Изобретение относится к шахтным печам с перфорированным слоем шихтового материала.
Известны шахтные стекловаренные печи, загружаемые окускованным шихтовым материалом и снабженные горизонтальной ванной (авт. свид. СССР №13421, кл. С 03 В 5/12, 1928 г., №54149, кл. С 03 В 5/12, 1938 г.). Недостатком этих устройств является загрузка окускованным материалом, это приводит к повышенному пылению и неравномерному распределению газа по сечению шахты, а горизонтальная ванна имеет большие размеры и соответствующие потери тепла с поверхности ограждения.
Наиболее близким решением является устройство, описанное в авт. св. №1047847, кл. С 03 В 3/00, 1982 г., содержащее шахту с перфорированным слоем и ванну для выработки расплава. В этом устройстве охлаждение газов осуществляют в каналах перфорированного слоя шихтового материала. Однако поперечное расположение каналов по отношению к движению газов из ванны печи при низком аэродинамическом сопротивлении перфорированного слоя может привести к неравномерному распределению продуктов горения по каналам слоя и соответственно к неравномерной его выработке и повышению температуры уходящих газов. Горизонтальная ванна имеет большие габариты и соответственно большие потери тепла в окружающую среду.
Техническая задача, решаемая изобретением, состоит в снижении энергетических затрат путем равномерного распределения продуктов горения по каналам перфорированного слоя шихтового материала.
