Изобретение относится к области производства легких заполнителей для многослойных панелей и оболочек и может быть использовано при изготовлении многослойных панелей в самолетостроении, судостроении, строительстве и других отраслях промышленности.
Известен сотовый заполнитель повышенной жесткости, в котором жесткость конструкции повышается за счет вставок (Панин В.Ф. Конструкции с сотовым заполнителем. М.: Машиностроение, 1982, с.105-108).
Недостаток данного заполнителя заключается в использовании дополнительных конструктивных элементов, что усложняет технологический процесс изготовления и сборки панели, ведет к повышению удельных массовых характеристик многослойной панели.
Известна конструкция сотового заполнителя повышенной жесткости, в котором жесткость конструкции достигается за счет заливки ячеек вспенивающимся клеем (А.И.Ендогур, М.В.Вайнберг, К.М.Иерусалимский. Сотовые конструкции. М.: Машиностроение, 1986, с.132-133).
Недостаток данной конструкции заполнителя заключается в использовании дополнительных материалов, что усложняет технологический процесс изготовления и сборки, ведет к повышению удельных массовых характеристик многослойной панели.
Известна конструкция многослойной панели, в которой гофрированный заполнитель имеет увеличенные площади контакта между обшивками и заполнителем за счет канавок треугольной формы, выполненных вдоль линий выступов и впадин (А.с. №1646196 СССР, МКИ В64С 3/26. Многослойная панель / В.И.Халиулин (СССР). Опубл. 21.08.91. Бюл. №31). Недостаток данной конструкции заполнителя заключается в использовании дополнительного композиционного материала, заполняющего канавки, что усложняет технологический процесс изготовления и сборки, ведет к повышению удельных массовых характеристик многослойной панели. Кроме того, конструкция заполнителя обеспечивает хорошее соединение заполнителя с обшивками, но не обладает удовлетворительными прочностными характеристиками при действии на панель сжимающих и растягивающих усилий.
Наиболее близким по технической сущности к изобретению является конструкция сотового заполнителя повышенной жесткости, содержащая гофры на несклеиваемых гранях сот (В.Е.Берсудский, В.Н.Крысин, С.И.Лесных. Производство сотовых конструкций. М.: Машиностроение, 1966, с.19, рис.1.15).
Недостатком данной конструкции является невозможность выполнения гофров на всех сторонах сотового заполнителя с шестигранной ячейкой.
Известен целый ряд способов изготовления сотового заполнителя, среди которых можно назвать: сборка из профилированных листов, растяжение пакета, объемное ткачество (В.Е.Берсудский, В.Н.Крысин, С.И.Лесных. Производство сотовых конструкций. М.: Машиностроение, 1966, с.82-83).
Каждому из этих способов присущи свои недостатки, в числе которых можно назвать: для сборки из профилированных листов - ограничение на минимальную длину стороны ячейки и невозможность механизации некоторых операций, для изготовления методом растяжения пакета - сложное технологическое оборудование; для изготовления методом объемного ткачества - высокая стоимость 1 м объемного материала.
Также известен способ изготовления заполнителя, включающий изготовление ячеистых блоков с клиновидной ячейкой (Халиулин В.И., Двоеглазов И.В., Батраков В.В., Меняшкин Д.Г. Разработка складчатого заполнителя из ПКМ с замкнутой клиновидной ячейкой // Тр. международн. конф. «Теория и практика технологии производства изделий из композиционных материалов и новых металлических сплавов (ТПКММ)» / МГУ, Москва, «Знание», 2004, с.174-182). В силу того что номинальный рельеф заполнителя соответствует окончательно сжатому положению трансформируемой оправки, становится невозможным вывод заполнителя в рельефное положение и оформление кромок заполнителя за одну технологическую операцию.
Известен способ гофрирования листового материала, включающий биговку по линиям впадин до придания заготовке рельефности с двугранными углами по линиям сгиба, обеспечивающими деформирование заготовки по бигам и формирование зигзагообразных гофров при последующем сжатии рельефной заготовки с боковых ее сторон до смыкания граней зигзагообразных гофров, после чего сложенную конструкцию растягивают в обратном сжатию направлении до получения заданной высоты заполнителя (Патент РФ №2241562, опубл. 10.12.2004, БИ №34).
