Изобретение относится к шахтным печам с перфорированным слоем шихтового материала, в частности к предпусковой подготовке печи с шахтной предкамерой, а именно к способам и устройствам предварительного формования рабочей камеры и нижнего участка шахтной печи и печи с шахтной предкамерой с перфорированным слоем шихтового материала.
Известны способы загрузки и формования шахты печи, включающие подачу окускованного шихтового материала непосредственно на дно шахты (а.с. СССР №13421 1928 г., кл. С03В 5/12; №54149 1938 г., кл. С03В 5/12).
Недостатком способа загрузки является подача шихтового материала непосредственно на дно шахты в ванну расплава без подготовки рабочей камеры, что приведет к неравномерному распределению продуктов горения по сечению шахты.
Наиболее близким решением является способ загрузки шихты в печь с шахтной предкамерой и формования рабочей камеры, описанный в а.с. СССР №1047847 (опубл. 04.03.1982 г., кл. С03В 3/00), при котором осуществляют подачу и укладку отформованных брикетов в шахтную предкамеру, образующих непрерывно сменяемую футеровку и газоход.
Недостатком способа является последовательная укладка уже готовых брикетов, это приводит к повышенным требованиям к прочностным характеристикам брикетов и прерывистому выходу продуктов горения из рабочей камеры печи, что ограничивает производительность печи.
Устройство, реализующее указанный способ, содержит устройство формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала, включающее устройство подачи шихты, ее распределения и уплотнения (а.с. СССР №1047847 А, опубл. 15.10.1983).
Недостатком известного устройства является необходимость предварительной формовки брикетов определенных размеров, что удорожает производство.
Техническая задача, решаемая изобретением, состоит в снижении энергозатрат путем обеспечения предпусковой подготовки шахтной печи с перфорированным слоем шихтового материала.
Поставленная техническая задача решается тем, что в известном способе формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала, включающем подачу и распределение шихтового материала по сечению рабочей камеры шахтной печи, согласно изобретению на под шахты устанавливают форму рабочей камеры с изменяемой геометрией поверхности и устройство формования рабочей камеры с каналами отвода продуктов горения, шихту смешивают со связующими материалами и подают в шахту устройством формования на форму рабочей камеры, последовательно распределяя и уплотняя ее по высоте рабочей камеры, после затвердевания шихтового материала форму рабочей камеры и устройство формования рабочей камеры выводят из затвердевшей шихты.
По второму варианту техническая задача решается тем, что в известном способе формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала, включающем подачу и распределение шихтового материала по сечению рабочей камеры шахтной печи, согласно изобретению на под шахты устанавливают форму рабочей камеры с изменяемой геометрией поверхности и устройство формования рабочей камеры с каналами отвода продуктов горения, шихту смешивают со связующими материалами и подают в шахту устройством формования на форму рабочей камеры, последовательно распределяя и уплотняя ее по высоте рабочей камеры, после затвердевания шихтового материала полая форма рабочей камеры остается в ней.
В части устройства техническая задача решается тем, что известное устройство формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала, включающее устройство подачи шихты, ее распределения и уплотнения, согласно изобретению снабжено формой рабочей камеры с изменяемой геометрией поверхности, выполненной из пневмопанелей с изменяемой геометрией, сопрягаемых между собой боковыми поверхностями, источником сжатого газа с трубопроводом питания, каждая пневмопанель соединена посредством направляющего элемента с распределительным коллектором, подключенным к трубопроводу питания, и связана с устройством распределения и уплотнения шихты, состоящим из раздающего корпуса с каналами для равномерного распределения шихтового материала по сечению перфорированного слоя с введенными через них механическими уплотнителями шихтового материала, каждая пневмопанель снабжена устройством для затягивания в коллектор, при этом наружные пневмопанели имеют форму, обеспечивающую создание ровной внешней поверхности, а внутренние пневмопанели имеют форму, обеспечивающую необходимую конфигурацию пространства между наружными пневмопанелями, регулятором давления, установленным на трубопроводе питания сжатым воздухом.
Кроме того, пневмопанель, устанавливаемая со стороны ванны печи, имеет форму окна прохода газа и расплава между шахтой и ванной.
Для реализации второго варианта способа известное устройство формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала, включающее устройство подачи шихты, ее распределения и уплотнения, согласно изобретению снабжено формой рабочей камеры с изменяемой геометрией, выполненной с заданной формой рабочей камеры, снабженной каналами для отвода газов, на концах которых установлены заглушки, содержит раздающий корпус с устройством подачи шихты и направляющими каналами, образованными распределяющими заглушками, а также устройствами механического уплотнения шихты.
