Изобретение относится к металлургии, а именно к нагреву металлов дуговым разрядом, и может быть использовано при вакуумной дуговой плавке высокореакционных металлов и сплавов, например титана.
В настоящее время основным способом промышленного производства высокореакционных металлов и сплавов является вакуумный дуговой переплав расходуемого электрода.
Несмотря на то что вакуумные дуговые печи (ВДП) используются давно в промышленном масштабе, однако не найдено оптимальных соотношений между основными режимами работы ВДП, исследования мощной вакуумной дуги далеки от завершения, не разработаны надежные способы контроля ряда важных режимов работы [1, 2], что существенно влияет на воспроизводимость качества металла.
В работе [2] предлагается метод контроля по частоте капельных замыканий и изменению напряжения на дуге. Такой подход позволил разработать способ измерения межэлектродного расстояния по случайным характеристикам и при плавке на коротких дугах. Более того, этот способ не устанавливает соотношение между током дугового разряда и напряженностью магнитного поля, которое существенно влияет на энергопотребление и воспроизводимость структуры (качества) металла.
Цель изобретения - повышение качества металла и снижение энергопотребления ВДП.
Эта цель достигается тем, что дополнительно в процессе плавки контролируют собственную частоту кристаллизатора, а напряженность магнитного поля изменяют в соответствии с математическим выражением Н=К1f, где Н - напряженность поля; K1 - коэффициент пропорциональности, равный  f - собственная частота кристаллизатора в МГц, при этом электрический ток дугового разряда уменьшают, а мощность высокочастотного генератора увеличивают пропорционально изменению собственной частоты кристаллизатора при его заполнении расплавом в процессе плавки.
f - собственная частота кристаллизатора в МГц, при этом электрический ток дугового разряда уменьшают, а мощность высокочастотного генератора увеличивают пропорционально изменению собственной частоты кристаллизатора при его заполнении расплавом в процессе плавки.
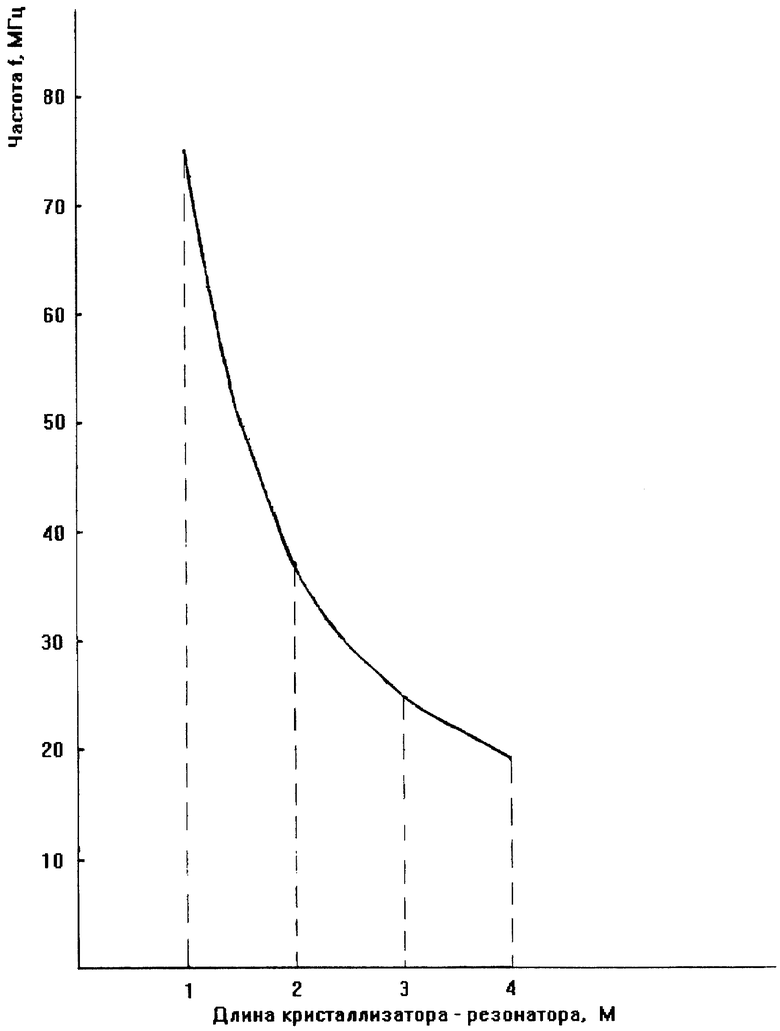
Конструкция ВДП представляет собой высокочастотный коаксиальный резонатор, то есть колебательную систему с распределенными параметрами. Частота высокочастотного автогенератора, выполненного на основе коаксиального резонатора, будет изменяться по строго функциональной зависимости при заполнении кристаллизатора расплавом.
