Изобретение относится к цветной металлургии, в частности к термической обработке титановых сплавов.
Известен способ обработки титановых сплавов (SU 396427, C 22 F 1/18, 1973), включающий нагрев, деформацию в β-области, охлаждение со скоростью 0,1...4,0 град/мин до температуры на 100...300°С ниже температуры α+β→β - превращения, выдержку при этой температуре в течение 1 часа и дальнейшее охлаждение. Однако этот способ не обеспечивает стабильных механических свойств деталей.
Известен также способ обработки титановых сплавов (SU 324298, C 22 F 1/18, 1972), в котором нагрев производят до температуры на 30...70°С ниже температуры полиморфного превращения, охлаждение со скоростью 5...30°С в секунду, с последующим старением при 5000...600°С, что обеспечивает повышение прочностных свойств при комнатной и повышенной температурах при сохранении высоких пластических свойств. Недостатком этого способа является то, что термическая обработка в таком широком интервале скоростей охлаждения способна привести к образованию химической и структурной микронеоднородности, которые часто оказываются неустойчивыми по отношению к последующим нагревам. Наличие микронеоднородности определяет неравномерность механических свойств детали.
Наиболее близким аналогом по совокупности существенных признаков и назначению является способ многоступенчатой обработки псевдо α-титановых сплавов (SU 1740487 А1, C 22 F 1/18, 15.06.1992), включающий нагрев, деформацию и охлаждение. Однако способ не обеспечивает стабильных механических свойств деталей.
