Изобретение относится к металлургии и может быть использовано при вакуумной дуговой плавке высокореакционных металлов, например титана.
Выплавка титана производится в электродуговых печах двух типов: в вакуумных дуговых печах (ВДП) и вакуумных дуговых гарнисажных печах (ВДГП). Переплав расходуемого электрода и формирование слитка в ВДП осуществляется одновременно в одном кристаллизаторе, который помещается в соленоид с магнитным полем. Изменением межэлектродного расстояния, напряженности магнитного поля, силы тока дугового разряда осуществляется управление процессом плавки [1].
Вакуумная дуговая гарнисажная печь отличается от ВДП тем, что переплав гарнисажа осуществляется в отдельном тигле, а процесс формирования слитка происходит в самостоятельной изложнице, в которую из тигля сливается расплав. Гарнисажная печь не требует изготовления расходуемого электрода прессованием и позволяет переплавлять отходы металла различных размеров, не превышающих внутренние размеры тигля. Сам расходуемый электрод является возвратным гарнисажем [2].
Конструкция ВДГП такова, что практически нельзя использовать соленоид с током для управления дуговым разрядом для обеспечения взрывобезопасности и перемешивания расплава в тигле.
В работе [3] приводятся способы управления дуговым разрядом аксиальным магнитным полем короткого соленоида и "бегущим" магнитным полем, создаваемым системой катушек. В этой же работе отмечается, что вследствие конструктивных особенностей большинства гарнисажных печей использовать эффективно магнитное поле невозможно.
Цель изобретения - повышение взрывобезопасности вакуумных электродуговых гарнисажных печей и улучшение однородности расплава. Эта цель достигается тем, что в объеме тигля дополнительно создают знакопеременное магнитное поле, вектор напряженности которого направлен перпендикулярно вектору тока дугового разряда и периодически перемещают дуговой разряд вдоль торца расходуемого электрода, при этом перемещение дугового разряда по торцу электрода контролируют видеокамерой с программным обеспечением, длительностью и напряженностью импульсов знакопеременного магнитного поля управляют с помощью катушек, а расплав в тигле перемешивают в горизонтальной и вертикальной плоскостях за счет взаимодействия магнитного поля катушки с растекающимися по гарнисажу токами.
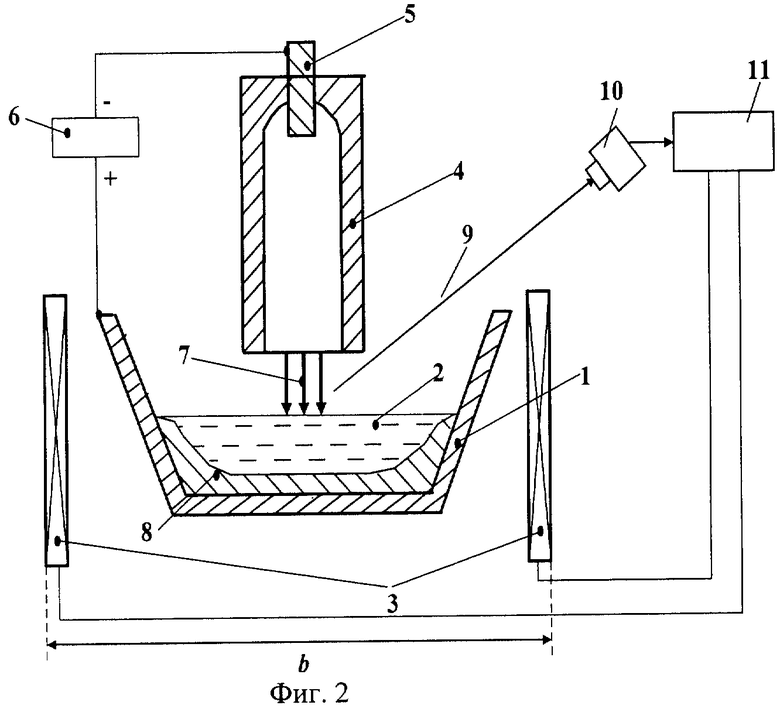
Предложенный способ повышения взрывобезопасности печей и однородности расплава поясняют схемы и чертежи на фиг.1, 2. Схема на фиг.2 является продолжением схемы на фиг.1.
