Изобретение относится к химической, микроэлектронной и другим отраслям промышленности. Изобретение может быть использовано для построения ультразвуковых распылителей, применяемых в таких технологических процессах, как: нанесение фоторезистов при производстве модулей памяти, микросхем и процессоров, химико-механическое полирование полупроводниковых пластин-заготовок для производства полупроводниковых компонентов в микроэлектронной промышленности, нанесение полирующих жидкостей и покрытий в оптико-электронном приборостроении, нанесение покрытий на сердечные клапаны и стенты коронарных сосудов в медицинской промышленности [1], нанесение дезинфицирующих покрытий при производстве медицинской техники и имплантов, дезинфекции помещений, получение наночастиц и нанесение нанопокрытий в производстве функциональных наноматериалов, распыление нейтральных или специальных материалов для коагуляции взрыво-, пожаро- и химически опасных аэрозолей, распыление жидких удобрений, стимуляторов роста и гербицидов при выращивании сельскохозяйственной и садовоогородной продукции, распыление жидких ароматических и лекарственных препаратов (например, антибиотиков) в помещениях птичников, свинарен и коровников.
При ультразвуковом способе распыливания жидкость переходит в аэрозольное состояние за счет увеличения поверхностной энергии пленки жидкости, которое достигается путем наложения на нее механических колебаний высокой интенсивности ультразвуковой частоты. Преимуществами УЗ распыления являются: низкая энергоемкость; высокая производительность процесса; возможность обеспечивать мелкодисперсное и монодисперсное распыление; отсутствие распыляющего агента; возможность распылять высоковязкие жидкости без предварительного снижения вязкости; возможность мелкодисперсного распыления расплавов металлов; высокое качество и равномерность получаемых покрытий; наличие в каплях жидкости циркуляционных токов, способствующих ускорению процессов теплообмена, массопереноса на поверхности капли [2, 3].
Современные ультразвуковые распылители состоят из колебательной системы, конструктивно выполненной в виде последовательно установленных и акустически связанных между собой пьезоэлектрических элементов с частотнопонижающими металлическими накладками, одна из которых является распыляющей, и электронного генератора, предназначенного для питания колебательной системы. Процесс распыления в таких распылителях может реализовываться двумя способами: высокочастотное (более 1 МГц) распыление в фонтане и низкочастотное (менее 500 кГц) в слое.
В промышленности наибольшее распространение получил способ ультразвукового распыления в слое, заключающийся в подаче на излучающую поверхность ультразвуковой колебательной системы распыляемой жидкости и воздействии на нее механическими колебаниями ультразвуковой частоты. При этом распыление осуществляется путем отрыва капелек жидкости с гребней стоячих капиллярных волн, параметрически возбуждаемых на поверхности раздела сред жидкость-воздух вследствие возмущения поверхности жидкости ударными волнами, образующимися захлопывающимися кавитационными пузырьками, создаваемыми колеблющейся поверхностью излучателя.
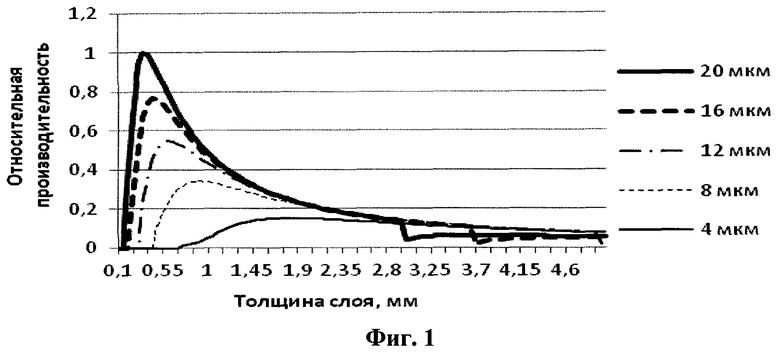
Толщина слоя распыляемой жидкости, покрывающей колеблющуюся поверхность, является конечной величиной и в значительной степени определяет эффективность процесса. При этом для каждой жидкости существует своя оптимальная толщина слоя, зависящая как от самих свойств жидкости, так и от параметров ультразвукового воздействия, при которой процесс реализуется с наибольшей эффективностью. На фиг.1 приведены зависимости относительной производительности распыления от толщины слоя жидкости для различных амплитуд колебаний излучающей поверхности ультразвукового распылителя. Видно, что даже незначительное отклонение толщины слоя жидкости от оптимального значения приводит к существенному снижению производительности распыления.