Предлагаемый способ направлен на получение качественных деталей за счет обеспечения в результате обработки равномерности и стабильности механических свойств деталей.
Сущность изобретения заключается в следующем. В способе обработки штамповок из псевдо-α-титановых сплавов, включающем многоступенчатые нагрев и штамповку и последующее охлаждение, нагрев под окончательную штамповку производят до температуры ниже температуры α→β превращения для исключения этого превращения. Однако в отличие от прототипа нагрев под окончательную штамповку производят до температуры не ниже чем на 30°С температуры α→β превращения и после этого проводят отжиг. Особое состояние фазового предпревращения характеризуется наименьшей устойчивостью атомов для обеих фаз. Тепловое воздействие на металл и сплав в интервале температур предпревращения приводит к максимальной диффузионной подвижности атомов. В этих условиях протекают многоуровневые релаксационные процессы, которые фиксируются при последующем охлаждении и обеспечивают повышенную прочность и пластичность заготовок и их высокую стабильность.
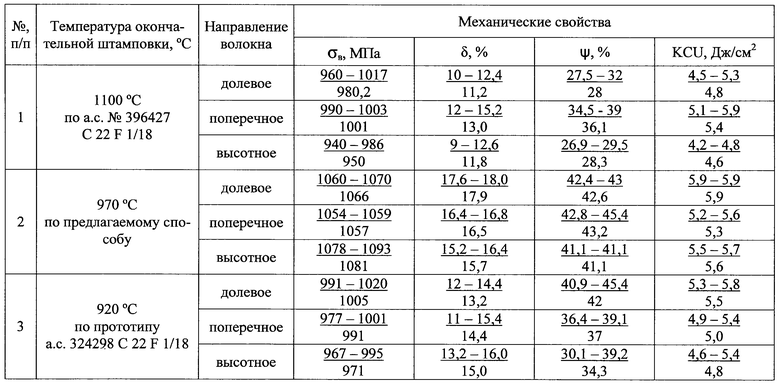
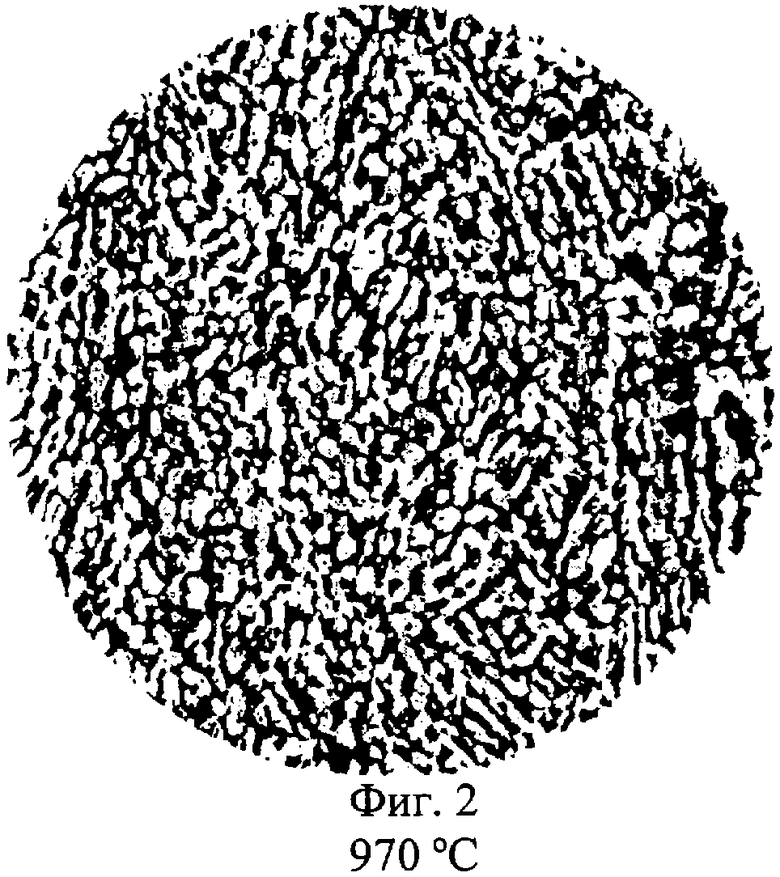
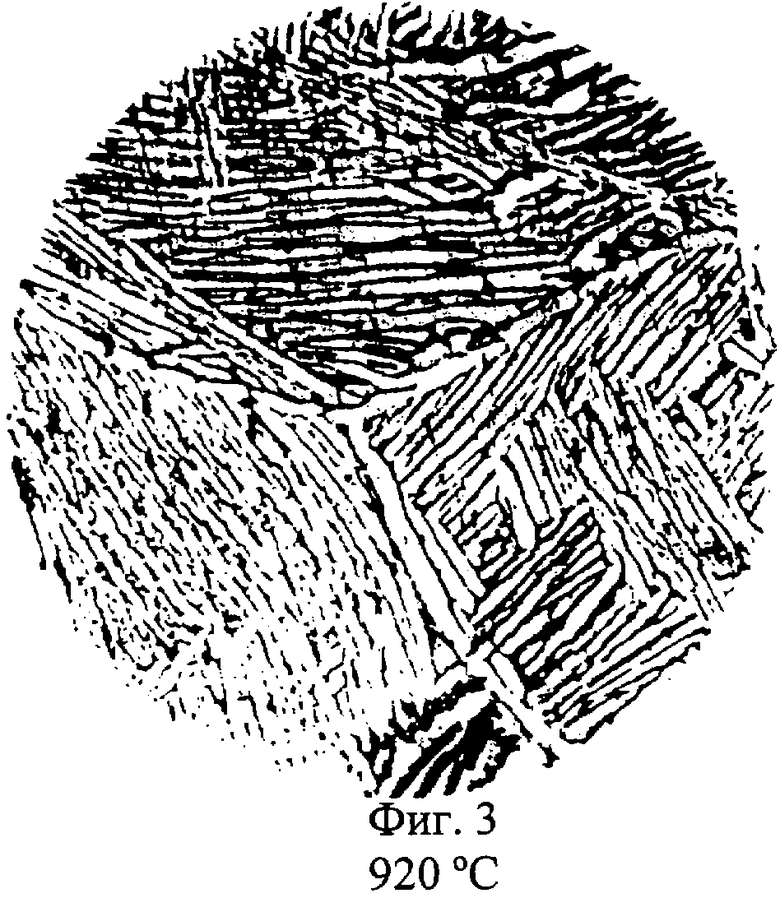
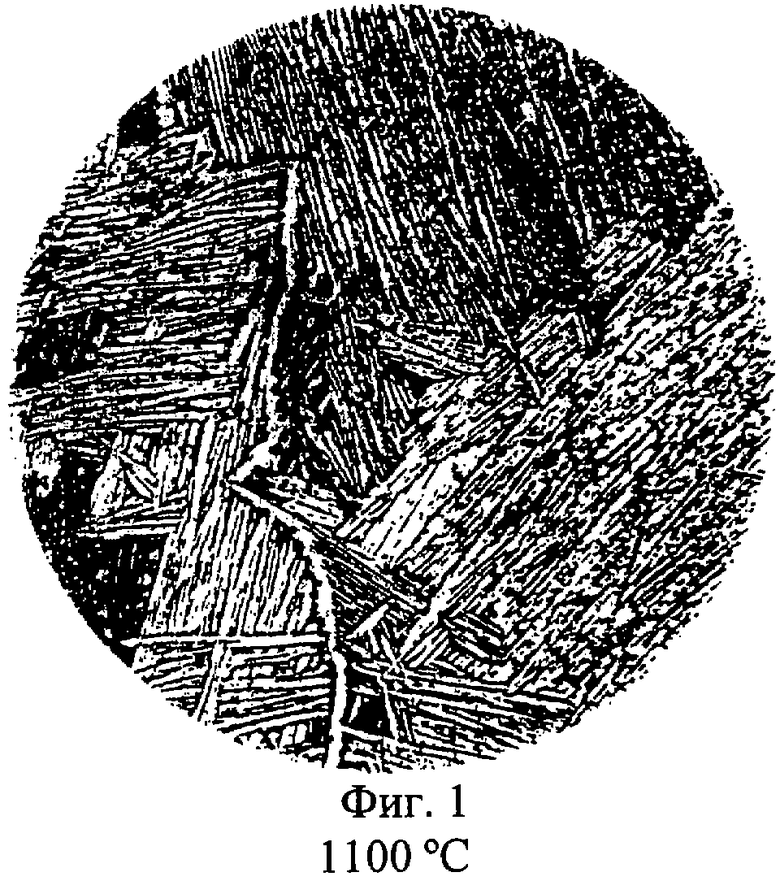