Перед плавкой в изложницу 1 загружают отходы металла, размеры и форма которых является разными. Электропроводность медного корпуса тигля во много раз превышает электропроводность титанового гарнисажа, который является неоднородной средой для электрического тока. Поэтому теоретически рассчитать направление и плотность тока в данный момент времени невозможно. К тому же тигель и торец расходуемого электрода 4 имеют сложную форму. Несмотря на то, что корпус тигля является поверхностью равного потенциала, перемещение дуги 7 по торцу электрода будет случайным. Даже когда куски отходов превратились в расплав 2 и сформировался возвратный гарнисаж 8, направление растекания тока и образование боковой дуги будут случайными. Поэтому необходимо ввести элемент контроля и управления дуговым разрядом.
На практике дуговой разряд зажигают между электродом 4 и расплавом 2 при подключении источника питания 6 к корпусу тигля и электрододержателю 5. Торец электрода возвратного гарнисажа представляет собой пластину, длина которой равна внутренней ширине тигля, а ширина ее - остаток не слитого расплава 2. Электрическую дугу можно рассматривать как подвижный проводник с током. Если со стороны большой стенки тигля а направить вектор магнитного поля, перпендикулярно вектору тока дуги, то в результате действия силы электромагнитного взаимодействия дуга будет передвигаться по торцу электрода и менять направление движения при изменении направления вектора магнитного поля на обратное.
Магнитное поле в объеме тигля создается катушкой, состоящей из отдельных рамок 3 с обмотками (фиг.1, 2), которые соединены между собой последовательно-согласно, и подключены к генератору знакопеременных импульсов 11. Катушки устанавливаются параллельно друг другу по обе стороны тигля. Расстояние b между рамками должно составлять половину длины катушек.
Контроль сканирования торца электрода дугой осуществляется видеокамерой 10 с программным обеспечением по оптическому лучу 9 и управляет работой генератора знакопеременных импульсов тока в обмотках катушек. В момент достижения края торца электрода дугой камера подает сигнал генератору, на выходе которого появляется импульс обратной полярности.
В случае длительной остановки дуги на каком-либо участке длины торца электрода камера вырабатывает определенный сигнал и передает генератору для резкого увеличения амплитуды импульса. Это условие необходимо для уменьшения вероятности образования боковой дуги и взрывоопасной ситуации.
Ток дугового разряда будет растекаться по гарнисажу одновременно в разные стороны к стенкам тигля. Если направление тока растекания будет перпендикулярно вектору магнитного поля, то в результате электромагнитного взаимодействия перемешивание расплава происходит в вертикальной плоскости. При совпадении направления тока растекания с вектором магнитного поля перемешивание расплава произойдет в горизонтальной плоскости. Так как эти случаи могут происходить одновременно, то будет достаточно интенсивное перемешивание расплава за счет чего улучшиться его однородность.
Видеокамера и генератор импульсов тока размещаются за пределами вакуумной камеры гарнисажной печи. Катушки размещаются в вакуумной камере, что легко согласуется с конструкцией тигля и вакуумной камеры.
Литература
1. Тельминов М.М., Филиппенков А.А., Войтенко А.В., Войтенко В.А. Способ контроля и управления режимами работы вакуумных дуговых печей. Патент №2240365. Прототип.
2. Фридман А.Ш., Констанци М., Орелья Ф. Гарнисажная плавильная установка для производства титановых слитков. Журнал Титан N1(11), 2002 г., с 7-10.