Эта зависимость показана на чертеже и имеет нелинейный характер. В начальный период плавки изменение частоты более плавное, чем при завершении плавки.
Для управления режимом дугового разряда и перемешивания жидкой ванны предусмотрен соленоид, создающий аксиальное магнитное поле, которое вместе с магнитным полем тока дуги имеют результирующий вектор напряженности поля Н в межэлектродном пространстве. За счет энергии высокочастотного генератора в межэлектродном пространстве возбуждается высокочастотное циркулярное магнитное поле H1.
При выполнении условия

где ω =2π f - частота автогенератора, g - фактор спектроскопического расщепления, β - магнетон Бора, h - постоянная Планка, γ - гиромагнитное отношение электрона, наступает момент электронного резонанса и поглощения мощности Р, высокочастотного генератора:

Здесь χ
Благодаря спин-решеточному взаимодействию энергия возбужденных электронов передается кристаллической решетке металла и повышает его температуру Т в приповерхностном слое торца расплавляемого электрода. Повышение температуры торца электрода за счет электронного резонанса прямо пропорционально величине высокочастотного поля H1, числу электронов, участвующих в резонансе, и времени спин-решеточной релаксации τ . Благодаря действию электронного резонанса наблюдается дополнительная термоэлектронная эмиссия за счет энергии Е=kT, где k – постоянная Больцмана и автоэлектронная эмиссия электронов из металла переплавляемого электрода за счет энергии Е=ω h.
Время релаксации электронов τ в металлах составляет порядка 10-8 секунды и обусловлено спин-решеточным взаимодействием. При выходе электронов из металла время τ будет зависеть от длины свободного пробега электрона. Это время составляет порядка 10-4 секунды при вакууме 1 мкм рт.ст., что приводит к быстрому насыщению Зеемановских энергетических уровней, так как фактор насыщения пропорционален произведению γ 2H
Столб дугового разряда состоит из отдельных трактов, исходящих из катодных пятен на торце расплавляемого электрода. Отдельный тракт в магнитном поле необходимо рассматривать как тракт-волновод, в котором возбуждается высокочастотное электромагнитное поле. Магнитная составляющая этого поля создает на глубине скин-слоя электрода вихревой контур тока, который поднимает температуру катодного пятна, образуется самосогласующая система. Глубина скин-слоя рассчитывается по формуле
где μ - магнитная проницаемость; ρ - удельное электросопротивление металла электрода.
Для титана значение S будет составлять порядка 1 мм на частоте 20 МГц, а потери мощности Р на образование вихревых токов пропорциональны  , где r - радиус расплавляемого электрода, при этом количество теплоты, выделяемое вихревыми токами, пропорционально квадрату частоты высокочастотного магнитного поля.
, где r - радиус расплавляемого электрода, при этом количество теплоты, выделяемое вихревыми токами, пропорционально квадрату частоты высокочастотного магнитного поля.
Возбуждаемое автогенератором однородное высокочастотное магнитное поле создает на торце электрода однородный контур вихревого тока, который увеличивает и выравнивает температуру по всему сечению электрода и “размазывает” катодные пятна по этому сечению. В результате получается однородный по сечению столб дугового разряда, что приводит к улучшению структуры металла слитка.
Увеличение эмиссии электронов за счет электронного резонанса, вихревых токов, возбуждаемых автогенератором, и уменьшение прикатодного падения напряжения снижают затраты электроэнергии на единицу массы переплавляемого металла до 30%.
В работах [1, 2] описаны способы контроля межэлектродного расстояния по измерению частоты капельных замыканий, падению напряжения на дуговом разряде при стабильном токе дуги. Указанные режимы зависят друг от друга. Частота капельных замыканий носит случайный характер, а при выведении усадочной раковины необходимо уменьшать ток по эмпирически подобранным режимам. Поэтому оценить погрешности контроля практически невозможно.