Изобретение поясняется графическими материалами. В таблице приведен сравнительный анализ механических свойств деталей, изготовленных по аналогу SU 396427, предлагаемому способу и по аналогу SU 324298. На фиг.1, 2 и 3 представлена микроструктура материала деталей из титанового сплава ВТ20, обработанных соответственно по аналогу SU 396427, предлагаемому способу и аналогу SU 324298.
Заготовки из сплава ВТ20 одной и той же плавки, с температурой полиморфного превращения Т=975°С после предварительной двухступенчатой штамповки подвергались окончательной третьей штамповке после нагрева их до температуры соответственно 1100°С, 970°С и 920°С и последующему охлаждению на воздухе. Все штамповки подвергались отжигу при температуре 880°С, 1 час. Штамповки подвергались всесторонним исследованиям механических свойств и микроструктуры. Результаты исследований влияния температуры окончательной штамповки на свойства титановых заготовок приведены в таблице, а также на фиг.1, 2 и 3. Как видно из данных таблицы, наилучшие механические свойства наблюдаются у заготовок, подвергавшихся окончательной штамповке в области существования α-фазы, близкой к температуре предпревращения α→β. Практически предел прочности у таких штамповок повысился на 8-10%, а характеристики пластичности в 1,5-2 раза по сравнению со штамповками, деформированными как в области β-фазы, так и в области α-фазы, на 30...70°С ниже температуры полиморфного превращения α→β. Кроме того, наблюдается стабильность, малый разброс и меньшая зависимость показателей механических свойств от направления испытания у штамповок, деформированных в области α-фазы, близкой к температуре полиморфного α→β предпревращения.
