLASTIC SURGERY JAHRGANG 23, NUMMER 4, OKTOBER 1996.
2. Ronald R. Manna, Vaclav Podany. Ultrasonic lipectomy probe and metod for manufacture. Patent US №5527273.
3. Vaclav O., Bollinger; Stephen A. Ultrasonic assisted liposuction system. Patent US №6013048 (прототип).
5. Казанцев В.Ф. Расчет ультразвуковых преобразователей для технологических установок. - М.: Машиностроение, 1980.
6. Теумин И.И. Ультразвуковые колебательные системы. - М.: ГНТИ машиностроительной литературы, 1959.
7. Агранат Б.А., Башкиров В.И., Китайгородский Ю.И., Хавский Н.Н. Ультразвуковая технология. М., 1974.
8. Хмелев В.Н., Попова О.В. Многофункциональные ультразвуковые аппараты и их применение в условиях малых производств, сельском и домашнем хозяйстве. Монография/ Алт. гос.техн. ун-т им И.И. Ползунова - Барнаул: изд. АлтГТУ, 1997. - 168 с.
9. Хмелев В.Н., Барсуков Р.В., Цыганок С.Н. Ультразвуковая размерная обработка материалов: Монография/ Алт. гос.техн. ун-т им И.И. Ползунова - Барнаул: изд. АлтГТУ, 1999. - 120 с.
10. Барсуков Р.В., Хмелев В.Н., Цыганок С.Н. Ультразвуковая колебательная система. Патент РФ №2141386.
11. Джагупов Р.Г., Ерофеев А.А. Пьезоэлектронные устройства вычислительной техники, систем контроля и управления. Справочник. - СПб.: Политехника, 1994. - 608 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2247544C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВНЕШНЕЙ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2010 |
|
RU2440165C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ ПЛАСТИЧЕСКОЙ ХИРУРГИИ | 2002 |
|
RU2239383C2 |
| Устройство для проведения хирургических операций с применением ультразвуковых колебаний | 2021 |
|
RU2774586C1 |
| Способ испытаний кавитационной эрозии | 2020 |
|
RU2739145C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОГО РАСПЫЛЕНИЯ | 2011 |
|
RU2465965C1 |
| СПОСОБ КОНТРОЛЯ СВОЙСТВ ЖИДКИХ СРЕД | 2011 |
|
RU2473076C2 |
| Ультразвуковое излучающее устройство | 1981 |
|
SU1000118A1 |
| Устройство для ультразвуковойХиРуРгии | 1979 |
|
SU850068A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РЕЗОНАНСНОЙ ЧАСТОТЫ ПРИВОДИМОГО В УЛЬТРАЗВУКОВОЕ КОЛЕБАНИЕ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ | 2016 |
|
RU2673780C1 |
Изобретение относится к области медицинской техники, связанной с разработкой и применением аппаратов для пластических хирургических операций, а именно к способам, предназначенным для управления процессом пластической хирургии, осуществляемым с применением ультразвуковых колебаний высокой интенсивности. Способ управления процессом ультразвуковой липосакции заключается в непрерывном измерении в процессе проведения липосакции амплитуды колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента по величине амплитуды тока и собственной резонансной частоты ультразвуковой колебательной системы с хирургическим инструментом, сравнении амплитуды тока посредством схемы сравнения с амплитудой тока, задаваемой с управляющего блока, и корректировке амплитуды электрического напряжения и частоты, прикладываемых к преобразователю колебательной системы. При этом измерение амплитуды колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента осуществляют по величине амплитуды тока, являющегося разностью между током, протекающим через преобразователь колебательной системы, и реактивной емкостной составляющей этого тока. Измеренную амплитуду колебаний сравнивают с заданной амплитудой колебаний из числа заранее откалиброванных хирургических инструментов в памяти управляющего блока ультразвукового задающего генератора и при их неравенстве изменяют амплитуду электрического напряжения с возможностью уменьшения разности сравниваемых амплитуд колебаний до нулевого значения. По изменению фазы между током, являющимся разностью токов протекающего через преобразователь колебательной системы и реактивной емкостной составляющей этого тока, и электрическим напряжением, прикладываемым к преобразователю колебательной системы, судят о собственной резонансной частоте колебательной системы. При неравенстве нулю фазы между ними изменяют амплитуду электрического напряжения на ультразвуковом задающем генераторе с возможностью уменьшения разности фаз сигналов электрического напряжения на задающем генераторе и преобразователе колебательной системы до нулевого значения. Применение изобретения позволяет повысить эффективность ультразвукового воздействия, качество и производительность операции липосакции и исключить опасность ожогов для пациентов. 3 ил.
Способ управления процессом ультразвуковой липосакции путем непрерывного измерения в процессе проведения липосакции амплитуды колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента по величине амплитуды тока и собственной резонансной частоты ультразвуковой колебательной системы с хирургическим инструментом, сравнения амплитуды тока посредством схемы сравнения с амплитудой тока, задаваемой с управляющего блока, и корректировки амплитуды электрического напряжения и частоты, прикладываемых к преобразователю колебательной системы, отличающийся тем, что измерение амплитуды колебаний излучающей поверхности рабочего окончания ультразвукового хирургического инструмента осуществляют по величине амплитуды тока, являющегося разностью между током, протекающим через преобразователь колебательной системы, и реактивной емкостной составляющей этого тока, измеренную амплитуду колебаний сравнивают с заданной амплитудой колебаний из числа заранее откалиброванных хирургических инструментов в памяти управляющего блока ультразвукового задающего генератора и при их неравенстве изменяют амплитуду электрического напряжения с возможностью уменьшения разности сравниваемых амплитуд колебаний до нулевого значения, а по изменению фазы между током, являющимся разностью тока, протекающего через преобразователь колебательной системы, и реактивной емкостной составляющей этого тока, и электрическим напряжением, прикладываемым к преобразователю колебательной системы, судят о собственной резонансной частоте колебательной системы, при этом при неравенстве нулю фазы между ними изменяют амплитуду электрического напряжения на ультразвуковом задающем генераторе с возможностью уменьшения разности фаз сигналов электрического напряжения на задающем генераторе и преобразователе колебательной системы до нулевого значения.
| US 6013048 А, 11.01.2000 | |||
| US 5419761 A, 30.05.1995 | |||
| ТАРА С ПЛОСКИМ ШВОМ | 2016 |
|
RU2700958C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОСМЕТИЧЕСКОЙ ОБРАБОТКИ ТЕЛА ЧЕЛОВЕКА ПУТЕМ УДАЛЕНИЯ МАССЫ ЖИРОВОЙ ТКАНИ | 1993 |
|
RU2113237C1 |
| Вставной топливник | 1924 |
|
SU24096A1 |