Недостаток этого способа в том, что при данной последовательности выполнения операций невозможно произвольно известными способами выполнить рифты на гранях гофрированного заполнителя, т.к. для получения заполнителя с заданными параметрами необходимо сжать заготовку до полного смыкания граней. Рифты, произвольно размещенные на гранях заполнителя, будут препятствовать полному смыканию граней и невозможно будет получить заполнитель с заданными конструктивными параметрами.
Задача изобретения - повышение жесткости складчатого заполнителя.
Задача достигается тем, что в заполнителе, содержащем грани с элементами жесткости в виде рифтов, согласно изобретению, в гранях заполнителя, представляющего собой складываемую до смыкания граней конструкцию в виде системы зигзагообразных гофров, рифты расположены и ориентированы относительно плоскости граней таким образом, чтобы в сомкнутом положении граней рифты каждой из них своей выпуклостью располагались в полости рифта грани, с ней смежной.
Кроме того, количество рифтов, их расположение на гранях заполнителя и геометрические размеры определяются плотностью элементов структуры заполнителя и пластическими свойствами материала заполнителя.
Направление выпуклости рифтов жесткости относительно плоскости грани определяется четным/нечетным количеством зеркальных отображений рифта, начиная от сопряженного рифта, принадлежащего рифтозадающей грани.
По способу моделирования расположения элементов жесткости заполнителя на основе зигзагообразного гофра, задача достигается тем, что в способе, включающем трансформирование развертки заполнителя из плоского состояния в объемное и выполнение на его гранях рифтов жесткости, согласно изобретению, до трансформирования плоской заготовки в объемную складчатую конструкцию на основе зигзагообразного гофра определяют коэффициент густоты складчатой конструкции по формуле k=2Lпр/Vпр, где 2Lпр - шаг по пилообразной линии в предельно сжатом положении складчатой конструкции, Vпр - амплитуда зигзагообразной линии в предельно сжатом положении складчатой конструкции, определяют границы зон существования рифтов на одной грани плоской заготовки, размечают положение рифтов в зонах существования рифтов на этой грани таким образом, чтобы рифты не пересекали границ зон их существования, распространяют построения на грани оставшейся части заготовки заполнителя и производят известными способами формообразование рифтов на плоской заготовке заполнителя с требуемым направлением выпуклости рифтов на каждой грани заполнителя относительно ее плоскости.
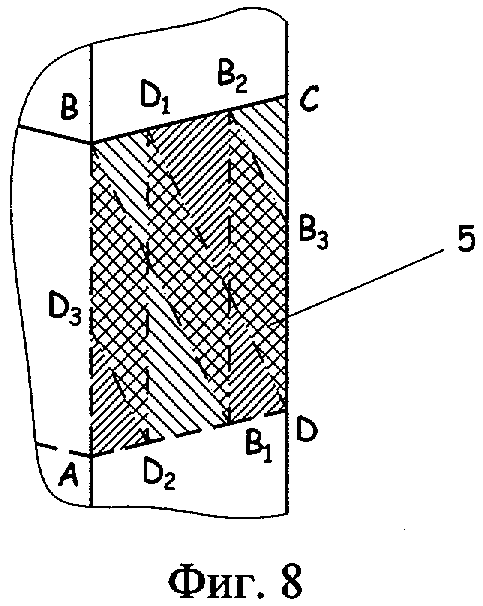
По способу моделирования для складчатой конструкции с коэффициентом густоты k=1 образуются две зоны существования рифтов треугольной формы путем деления рифтозадающей грани ABCD по короткой диагонали. Для складчатой конструкции с коэффициентом густоты k>1 образуются три зоны существования рифтов - две треугольные и одна в виде параллелограмма, для чего выполняются следующие построения:
- из вершины В грани ABCD проводят линию BB1 с длиной, равной длине АВ, таким образом, чтобы точка B1 принадлежала отрезку пилообразной линии CD;
- из вершины D грани ABCD проводят линию DD1 с длиной, равной длине CD, таким образом, чтобы точка D1 принадлежала отрезку пилообразной линии АВ.