Поставленная техническая задача решается тем, что в известной шахтной печи, включающей непрерывно сменяемую футеровку и газовый коллектор, образованные брикетами шихтового материала, выполненными со сквозными каналами, и ванну для выработки расплава, горелочное устройство, каждый брикет выполнен в виде двух коаксиально расположенных колец, соединенных радиально расположенными пластинами, при этом выбирают следующие соотношения размеров: А/В=1/(2÷ 5); С/В=1/(2÷ 10); C1/C2=1/(1÷ 5); где А - толщина внутреннего кольца; В - толщина внешнего кольца; С - толщина радиальной пластины; C1 - толщина радиальной пластины со стороны внутреннего кольца; С2 - толщина радиальной пластины со стороны внешнего кольца.
Кроме того, на выходе каждого канала перфорированного слоя могут быть установлены регуляторы расхода уходящего газа.
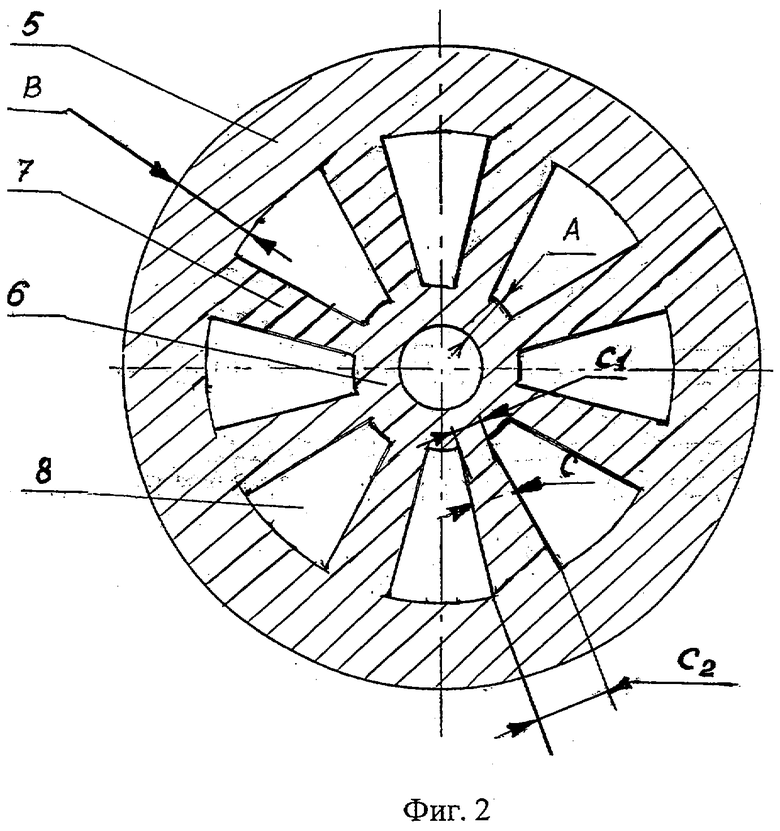
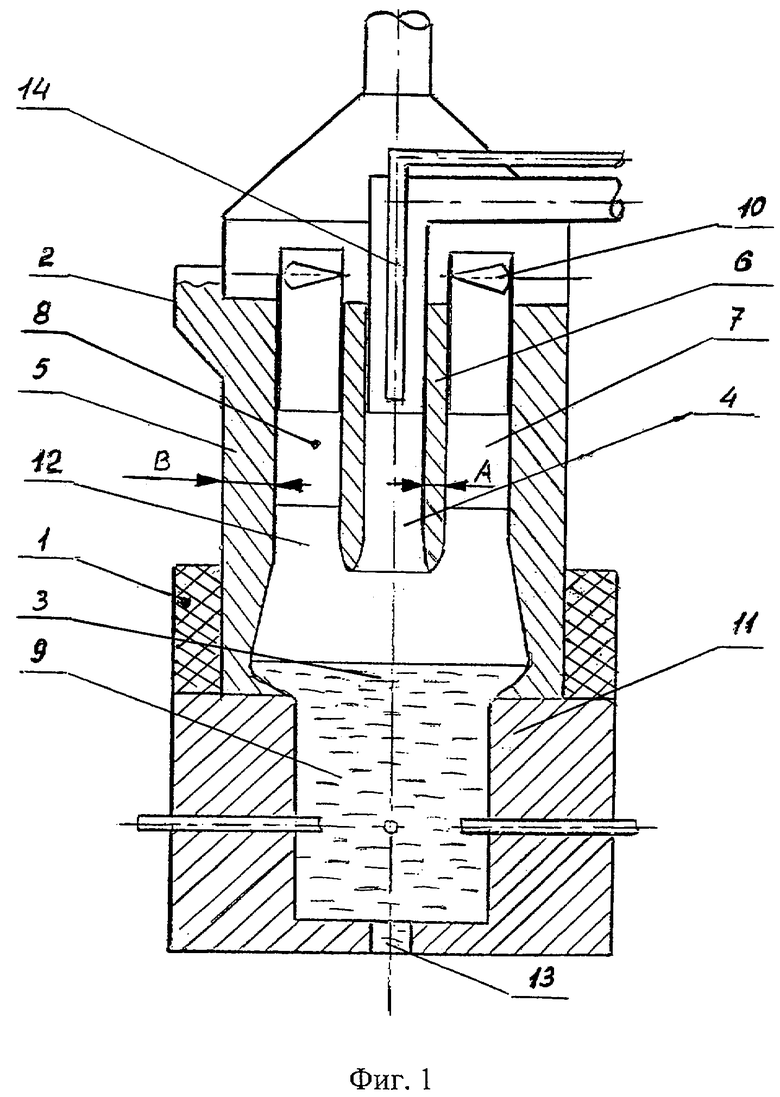
На фиг.1 представлен разрез шахтной печи. Поперечный разрез шахты печи представлен на фиг.2.
Шахтная печь (фиг.1) состоит из шахты 1, снабженной загрузочно-формующим устройством 2 и ванной 3 для выработки расплава, центрального канала 4 перфорированного слоя и расположенного в нем горелочного устройства 14. Перфорированный слой шахты 1 образуется внешними 5 и внутренними 6 кольцами соединенными радиальными пластинами 7 (фиг.2) и расположенными между ними радиальными каналами 8. Непосредственно под шахтой расположена ванна глубинного осветления 9. В верхней части шахты в районе загрузочного устройства 2 расположено устройство 10 регулирования распределения отходящих газов по радиальным каналам 8 перфорированного слоя брикетов шахтной печи. Внешнее кольцо брикетов опирается на верх фасонного бруса 11 ванны расплава 9. Внешнее кольцо 5 брикетов образует рабочую камеру печи 12 (коллектор), расплав выводится из печи через летку 13, расположенную на дне ванны.