Способ “коаксиального резонатора” [3] позволяет установить строго функциональную и физически обоснованную методику измерения основных режимов с заданными минимальными систематическими и случайными погрешностями.
Уменьшение тока дугового разряда при выведении усадочной раковины, увеличение напряженности магнитного поля соленоида и мощности автогенератора в процессе плавки привязываются в данном случае к одной зависимости - зависимости частоты автогенератора от уровня заполнения кристаллизатора расплавом (чертеж), которая измеряется с необходимой на практике точностью. Сам процесс управления этими режимами осуществляется программированной автоматической системой, обеспечивающей выполнение резонансного условия (1) в пределах интегральной ширины спектральной линии, связанной со спин-решеточной релаксацией τ , градиентами поля Н и H1 и фактором насыщения энергетических уровней электронов.
Автоматическая система поддерживает такое соотношение между током дугового разряда, напряженностью магнитного поля, мощностью автогенератора и межэлектродным расстоянием, при котором сохраняется весовая скорость плавки и производительность ВДП.
Предлагаемый способ позволяет значительно улучшить эксплутационные свойства существующих печей, вопроизводимость качества металла, а также создать новое поколение высокоэффективных ВДП с автоматическим управлением процесса плавки.
Источники информации
1. Ю.А.Изаксон-Демидов. Автоматическое управление дуговыми вакуумными печами. - М.: 1966, 84 с.
2. Л.Д.Волохонский. Вакуумные дуговые печи. - М.: Энергоиздат, 1985, с.209-212 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ВАКУУМНЫХ ДУГОВЫХ ПЕЧЕЙ | 2002 |
|
RU2218432C2 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ГАРНИСАЖНЫХ ВАКУУМНЫХ ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙ | 2005 |
|
RU2304177C1 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| СПОСОБ КОНТРОЛЯ РАБОТЫ ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2191837C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2001 |
|
RU2215959C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА ПРЕССОВАННЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2024 |
|
RU2833304C1 |
| СПОСОБ ФОРМИРОВАНИЯ СЛИТКА МЕТАЛЛА | 2005 |
|
RU2301841C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
Изобретение относится к металлургии. Технический результат - повышение качества металла и снижение потребления электроэнергии. Способ контроля и управления режимами работы вакуумных дуговых печей включает контроль напряженности постоянного магнитного поля соленоида, запитанного от высокочастотного генератора, и электрического тока дугового разряда. В процессе плавки контролируют собственную частоту кристаллизатора, а напряженность постоянного магнитного поля изменяют в соответствии с заданным математическим выражением. При этом электрический ток дугового разряда уменьшают, а мощность высокочастотного генератора увеличивают пропорционально изменению собственной частоты кристаллизатора при его заполнении расплавом в процессе плавки. 1 ил.
Способ контроля и управления режимами работы вакуумных дуговых печей, включающий контроль напряженности магнитного поля соленоида, запитанного от высокочастотного генератора, и электрического тока дугового разряда, отличающийся тем, что дополнительно в процессе плавки контролируют собственную частоту кристаллизатора, а напряженность магнитного поля изменяют в соответствии с математическим выражением H=K1f, где Н - напряженность поля, K1 - коэффициент пропорциональности, равный  f - собственная частота кристаллизатора в МГц, при этом электрический ток дугового разряда уменьшают, а мощность высокочастотного генератора увеличивают пропорционально изменению собственной частоты кристаллизатора при его заполнении расплавом в процессе плавки.
f - собственная частота кристаллизатора в МГц, при этом электрический ток дугового разряда уменьшают, а мощность высокочастотного генератора увеличивают пропорционально изменению собственной частоты кристаллизатора при его заполнении расплавом в процессе плавки.
| ВОЛОХОНСКИЙ Л.А | |||
| Вакуумные дуговые печи | |||
| - М.: Энергоатомиздат, 1985, с.209-212 | |||
| Способ регулирования длины дугового промежутка в вакуумной дуговой печи | 1990 |
|
SU1815812A1 |
| Устройство для автоматического управления вакуумной дуговой электропечью | 1987 |
|
SU1496016A1 |
| US 4797897 A, 10.01.1989 | |||
| US 2942045 A, 21.06.1960. | |||