3. Волохонский Л.Д. Вакуумные дуговые печи. М., Энергоиздат, 1985 г., с.173-176.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА МЕТАЛЛА | 2008 |
|
RU2385957C2 |
| СПОСОБ ФОРМИРОВАНИЯ СЛИТКА МЕТАЛЛА | 2005 |
|
RU2301841C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2002 |
|
RU2217515C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 1999 |
|
RU2156316C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 1999 |
|
RU2154683C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ, СОДЕРЖАЩИХ ТУГОПЛАВКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2184161C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА МЕТАЛЛА | 2007 |
|
RU2348712C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ С ТИТАНОМ И ХРОМОМ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 2000 |
|
RU2167949C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
Изобретение относится к области металлургии. Способ контроля и управления режимами работы гарнисажной вакуумной электродуговой печи включает контроль падения напряжения на дуге и межэлектродного расстояния. В объеме тигля дополнительно создают знакопеременное магнитное поле, вектор напряженности которого направлен перпендикулярно вектору тока дугового разряда, и периодически перемещают дуговой разряд вдоль торца расходуемого электрода. Перемещение дугового разряда по торцу электрода контролируют видеокамерой с программным обеспечением. Длительностью и напряженностью импульсов знакопеременного магнитного поля управляют с помощью катушек. Расплав в тигле перемешивают в горизонтальной и вертикальной плоскостях за счет взаимодействия магнитного поля катушки с растекающимися по гарнисажу токами. При использовании изобретения обеспечивается повышение взрывобезопасности вакуумных электродуговых гарнисажных печей и улучшение однородности расплава. 2 ил.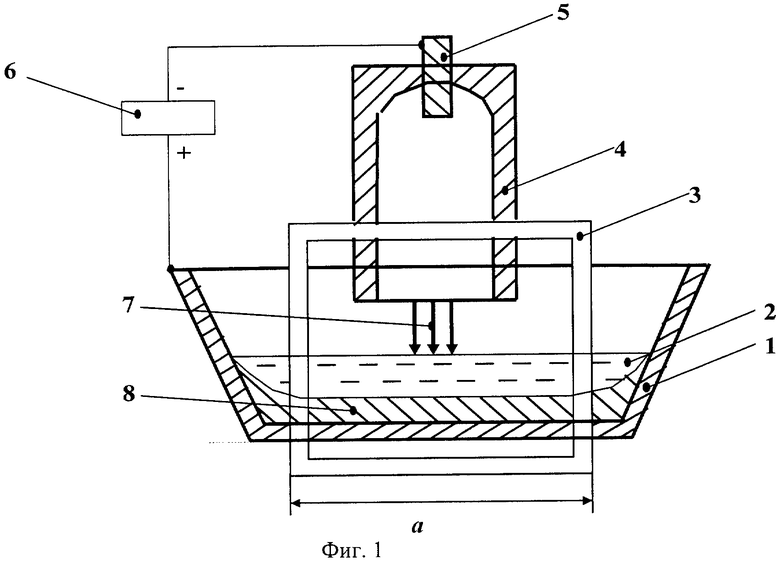
Способ контроля и управления режимами работы гарнисажной вакуумной электродуговой печи, включающий контроль падения напряжения на дуге и межэлектродного расстояния, отличающийся тем, что в объеме тигля дополнительно создают знакопеременное магнитное поле, вектор напряженности которого направлен перпендикулярно вектору тока дугового разряда, и периодически перемещают дуговой разряд вдоль торца расходуемого электрода, при этом перемещение дугового разряда по торцу электрода контролируют видеокамерой с программным обеспечением, длительностью и напряженностью импульсов знакопеременного магнитного поля управляют с помощью катушек, а расплав в тигле перемешивают в горизонтальной и вертикальной плоскостях за счет взаимодействия магнитного поля катушки с растекающимися по гарнисажу токами.
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ВАКУУМНЫХ ДУГОВЫХ ПЕЧЕЙ | 2003 |
|
RU2240365C1 |
| ВОЛОХОНСКИЙ Л.Д | |||
| Вакуумные дуговые печи | |||
| - М.: Энергоиздат, 1985, с.173-176, 209-212 | |||
| US 4578795 А, 25.03.1986 | |||
| WO 8703772 А1, 18.06.1987. | |||