Проблема усугубляется тем, что устройства регулирования подачи жидкости в распылитель являются инерционными и не способными оперативно реагировать на изменение производительности распыления, вызванной отклонением толщины слоя жидкости от оптимального значения. Так, например, увеличение толщины слоя жидкости приводит к снижению производительности распыления (выхода жидкости из распылителя), что в свою очередь при неизменной подачи жидкости в распылитель приводит к дальнейшему росту толщины слоя и уменьшению производительности. Этот процесс лавинообразно нарастает и, в конечном итоге, приводит к прекращению процесса распыления - «срыву распыления».
В настоящее время контроль «срыва распыления» осуществляется визуально - оператором. При обнаружении «срыва распыления» оператор отключает подачу жидкости в распылитель и выключает распылитель для обеспечения свободного стекания образовавшегося слоя жидкости. Затем оператор устанавливает необходимое значение электрического напряжения, подаваемого на электроды пьезопреобразователя колебательной системы, и повторно включает подачу жидкости [1].
Применяемый на практике способ управления процессом распыления обладает рядом серьезных недостатков:
- не позволяет оперативно регулировать амплитуду ультразвукового воздействия при изменении свойств жидкости, например вязкости;
- оптимальная толщина слоя для каждой жидкости подбирается экспериментальным путем, что требует длительной настройки оборудования и не позволяет обеспечить установку оптимальной толщины с высокой точностью;
- не позволяет контролировать и поддерживать в процессе распыления оптимальную толщину слоя жидкости;
- не исключает «срывов распыления» и требует длительного времени ручного установления рабочего режима распылителя после такого срыва;
- характеризуется возможностью появления брака продукции (например, при напылении покрытий, распылительной сушке продукта) при возникновении «срыва распыления», связанного с разбрызгиванием крупных капель жидкости.
Устранение указанных недостатков возможно только путем полной или частичной автоматизации управления процессом распыления. Наиболее полно эта задача решается в способе управления процессом ультразвукового распыления, принятом за прототип [4].
Способ управления процессом ультразвукового распыления, принятый за прототип, заключается в контроле параметров колебательной системы и изменении амплитуды электрического напряжения, подаваемого на электроды пьезопреобразователя колебательной системы, при изменении свойств распыливаемых материалов и производительности распыления. В качестве контролируемого параметра колебательной системы выступает ее резонансная частота, по скорости изменения которой в автоматическом режиме определяют увеличение толщины слоя жидкости и возникновение «срыва распыления».
Способ, принятый за прототип, повышает эффективность процесса за счет обеспечения автоматического обнаружения «срыва распыления», автоматического возобновления распыления после «срыва» и исключения необходимости визуального контроля процесса, однако он не устраняет существенных недостатков способа управления процессом распыления, заключающихся в:
- невозможности контроля и поддержания в процессе распыления оптимальной толщины слоя для различных жидкостей, что приводит к снижению производительности процесса распыления;
- невозможности установления амплитуды колебаний излучающей поверхности распылителя, оптимальной для каждой жидкости при заданной производительности, превышение которой ведет к образованию крупных капель - разбрызгиванию жидкости;
- снижении качества распыления из-за возникновения «срывов распыления», которые не устраняются полностью, поскольку автоматизируется только обнаружение срыва и возобновление процесса распыления.
Предлагаемое техническое решение направлено на устранение указанных недостатков прототипа и создание способа управления процессом ультразвукового распыления, обеспечивающего повышение эффективности реализуемого процесса за счет автоматического установления оптимальных режимов ультразвукового воздействия и толщины слоя распыляемой жидкости, позволяющих осуществлять распыление с максимальной эффективностью (производительностью) и исключить возможности появления «срывов распыления».