На фиг.1 схематически изображено устройство формования рабочей камеры шахтной печи с формой рабочей камеры с изменяемой геометрией поверхности, выполненной из пневмопанелей с изменяемой геометрией. На фиг.2 схематически изображено устройство формования рабочей камеры шахтной печи с формой рабочей камеры с изменяемой геометрией, выполненной с заданной формой рабочей камеры. На фиг.3 - устройство формования рабочей камеры шахтной печи иной конфигурации, когда плавильное пространство оказывается внизу и сбоку.
На фиг.1 схематично показаны шахта 1 с леткой 2 для вывода расплава, устройство формования, размещенное на входе в шахту и включающее в себя раздающий корпус 3 с устройством подачи шихты 4 и направляющими каналами 5 для равномерного распределения шихты 6 по сечению перфорированного слоя шихтового материала, механические устройства уплотнения шихтового материала 7, внешние 8 и внутренние 9 полые надувные пневмопанели с изменяемой геометрией, снабженные механическими средствами быстрого соединения 10-11 со стороны соседних с ними пневмопанелей, единого для всех пневмопанелей трубопровода питания 12 сжатым газом с регулятором давления 13 для создания давления и разрежения и общего раздающего коллектора 14. Надувные пневмопанели с изменяемой геометрией 8 и 9, соединенные с общим раздающим коллектором 14 посредством направляющих элементов 15 устройства формования, каждая из которых может быть затянута в направляющие элементы 15 тягами 16 с муфтами 17 ограничения усилий затягивания. Механические уплотнители 7 шихтового материала связаны с механизмом привода и регулирования положения 18 через каналы связи 19.
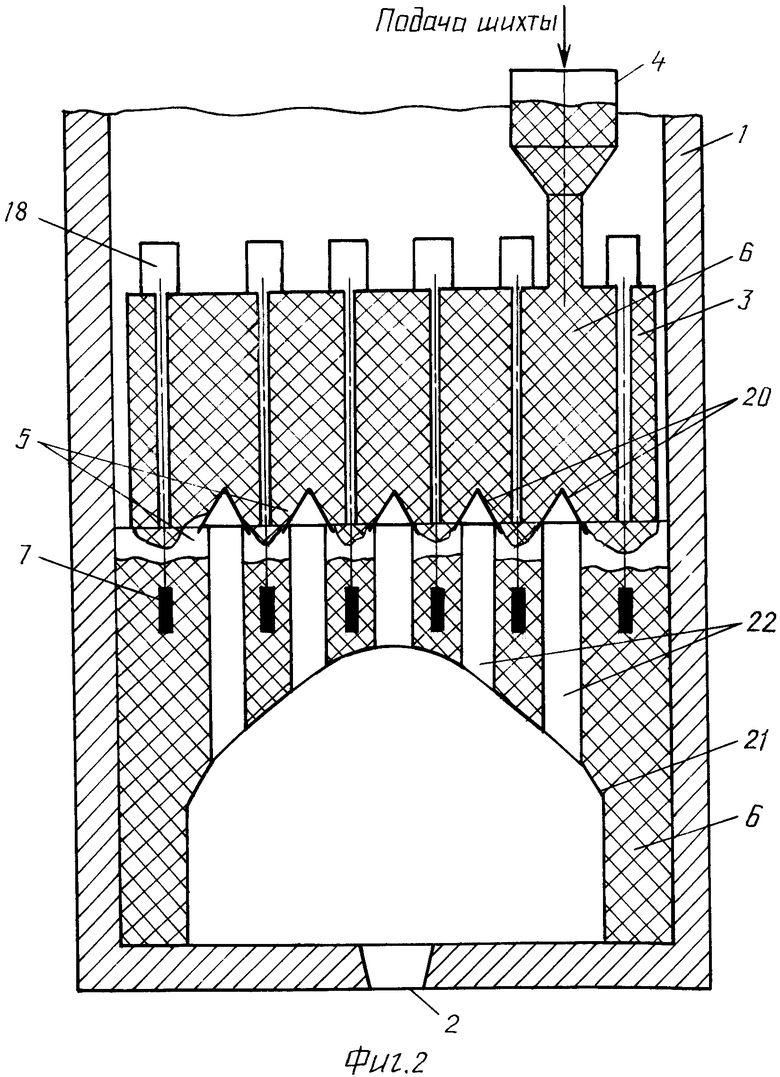
Представленное на фиг.2 устройство формования рабочей камеры шахтной печи с формой рабочей камеры с изменяемой геометрией, выполненной с заданной формой рабочей камеры, состоит из шахты 1 с леткой 2 для вывода расплава, раздающего корпуса 3 с устройством подачи шихты 4 и направляющими каналами 5 для распределения шихтового материала 6, образованными разделяющими заглушками 20, формы рабочей камеры с изменяемой геометрией 21, выполненной с каналами для отвода газов 22. Имеются механические уплотнители 7 шихтового материала с механизмом привода и регулирования их положения 18.