По способу моделирования для складчатой конструкции с коэффициентом густоты 0<k<1 образуются девять или более зон существования рифтов, для чего выполняются следующие построения:
- из вершины В грани ABCD проводят линию BB1 с длиной, равной длине АВ, таким образом, чтобы точка B1 принадлежала отрезку зигзагообразной линии AD;
- из вершины D грани ABCD проводят линию DD1 с длиной, равной длине CD, таким образом, чтобы точка D1 принадлежала отрезку пилообразной линии ВС;
- из полученных точек B1 и D1 пересечения в обратном направлении строятся линии, параллельные линиям АВ и CD до пересечения с линиями ВС и CD соответственно;
- такие линии строят до момента пересечения их с пилообразными линиями АВ и CD,
и полученные треугольные и четырехугольные зоны являются зонами существования рифтов на рифтозадающей грани.
По способу моделирования для разметки положения рифтов в зонах их существования выполняются следующие построения:
- выбирают конфигурацию рифтов исходя из свойств материала и требуемых прочностных характеристик заполнителя;
- размещают рифты с выбранными геометрическими параметрами в зонах существования рифтов на рифтозадающей грани;
- рифты, принадлежащие рифтозадающей грани, зеркально отображают относительно отрезков зигзагообразной линии;
- для складчатой конструкции с коэффициентом густоты k≥1 отображение выполняется по одному разу относительно отрезков зигзагообразных линий AD и ВС;
- для складчатой конструкции с коэффициентом густоты k<1 отображение выполняется относительно пар отрезков зигзагообразных линий (ВС и AD, EF и GH и т.д.) до тех пор, пока все отображаемые рифты не окажутся за пределами пилообразных линий АВ и CD;
- рифты, вышедшие за пределы пилообразных линий АВ и CD, исключаются;
- зеркально отображают оставшиеся рифты относительно отрезка AD пилообразной линии и получают многоугольную зону, являющуюся элементарным модулем зоны сопряжения грани;
- распространяют элементарный модуль зоны сопряжения грани на всю длину заготовки вдоль зигзагообразной линии и получают зону сопряжения грани.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного технического решения, соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками из заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «изобретательский уровень».
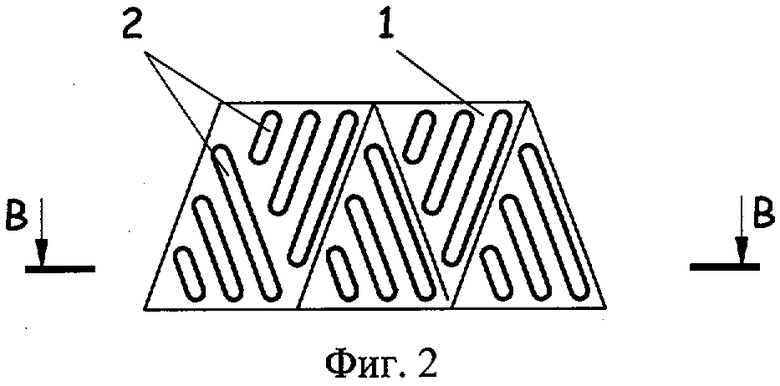