В предлагаемом способе управления процессом ультразвукового распыления, заключающемся в контроле параметров колебательной системы и изменении амплитуды электрического напряжения, подаваемого на электроды пьезопреобразователя колебательной системы, при изменении свойств распыливаемых материалов и производительности распыления, контролируют амплитуду тока, являющегося разностью между током, протекающим через пьезоэлектрические элементы преобразователя колебательной системы и реактивной емкостной составляющей этого тока, обусловленной собственной электрической емкостью пьезоэлектрических элементов. Увеличение или уменьшение амплитуды электрического напряжения, подаваемого от электронного генератора на пьезопреобразователь, осуществляют на основании сравнений контролируемых по току и электрическому напряжению значений импеданса жидкости, подвергаемой распыливанию со среднеарифметическим значением импеданса этой же жидкости, измеренным перед началом распыливания и собственным импедансом пьезопреобразователя колебательной системы. Увеличение или уменьшение амплитуды электрического напряжения производят до момента, пока измеренное значение импеданса не будет соответствовать среднеарифметическому значению между импедансом жидкости, измеренным перед началом распыливания, и собственным импедансом пьезопреобразователя колебательной системы.
Суть предлагаемого технического решения заключается в том, что для управления процессом ультразвукового распыления и установления оптимальных параметров ультразвукового воздействия и толщины слоя предлагается контролировать изменение импеданса ультразвуковой колебательной системы, равного произведению электрического напряжения на пьезопреобразователе колебательной системы и тока, являющегося разностью между током, протекающим через пьезоэлектрические элементы преобразователя колебательной системы, и реактивной емкостной составляющей этого тока, обусловленной собственной электрической емкостью пьезоэлектрических элементов.
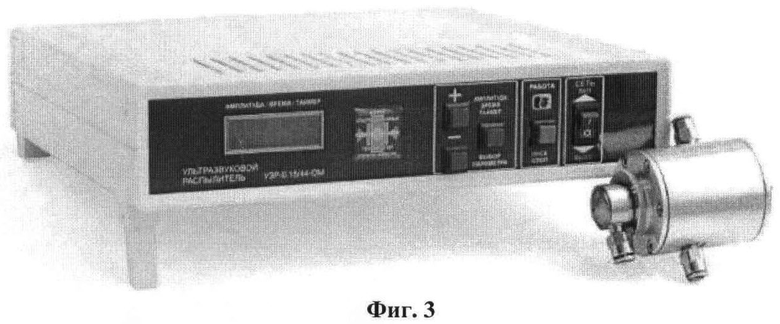
Сущность технического решения поясняется фиг.2. На фиг.2а приведены зависимости импеданса ультразвуковой колебательной системы и производительности распыления от толщины слоя жидкости. Зависимости получены для воды при амплитуде колебаний распылительной поверхности 14 мкм.
На первом участке зависимости, представленной на фиг.2а, происходит возрастание толщины слоя жидкости и, как следствие, возрастает величина акустической нагрузки на ультразвуковую колебательную систему. Толщина слоя жидкости при этом еще мала для создания разряжения, достаточного для образования кавитации. Ввиду отсутствия кавитации измеренное значение импеданса колебательной системы принимается за импеданс жидкости.
В начале участка 2 (фиг.2а) происходит зарождение кавитации на поверхности ультразвуковой колебательной системы, вызывающее уменьшение импеданса колебательной системы и начало процесса распыления. Дальнейшее увеличение слоя в пределах 2 участка вызывает увеличение производительности до максимального значения. При этом кавитационные пузырьки полностью покрывают распыляющую поверхность, а значение импеданса колебательной системы уменьшается до среднего значения между импедансом жидкости в отсутствии кавитации и импедансом колебательной системы, измеренным до начала распыления.
Дальнейшее увеличение слоя распыляемой жидкости (участок 3 на фиг.2а) вызывает снижение производительности и повторный рост импеданса колебательной системы, обусловленный возросшей акустической нагрузкой со стороны слоя жидкости.
В конечном итоге распыление полностью прекращается (участок 4 на фиг.2а), а измеренное значение импеданса повторно становится равным импедансу жидкости в отсутствие кавитации.
На фиг.2б показаны зависимости, полученные при уменьшении толщины слоя жидкости. В этом случае на распылительной поверхности вначале формировался слой жидкости, затем осуществлялась генерация ультразвуковых колебаний с амплитудой 14 мкм, приводящих к возникновению кавитации и распылению жидкости. Подача дополнительной жидкости в процессе распыления не осуществлялась, что приводило к уменьшению толщины слоя жидкости и приближению его к оптимальному значению (0,8 мм для воды). Как видно из фиг.2б измеренное значение импеданса при этом соответствовало среднему значению между импедансом жидкости в отсутствие кавитации и импедансом колебательной системы, измеренным до начала распыления.