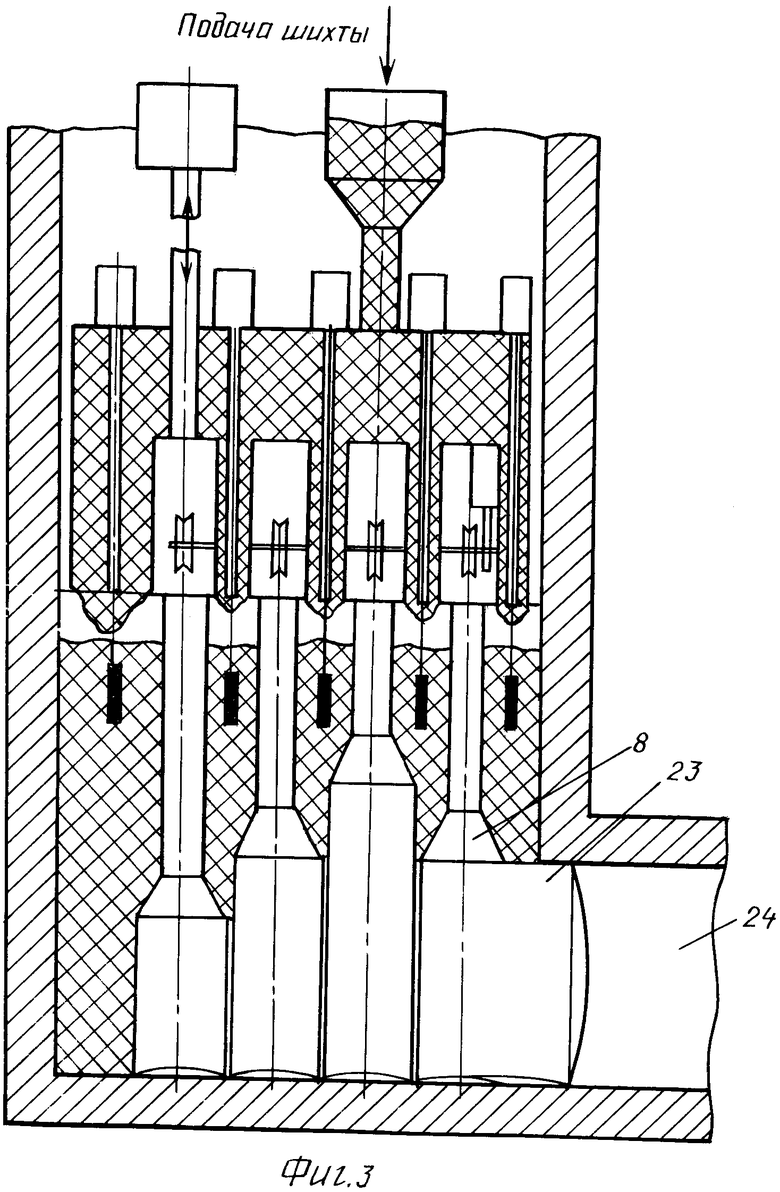
На фиг.3 показано устройство формования рабочей камеры шахтной печи, размещенное в печи с иной конфигурацией, когда плавильное пространство оказывается внизу и сбоку. В этом случае пневмопанель 23, устанавливаемая со стороны плавильной ванны печи 24, имеет форму прохода между шахтой и ванной.