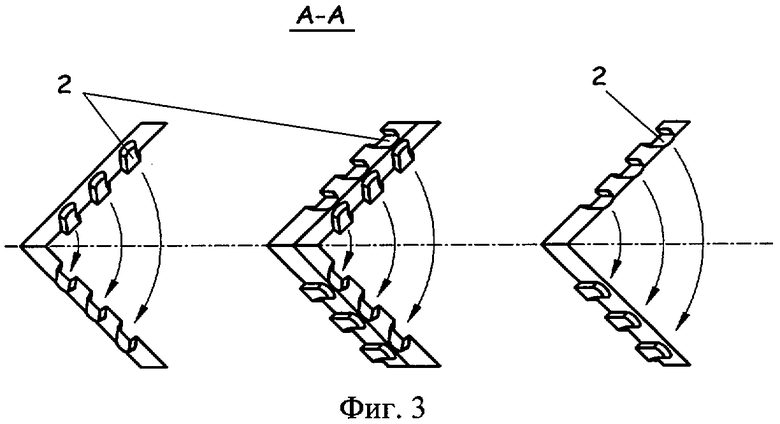
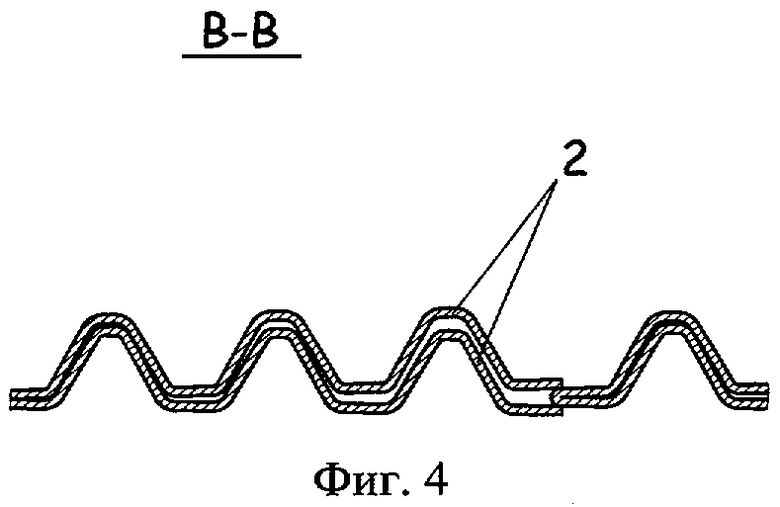
Сущность изобретения поясняется чертежами, где на фиг.1 показан складчатый заполнитель в промежуточном положении с выполненными на гранях ребрами жесткости. На фиг.2 показан тот же складчатый заполнитель в предельно сжатом положении. На фиг.3 показано сечение складчатого заполнителя по фиг.1. Стрелками показано перемещение рифтов в процессе сжатия граней заполнителя. На фиг.4 показано сечение складчатого заполнителя по фиг.2. Выступы одних рифтов входят во впадины сопряженных рифтов в предельно сжатом положении заполнителя.
На фиг.1-4 цифрами обозначены: 1 - складчатый заполнитель на основе зигзагообразного гофра; 2 - рифты.
Заполнитель 1 повышенной жесткости (фиг.1) содержит рифты 2, расположение и направление выдавливания которых выбирается таким образом, чтобы в процессе трансформирования складчатого заполнителя до предельно сжатого положения рифты не пересекали пилообразных линий, входили один в другой и не препятствовали полному смыканию контактирующих граней.
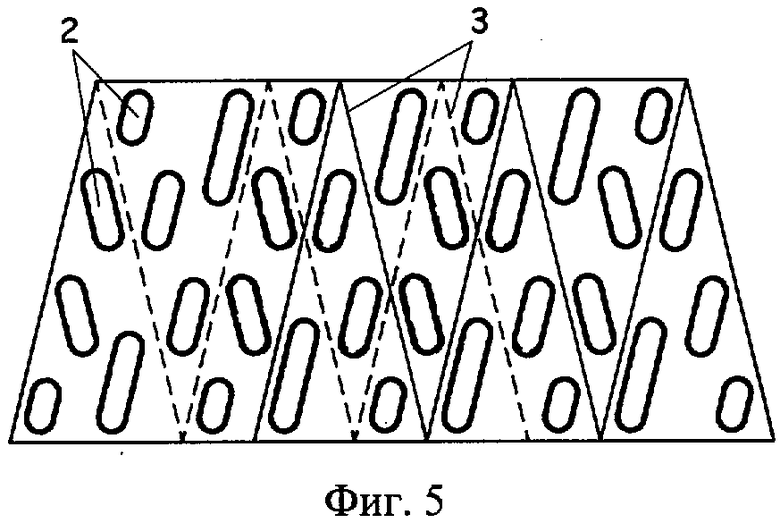
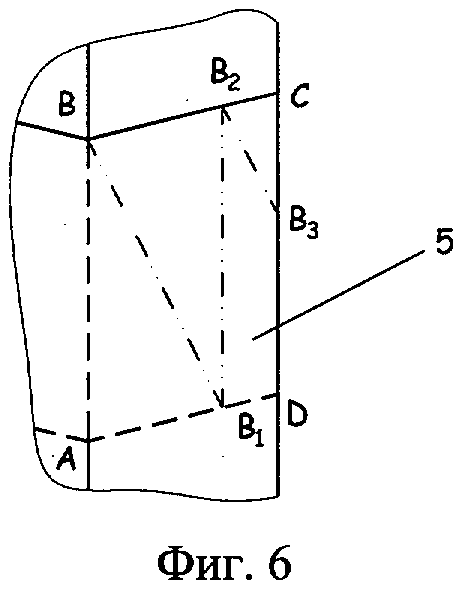
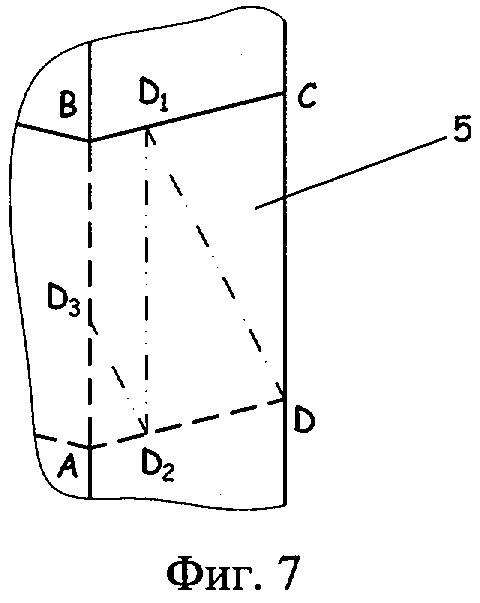