Нагрев и деформация титановых заготовок в температурном интервале существования α-фазы, близкой к температуре полиморфного предпревращения α→β (фиг.2) приводят, к тому, что явных границ зерен исходной β-фазы не наблюдается, структура характеризуется пластичным строением внутризеренной α-фазы с переходом к глобулярной, т.е. образование структуры, связанной с процессами рекристаллизации, коагуляции и глобуляризации, что обеспечивает повышенную прочность и пластичность титановых заготовок.
Нагрев и деформация титановых заготовок в температурном интервале β-фазы (фиг.1) приводят к образованию пластинчатой (β-превращенной) структуры с четко выраженными зернами исходной β-фазы, окаймленных α-фазой, причем β-зерна состоят из α-колоний, являющихся пачками α-пластин, разделенных прослойками β-фазы. Такая структура и определяет пониженные характеристики и прочности и пластичности и значительную их нестабильность.
Нагрев и деформация титановых заготовок в температурном интервале существования α-фазы, но на 30...70°С ниже температуры α→β превращения (фиг.3) приводит к укрупнению толщины α-пластин и накоплению деформационных напряжений, что существенно снижает прочность и пластичность металла и увеличивает их нестабильность.
Пример конкретного выполнения.
Заготовки одной плавки из сплава ВТ20 в виде катанных, обточенных прутков с размерами ⊘130×202 мм нагревали до температуры 1100-20°С продолжительностью 75+30 мин и подвергали ковке. После зачистки дефектов заготовки нагревали до температуры 1000-20°С в течение 60+20 мин и подвергали заготовительной штамповке. Затем заготовительные штамповки нагревали до температуры 970°С в течение 40+10 мин и подвергали окончательной штамповке и охлаждали на воздухе.
После этого штамповки отжигали при температуре 850°С в течение 1 часа для снятия остаточных напряжений и подвергали всесторонним исследованиям механических свойств и микроструктуры. Результаты исследований приведены в таблице, пункт 2, и на фиг.2.
Предлагаемый способ по сравнению с аналогами позволяет повысить предел прочности на 8-10%, характеристики пластичности в 1,5-2 раза, уменьшить анизотропию свойств штамповок в зависимости от направления испытаний и улучшить качество деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ В ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВАХ | 2002 |
|
RU2248539C2 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕЕ | 2004 |
|
RU2246556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441097C1 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ (ВАРИАНТЫ) | 2000 |
|
RU2202629C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ α+β-ТИТАНОВОГО СПЛАВА | 2008 |
|
RU2368700C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2469122C1 |
| Способ термической обработки сварных соединений титанового сплава | 2024 |
|
RU2834665C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2022 |
|
RU2808755C1 |
Изобретение относится к цветной металлургии, в частности к обработке титановых сплавов. Предложен способ обработки псевдо α-титановых сплавов, включающий многоступенчатые нагрев и штамповку и последующее охлаждение, а нагрев под окончательную штамповку производят до температуры ниже температуры α→β превращения для исключения этого превращения, при этом нагрев под окончательную штамповку производят до температуры не ниже чем на 30°С температуры α→β превращения и после этого проводят отжиг. Технический результат - получение качественных деталей за счет обеспечения равномерности и стабильности механических свойств деталей в результате обработки. 1 табл., 3 ил.
Способ обработки псевдо α-титановых сплавов, включающий многоступенчатые нагрев и штамповку и последующее охлаждение, при этом нагрев под окончательную штамповку производят до температуры ниже температуры α→β превращения для исключения этого превращения, отличающийся тем, что нагрев под окончательную штамповку производят до температуры не ниже чем на 30°С температуры α→β превращения и после этого проводят отжиг.
| Способ изготовления деталей из псевдо @ -сплавов титана | 1989 |
|
SU1740487A1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2178014C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2169791C2 |
| ЕР 0921207 А1, 09.06.1999 | |||
| JP 63179054, 23.07.1988. | |||