Шихтовый материал через загрузочно-формующее устройство 2 в виде монолитного брикета подают в шахту 1 печи, ограниченную огнеупорным ограждением. За счет тепла топлива, сжигаемого в горелочном устройстве 14, брикет плавится по внутренней поверхности рабочей камеры 12, образованной внешними кольцами 5 брикетов, нижней частью внутреннего кольца 6 и нижней частью радиальных пластин 7. Образование рабочей камеры 12 происходит за счет выбора соотношения толщины радиальной пластины 7 брикета и толщины оболочки - внешнего кольца 5 брикета в пределах С/В=1/(2÷ 10). Соотношение между толщиной внутреннего кольца 6 (оболочки осевого канала) и толщиной внешнего кольца 5 (внешней оболочки брикета) А/С=1/(2÷ 5) позволяет отодвинуть выход горелочного устройства 14 от входа в каналы 8 перфорированного слоя шихтового материала и соответственно увеличить поверхность плавления шихтового материала брикета в шахтной предкамере печи. Расплавленный шихтовый материал поступает в ванну 3 под шахтой на верхний фасонный брус 11, на который установлена оболочка брикета 5 и из ванны 3 для дальнейшей обработки поступает в ванну глубинного осветления 9. Для обеспечения равномерного плавления радиальных пластин 7 и увеличения поверхности внешнего кольца 5 со стороны рабочей камеры толщина С радиальной пластины 7 может меняться от центральной части C1 к внешней C2 как C1/C2=1/(1÷ 5) при этом ширина, форма канала, их число выбираются в соответствии с числом и формой радиальных пластин. Соотношение внутреннего диаметра бассейна осветления к его глубине выбрано из условий глубинного осветления [1]. Готовая стекломасса отводится из печи через летку 13.
Продукты горения из горелочного устройства 14 поступают в газовый коллектор - рабочую камеру печи 12, отдают тепло на плавление шихтового материала и поступают в каналы 8 перфорированного слоя, созданного брикетами шихтового материала, где оставшееся тепло продуктов горения используется на предварительный нагрев шихтового материала. Охлажденные отходящие газы поступают в устройство 10 регулирования распределения газа по каналам перфорированного слоя, поворотные лопатки которого установлены в каналах загрузочно-формующего устройства. Поворотом лопатки 10 устройства регулирования распределения газа можно изменять сопротивление каждого канала перфорированного слоя шихтового материала и, следовательно, расход газа через него. Сигналом к изменению расхода газа через канал может быть резкое повышение либо понижение температуры газа на выходе из канала по отношению к среднему значению ее в остальных каналах.
Приведем пример работы печи по производству стекла “Е”. В предлагаемой шахтной печи брикеты образующие перфорированный слой опираются на фасонный брус 11 ванны расплава. Для обеспечения объема рабочей камеры оболочка брикета, которая служит несущей непрерывно сменяемой футеровкой шахты, должна проплавляться позже остальной части брикета. Проплавление перегородок и внутреннего канала обеспечивается уменьшением их толщины по отношению к толщине внешней несущей оболочки как 1/(2÷ 10). Это соотношение определяет высоту рабочей камеры перфорированного слоя, обеспечивающей обработку расплава и равномерное распределение отходящих газов по каналам перфорированного слоя, и определяется из выражения
dH=P1×t1/(r× b1×L)-Р2×t2/(r× b2×L)=C× dT(P1-P2)/(L× q)=С× dT× Р(2× b1/(b1-b2)-1)/(L× q), (1)
где P1=P× b1/(b1-b2), P2=P(1-b1/(b1+b2)),
dH - высота проплавленного участка оболочки брикета,
r - плотность шихтового материала,
С - средняя удельная теплоемкость шихтовых материалов с учетом теплоты эндотермических реакций, С=2,2 кДж/кг ° С в интервале температур 20-1000° С,
q - плотность теплового потока 100-200 кВт/м2,
t1 и t2 температура шихтового материала на входе в шахту 20° С и на выходе из нее 1000° С,
dT - разность температур шихтового материала на входе в шахту и на выходе из нее,
Р - производительность малых стекловаренных печей 20-50 т/сут,
L - поперечный размер шахтной предкамеры печи при указанной производительности 1,5-3,0 м,
С - толщина перегородки брикета,
В - толщина внешней оболочки брикета.