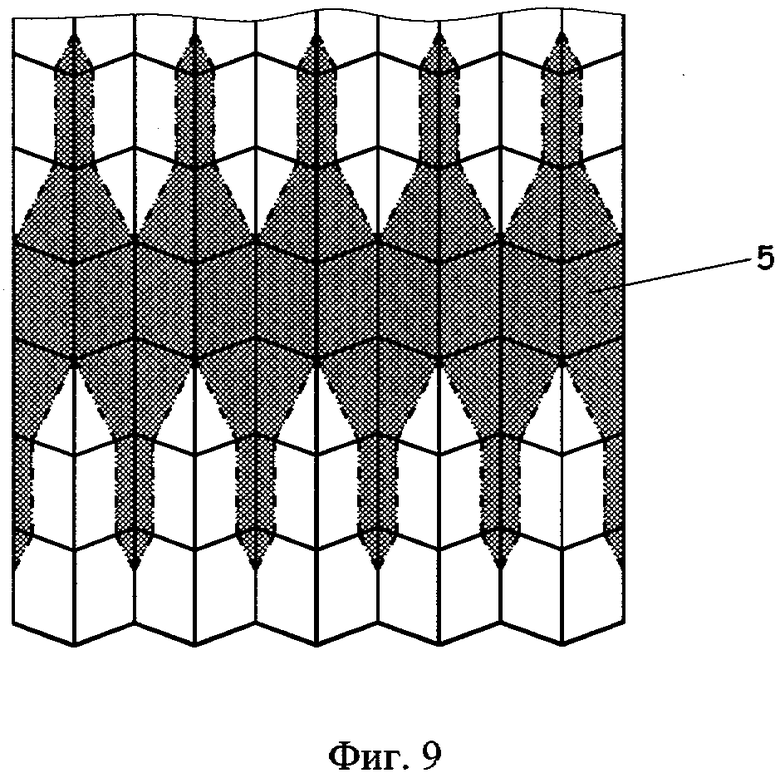
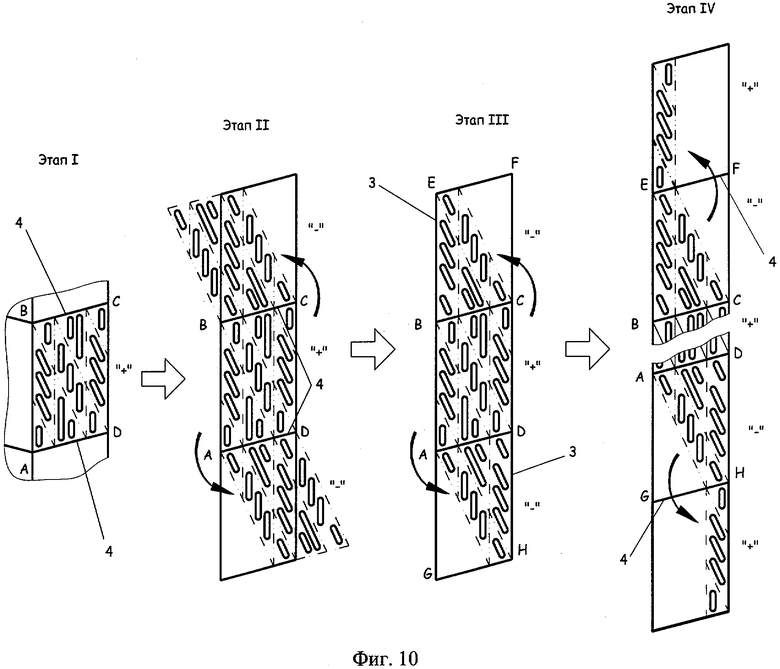
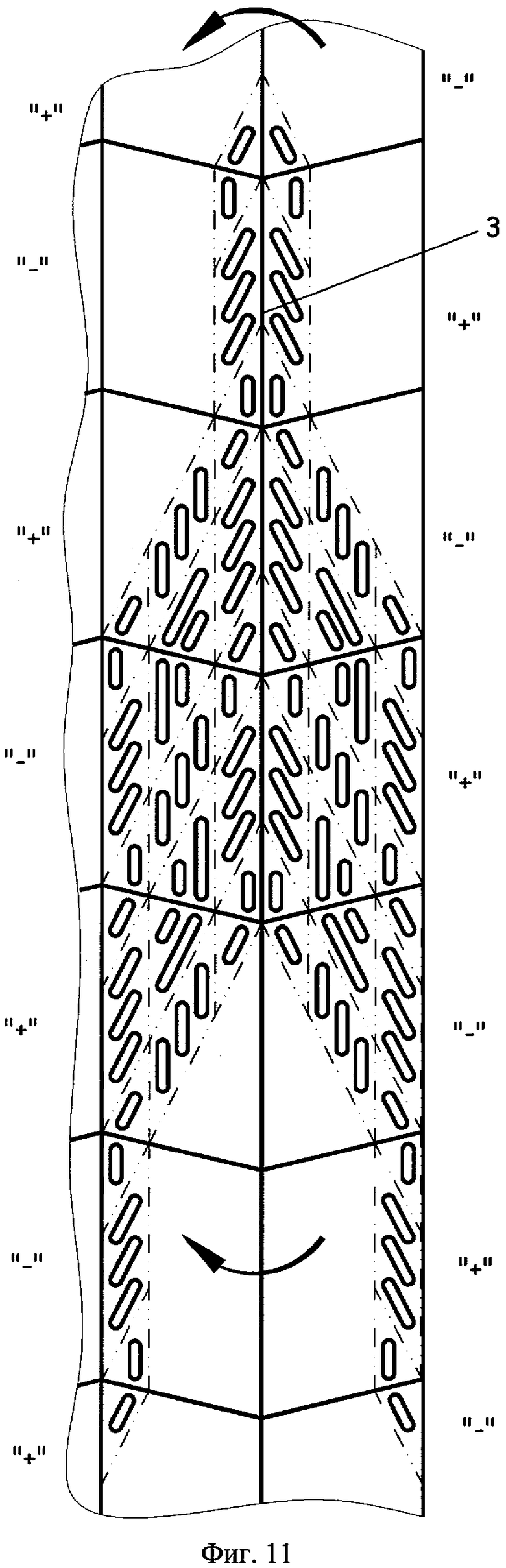
Предлагаемый заполнитель повышенной жесткости изготавливают новым способом. Сущность нового способа поясняется чертежами, где на фиг.5 показаны две ломаные линии 3, являющиеся проекциями (следами) пилообразных линий складчатого заполнителя в предельно сжатом положении на виде сбоку. На фиг.6 показан порядок построения следа первой пилообразной линии на рифтозадающей грани, проходящего через вершину В. На фиг.7 показан порядок построения следа второй пилообразной линии на рифтозадающей грани, проходящего через вершину D. На фиг.8 показана рифтозадающая грань с зонами существования рифтов (обозначены разной штриховкой), границы которых определяются следами пилообразных линий. На фиг.9 показана зона сопряжения грани. Форма, расположение и направление выдавливания рифтов в зоне сопряжения грани согласованы с рифтами рифтозадающей грани и не могут быть изменены произвольным образом. На фиг.10 показан порядок построения элементарного модуля зоны сопряжения грани. На фиг.11 показан пример элементарного модуля зоны сопряжения грани.