Дальнейшее распыление жидкости (участок 2 на фиг.2б) приводит к уменьшению слоя ниже оптимального значения и уменьшению производительности распыления. Значение импеданса при этом стремится к значению собственного импеданса колебательной системы, работающей в воздушной среде. Подобные зависимости могут быть получены для различных амплитуд колебаний распылительной поверхности и для различных по физическим свойствам жидкостей.
Таким образом, оптимальной толщине слоя распыляемой жидкости соответствует среднеарифметическое значение импеданса распыляемой жидкости, измеренное перед началом распыливания и собственного импеданса колебательной системы.
На фиг.2в представлена зависимость изменения импеданса колебательной системы в процессе распыления жидкости. Управление процессом осуществляется по предлагаемому способу.
Участок 1 соответствует подаче напряжения на пьезопреобразователь колебательной системы и генерации ультразвуковых колебаний с амплитудой, недостаточной для распыления жидкостей (4…6 мкм). В этом режиме осуществляется измерение собственного импеданса колебательной системы.
На участке 2 осуществляется подача распыляемой жидкости и одновременное увеличение амплитуды колебаний. На первой половине участке 2 происходит увеличение толщины слоя жидкости и фиксируется повышение измеряемого значения импеданса жидкости. Процесс продолжается до тех пор, пока толщина слоя жидкости и амплитуда колебаний распыляющей поверхности не достигнет значения, достаточного для распыления жидкости. Этот момент соответствует максимальному измеренному значению импеданса и принимается за импеданс жидкости в отсутствие кавитации.
Дальнейшее увеличение напряжения на пьезопреобразователе колебательной системы приводит к возникновению кавитации в распыляемой жидкости, увеличению производительности распыления и уменьшению измеряемого значения импеданса.
В начале участка 3 толщина слоя жидкости равна оптимальной, а измеренное значение импеданса равно среднеарифметическому значению импеданса распыляемой жидкости, и собственного импеданса колебательной системы. Однако амплитуда ультразвуковых колебаний распыляющей поверхности оказывается чрезмерной для оптимальной толщины слоя жидкости, что приводит к его уменьшению меньше оптимального значения.
Это факт фиксируется по уменьшению измеряемого значения импеданса и приводит к уменьшению напряжения подаваемого на пьезопреобразователь колебательной системы. Таким образом, значение импеданса приводится в соответствие со среднеарифметическим значением между импедансом жидкости, измеренным перед началом распыливания и собственным импедансом пьезопреобразователя колебательной системы.
В предлагаемом способе управления процессом ультразвукового распыления задача повышения эффективности решается за счет:
- отсутствия необходимости ручной установки амплитуды ультразвукового воздействия;
- автоматического установления оптимальной толщины слоя распыляемой жидкости;
- автоматического установления необходимой амплитуды ультразвукового воздействия в зависимости от требуемой производительности распыления жидкости;
- полного исключения возможности возникновения «срывов распыления».
Предложенный способ реализуется в аппарате ультразвукового распыления жидкостей, разработанном ООО «Центр ультразвуковых технологий АлтГТУ». Фото аппарата представлено на фиг.3. Ниже приведены его технические характеристики:
Практическая реализация предложенного способа управления в составе аппарата для распыления планируется с I квартала 2012 года.
Список литературы
1. Хмелев В.Н. Ультразвуковое распыление жидкостей [Текст] / В.Н.Хмелев, А.В.Шалунов, А.В.Шалунова - Барнаул АлтГТУ, 2010. - 272 с.
2. Экнадиосянц О.К. Получение аэрозолей [Текст] / О.К.Экнадиосянц // Физические основы ультразвуковой технологии / под ред. Л.Д.Розенберга. - М.: Наука, 1970. - С.337-395.
3. Новицкий Б.Г. Применение акустических колебаний в химико-технологических процессах (Процессы и аппараты химической и нефтехимической технологии) [Текст] / Б.Г.Новицкий. - М.: Химия, 1983. - 192 с.