Предпусковую подготовку шахтной предкамеры (фиг.1) производят установкой в шахте устройства формования. В полые пневмопанели 8 и 9 по трубопроводу питания 12 подается сжатый газ через устройство регулирования давления 13. Надутые пневмопанели 8 и 9 приобретают форму и средствами быстрого соединения 10-11, расположенными на поверхностях со стороны соседних с ними панелей, соединяются с ними. Поверхности пневмопанелей 8 и 9 со стороны шихтового материала выполнены гладкими для обеспечения быстрого их удаления из отформованного перфорированного слоя. С помощью раздающего корпуса 3 из канала подачи 4 шихты заполняют шихтой 6 и по направляющим каналам 5 равномерно распределяют ее по сечению шахты. Проходя по направляющим 5, шихта заполняет пространство между направляющими элементами 15 пневмопанелей 8-9 и укладывается на поверхности пневмопанелей, создавая при этом арку рабочей камеры и каналы перфорированного слоя. При этом шихту уплотняют устройствами уплотнения 7, которые по мере заполнения пространства шихтой поднимают посредством механизма привода и регулирования положения 18. По завершении укладки шихты и ее уплотнения приступают к выводу формующего устройства из отформованного шихтового слоя. Устройство 13 понижает давление и создает разрежение, после чего тягами 16 затягивают пневмопанели 8 и 9 через направляющие 15 в коллектор 14. При этом для предотвращения разрушения пневмопанелей по завершении затягивания имеются муфты 17 ограничения усилия затягивания. После удаления подвижных элементов устройство формования осуществляет формование собственно перфорированного слоя на рабочую высоту шахты печи. Затем устройство формования удаляют полностью и переходят к формованию в рабочем режиме.
Подготовку камеры шахтной печи с устройством формования на основе формы рабочей камеры с изменяемой геометрией (фиг.2) проводят в два этапа. Сначала устанавливают полую форму рабочей камеры с изменяемой геометрией 21 с каналами отвода газа 22, затем погружают и стыкуют с ней раздающий корпус 3 подачи и распределения шихты. Каналы отвода продуктов горения 22 выполнены сквозными и для предотвращения проникновения в них шихтового материала в верхней части, в месте стыка с раздающим корпусом 3, каналы 22 закрыты заглушками 20. После завершения стыковки загрузочный корпус 3 заполняют шихтовым материалом 6 через канал подачи 4 и по направляющим каналам 5 осуществляют заполнение пространства над формой рабочей камеры с изменяемой геометрией 21. Шихту равномерно распределяют и уплотняют устройствами уплотнения 7, которые поднимают механизмом привода 18 по мере заполнения пространства ванны шихтой. По завершении заполнения устройство уплотнения шихты 7 удаляют из шихты, а устройство формования убирают из шахты.
Устройство формования шахтной предкамеры (фиг.3) ванной печи иной конфигурации опускают в шахту таким образом, чтобы пневмопанель 23, имеющая форму прохода между шахтой и ванной, была расположена со стороны ванны и заполнила окно прохода газа и расплава между шахтой и ванной. Дальнейшая работа происходит аналогично работе устройства в соответствии с описанием работы устройства формования на фиг.1.
По окончании формования рабочей камеры перед удалением пневмопанелей и устройства формования из отформованного шихтового перфорированного слоя создают импульсную подачу и удаление газа из формы рабочей камеры с изменяемой геометрией. Это приводит к деформации оболочки и, соответственно, отслаиванию ее от отформованного из шихты перфорированного слоя, что позволит удалить устройство формования без повреждения поверхности шихтового перфорированного слоя.
Оба варианта устройств формования могут быть оборудованы устройствами импульсной подачи и удаления газа в формы рабочей камеры с изменяемой геометрией. Это воздействие приведет к снижению связи поверхности устройства формования с поверхностью отформованного перфорированного слоя, при этом давление в надувной форме рабочей камеры не должно превышать рабочее давление в режиме формования.
Работа тросового втягивающего устройства с тягами 16 начинается только после снижения давления в форме рабочей камеры с изменяемой геометрией, что предотвращает воздействие на отформованный перфорированный слой из шихтового материала и его повреждение или разрушение.
Для повышения надежности удаления устройства формования из отформованной из шихтового материала рабочей камеры шахтной печи нужно к раздающему корпусу 3 приложить вибровоздействие по поверхности, что приведет к отслаиванию раздающего корпуса 3 от шихтового материала и, следовательно, также позволит удалить устройство формования без повреждения отформованной из шихтового материала рабочей камеры шахтной печи.