На фиг.5-11 цифрами обозначены: 3 - пилообразные линии; 4 - зигзагообразные линии; 5 - рифтозадающая грань.
Изготавливают заполнитель повышенной жесткости следующим образом.
На развертке заготовки выбирают рифтозадающую грань (ABCD на фиг.6), которая определяет расположение и направление выдавливания рифтов в пределах своей зоны сопряжения грани.
Так как в процессе сжатия складчатого заполнителя 1 рифты 2 не должны пересекать пилообразные линии 3 (фиг.5), то на рифтозадающей грани 5 определяют зоны существования рифтов, границами которых являются проекции (следы) пилообразных линий на эту грань в предельно сжатом положении заполнителя. Порядок построения следов пилообразных линий на рифтозадающую грань показан на фиг.6, 7. В процессе построения необходимо руководствоваться следующими положениями: длины следов пилообразных линий равны между собой (AB=BB1=B1B2 на фиг.6 и CD=DD1=D1D2 на фиг.7); сами следы попарно параллельны между собой (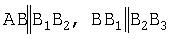 на фиг.6 и
на фиг.6 и 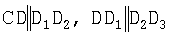 на фиг.7); точки перегиба следов принадлежат отрезкам зигзагообразных линий (т. B1∈AD, т. B2∈BC на фиг.6, т. D1∈ВС, т. D2∈AD на фиг.7).
на фиг.7); точки перегиба следов принадлежат отрезкам зигзагообразных линий (т. B1∈AD, т. B2∈BC на фиг.6, т. D1∈ВС, т. D2∈AD на фиг.7).
Для согласованного расположения сопрягаемых в процессе складывания складчатого заполнителя рифтов на заготовке для каждой рифтозадающей грани определяют зоны сопряжения грани (заштрихованная область на фиг.9). Каждая зона сопряжения грани состоит из последовательности элементарных модулей зоны сопряжения грани (фиг.11). Расположение рифтов в пределах элементарного модуля зоны сопряжения грани определяется методом последовательного зеркального отображения.
В соответствии с этим способом на рифтозадающей грани (ABCD на фиг.10) размещаются рифты таким образом, чтобы они не пересекали границ зон существования рифтов (этап I). Затем рифты зеркально отображаются относительно отрезков зигзагообразных линий ВС и AD (фиг.10, этап II). Рифты, попавшие за пределы пилообразных линий, исключаются (фиг.10, этап III). Полученная группа рифтов зеркально отображается относительно следующих отрезков зигзагообразных линий EF и GH, после чего рифты, вышедшие за пределы пилообразных линий, снова исключаются (фиг.10, этап IV). Каждая операция зеркального отображения меняет знак выдавливания отображенных рифтов на противоположный таким образом, что если на грани ABCD рифты выдавливаются вверх (знак «+»), то на гранях BEFC и ADHG они выдавливаются вниз (знак «-»).
Операции зеркального отображения, изменения направления выдавливания и исключения рифтов, попавших за пределы пилообразных линий, продолжаются до тех пор, пока все отображаемые рифты не окажутся за пределами пилообразных линий. Затем все рифты, лежащие между пилообразными линиями, зеркально отображаются относительно пилообразной линии 3 (фиг.11). Полученная многоугольная зона, содержащая сопрягаемые рифты, является элементарным модулем зоны сопряжения рифтозадающей грани. Он распространяется в направлении зигзагообразной линии на всю длину гофра и формирует зону сопряжения грани (фиг.9).