Подставив в выражение (1) dH=0,5-1,9 (м), получим уравнение для определения b1/b2=(A-1)/(A+1), где А=(С× Р× dT)/(L× q× dH). (2)
Для малых стекловаренных печей, производства стекла “Е”, соотношение С/В, рассчитанное по формулам (2) составляет 1/(2÷ 10).
Соотношения А/В=1/(2÷ 5), C1/С2=1/(1÷ 5) могут быть выведены аналогичным образом.
Предлагаемая шахтная печь позволит снизить энергозатраты путем обеспечения равномерного распределения продуктов горения по каналам перфорированного слоя. Благодаря уменьшению поверхности огнеупорного ограждения печи снижаются капитальные затраты.
Литература
1. Определение оптимальной глубины бассейна эл. стекловаренных печей. Татевосян К.М. Стекло и керамика, 1983, №8, стр.11-13.
2. Волгина М.Ю. Теплотехническое оборудование стекольных заводов. - М.: Стройиздат, 1974, 307 с.
3. Электротехнический расчет многозонной стекловаренной печи. Прохоров Б.Н. Стекло и керамика, 1983, №9.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНАЯ ПЕЧЬ С ШАХТНОЙ ПРЕДКАМЕРОЙ | 2004 |
|
RU2272794C2 |
| СПОСОБ ВАРКИ ШИХТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2441850C1 |
| Стекловаренная печь | 1983 |
|
SU1167155A1 |
| СПОСОБ ФОРМОВАНИЯ РАБОЧЕЙ КАМЕРЫ ШАХТНОЙ ПЕЧИ С ПЕРФОРИРОВАННЫМ СЛОЕМ ШИХТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338985C2 |
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1047847A1 |
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1058901A1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2334925C1 |
| ШАХТНАЯ ПЕЧЬ | 2004 |
|
RU2267726C1 |
| СПОСОБ ДЕФОСФОРАЦИИ СПЛАВОВ | 2006 |
|
RU2345147C2 |
| Способ получения обесфторенных фосфатов | 1983 |
|
SU1161502A1 |
Изобретение относится к шахтным печам с перфорированным слоем шихтового материала. Технический результат: снижение потерь тепла с уходящими газами. Шахтная печь включает непрерывно сменяемую футеровку и газовый коллектор, образованные брикетами шихтового материала, выполненными со сквозными каналами, ванну для выработки расплава и горелочное устройство. Брикеты выполнены в виде двух коаксиально расположенных колец, соединенных радиально расположенными пластинами, при следующем соотношения размеров: А/В=1/(2÷5); С/В=1/(2÷10); C1/С2=1/(1÷5); где А - толщина внутреннего кольца; В - толщина внешнего кольца; С - толщина радиальной пластины; С1 - толщина радиальной пластины со стороны внутреннего кольца; С2 - толщина радиальной пластины со стороны внешнего кольца. 1 з.п. ф-лы, 2 ил.
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1047847A1 |
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1058901A1 |
| Стекловаренная печь | 1983 |
|
SU1167155A1 |
| SU 1486482 A1, 15.06.1989. | |||