Предлагаемое устройство предпусковой загрузки и формовки рабочей камеры шахтной печи с перфорированным слоем шихтового материала обеспечит ускоренную предпусковую подготовку с минимальными энергозатратами и обеспечит переход к загрузочно-формующему устройству рабочего режима.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАРКИ ШИХТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2441850C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ С ШАХТНОЙ ПРЕДКАМЕРОЙ | 2004 |
|
RU2272794C2 |
| ШАХТНАЯ ПЕЧЬ | 2003 |
|
RU2240987C1 |
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1047847A1 |
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1058901A1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2334925C1 |
| Загрузочно-распределительное устройство шахтной печи | 1989 |
|
SU1744393A1 |
| ШАХТНАЯ ПЕЧЬ | 2004 |
|
RU2267726C1 |
| ДОМЕННАЯ ПЕЧЬ | 2002 |
|
RU2228363C2 |
| Устройство для нагрева брикетированной шихты | 1984 |
|
SU1222635A1 |
Изобретение относится к предпусковой подготовке шахтных печей. Способ формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала включает подачу и распределение шихтового материала по сечению рабочей камеры шахтной печи. При этом на под шахты устанавливают форму рабочей камеры с изменяемой геометрией поверхности и устройство формования рабочей камеры с каналами отвода продуктов горения. Устройство формования рабочей камеры шахтной печи с перфорированным слоем шихтового материала включает устройство подачи шихты, ее распределения и уплотнения. При этом оно снабжено формой рабочей камеры с изменяемой геометрией поверхности, выполненной из пневмопанелей с изменяемой геометрией, сопрягаемых между собой боковыми поверхностями, источникам сжатого газа с трубопроводом питания. Технический результат заключается в снижении энергозатрат. 4 н. и 1 з.п. ф-лы, 3 ил.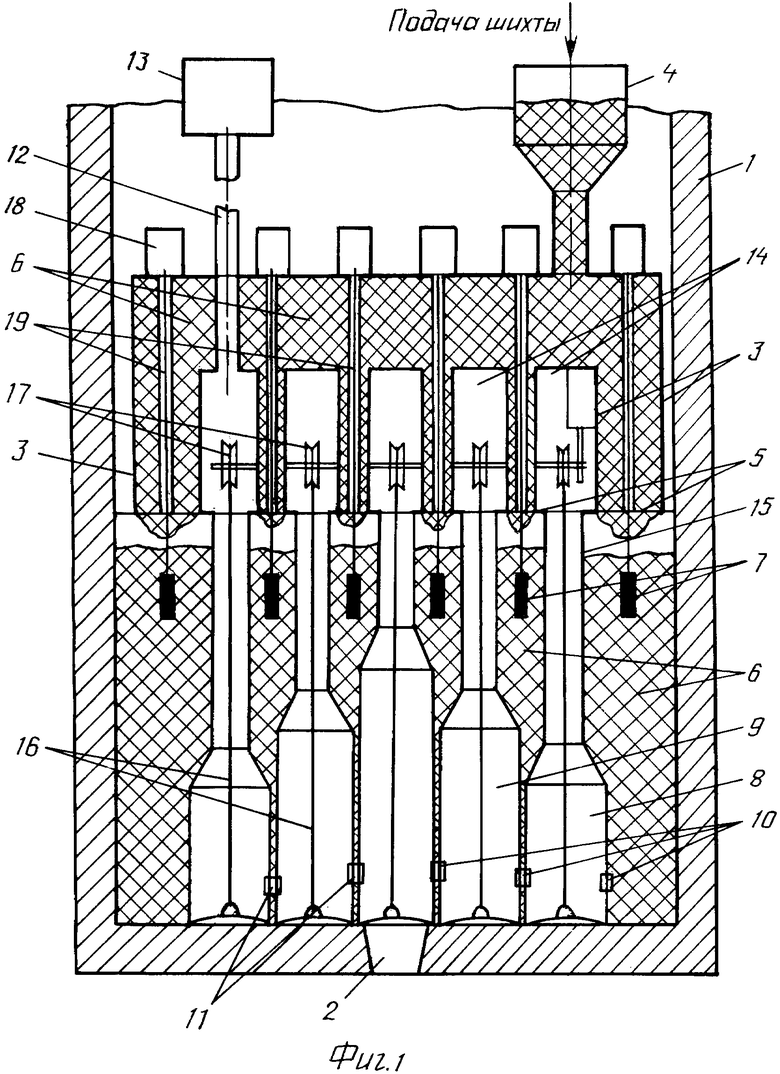
| Способ загрузки шихты в стекловаренную печь | 1982 |
|
SU1047847A1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ С ШАХТНОЙ ПРЕДКАМЕРОЙ | 2004 |
|
RU2272794C2 |
| GB 1378165 A, 27.12.1974 | |||
| Устройство для обработки металлов давлением | 1985 |
|
SU1256842A1 |