4. Patent US 5588592. Method and apparatus for detecting the onset of flooding of an ultrasonic atomizer / Wilson; Robert F.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ЭЛЕКТРОСТАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО РАСПЫЛЕНИЯ | 2024 |
|
RU2831473C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО РАСПЫЛЕНИЯ ЖИДКОСТЕЙ | 2023 |
|
RU2825213C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТЕЙ | 2010 |
|
RU2446894C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2247544C1 |
| СПОСОБ КОНТРОЛЯ СВОЙСТВ ЖИДКИХ СРЕД | 2011 |
|
RU2473076C2 |
| Устройство ультразвукового мелкодисперсного распыления жидкостей | 2023 |
|
RU2806072C1 |
| Способ испытаний кавитационной эрозии | 2020 |
|
RU2739145C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО РАСПЫЛЕНИЯ ОДОРАНТА | 2023 |
|
RU2814733C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВНЕШНЕЙ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2010 |
|
RU2440165C1 |
| СПОСОБ РАСПЫЛЕНИЯ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264868C2 |
Изобретение относится к химической, микроэлектронной и другим отраслям промышленности и может быть использовано для построения ультразвуковых распылителей. В способе управления процессом ультразвукового распыления жидкостей при осуществлении процесса контролируют амплитуду тока, являющегося разностью между током, протекающим через пьезоэлектрические элементы преобразователя колебательной системы, и реактивной емкостной составляющей этого тока, обусловленной собственной электрической емкостью пьезоэлектрических элементов. Увеличение или уменьшение амплитуды электрического напряжения, подаваемого от электронного генератора на пьезопреобразователь, осуществляют на основании сравнений контролируемых по току и электрическому напряжению значений импеданса жидкости, подвергаемой распыливанию со среднеарифметическим значением импеданса этой же жидкости, измеренным перед началом распыливания и собственным импедансом пьезопреобразователя колебательной системы. Увеличение или уменьшение амплитуды электрического напряжения производят до момента, пока измеренное значение импеданса не будет соответствовать среднеарифметическому значению между импедансом жидкости, измеренным перед началом распыливания и собственным импедансом пьезопреобразователя колебательной системы. Техническим результатом изобретения является повышение эффективности процесса за счет обеспечения автоматического установления оптимальных режимов ультразвукового воздействия и толщины слоя распыляемой жидкости, позволяющих осуществлять распыление с максимальной эффективностью и исключить возможность появления «срывов распыления». 5 ил.
Способ управления процессом ультразвукового распыления жидкостей, заключающийся в контроле параметров колебательной системы и изменении амплитуды электрического напряжения, подаваемого на электроды пьезопреобразователя колебательной системы, при изменении свойств распыливаемых материалов и производительности распыления, отличающийся тем, что в процессе распыления контролируют амплитуду тока, являющегося разностью между током, протекающим через пьезоэлектрические элементы преобразователя колебательной системы, и реактивной емкостной составляющей этого тока, обусловленной собственной электрической емкостью пьезоэлектрических элементов, а увеличение или уменьшение амплитуды электрического напряжения, подаваемого от электронного генератора на пьезопреобразователь, осуществляют на основании сравнений контролируемых по току и электрическому напряжению значений импеданса жидкости, подвергаемой распыливанию, со среднеарифметическим значением импеданса этой же жидкости, измеренным перед началом распыливания, и собственным импедансом пьезопреобразователя колебательной системы, причем увеличение или уменьшение производят до момента, пока измеренное значение импеданса не будет соответствовать среднеарифметическому значению между импедансом жидкости, измеренным перед началом распыливания, и собственным импедансом пьезопреобразователя колебательной системы.
| US 5588592 A, 21.12.1996 | |||
| US 3884417 A, 20.05.1975 | |||
| US 2009032612 A1, 05.02.2009 | |||
| US 20100078496 A1, 01.04.2010 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ДВУХФАЗНЫХ АСИНХРОННЫХ МАШИН С ПОЛЫМ РОТОРОМ | 0 |
|
SU217518A1 |
| СПОСОБ И УСТРОЙСТВО РАСПЫЛЕНИЯ ЖИДКОСТИ | 2000 |
|
RU2228223C2 |
| Способ изготовления галош и другой резиновой обуви | 1935 |
|
SU46035A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2131794C1 |