Использование данного изобретения позволит получать зигзагообразно гофрированный заполнитель, например, для многослойных авиационных панелей с повышенной прочностью и жесткостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283766C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ ДЛЯ МНОГОСЛОЙНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2371316C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ, ФЮЗЕЛЯЖ И СПОСОБ ДРЕНИРОВАНИЯ ФЮЗЕЛЯЖА | 2005 |
|
RU2297948C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
Изобретение относится к области производства легких заполнителей для многослойных панелей и оболочек и может быть использовано при изготовлении многослойных панелей в самолетостроении, судостроении, строительстве и других отраслях промышленности. Задача изобретения - повышение жесткости складчатого заполнителя. Задача достигается тем, что в устройстве, содержащем грани с элементами жесткости в виде рифтов, в гранях заполнителя, представляющего собой складываемую до смыкания граней конструкцию в виде системы зигзагообразных гофров, рифты расположены и ориентированы относительно плоскости граней таким образом, чтобы в сомкнутом положении граней рифты каждой из них своей выпуклостью располагались в полости рифта грани, с ней смежной. В способе моделирования расположения элементов жесткости заполнителя предполагается до трансформирования плоской заготовки в объемную складчатую конструкцию на основе зигзагообразного гофра определение границы зон существования рифтов на одной грани плоской заготовки и размещение положения рифтов в зонах существования рифтов на этой грани таким образом, чтобы рифты не пересекали границ зон их существования. Использование данного изобретения позволит получать зигзагообразный гофрированный заполнитель с повышенной прочностью и жесткостью. 2 н. и 6 з.п. ф-лы, 11 ил.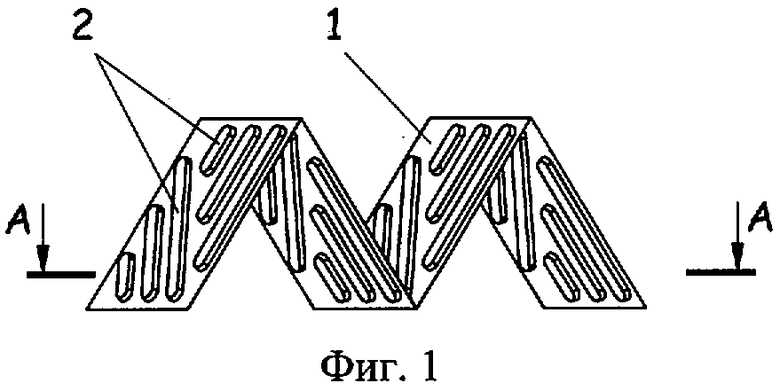
где 2Lпр - шаг по пилообразной линии в предельно сжатом положении складчатой конструкции;
Vпр - амплитуда зигзагообразной линии в предельно сжатом положении складчатой конструкции,
определяют границы зон существования рифтов на одной грани плоской заготовки, размечают положение рифтов в зонах существования рифтов на этой грани таким образом, чтобы рифты не пересекали границ зон их существования, распространяют построения на грани оставшейся части заготовки заполнителя и производят известными способами формообразование рифтов на плоской заготовке заполнителя с требуемым направлением выпуклости рифтов жесткости на каждой грани заполнителя относительно ее плоскости.
из вершины В грани ABCD проводят линию BB1 с длиной, равной длине АВ, таким образом, чтобы точка В1 принадлежала отрезку пилообразной линии CD;
из вершины D грани ABCD проводят линию DD1 с длиной, равной длине CD, таким образом, чтобы точка D1 принадлежала отрезку пилообразной линии АВ.
из вершины В грани ABCD проводят линию BB1 с длиной, равной длине АВ, таким образом, чтобы точка B1 принадлежала отрезку зигзагообразной линии AD;
из вершины D грани ABCD проводят линию DD1 с длиной, равной длине CD, таким образом, чтобы точка D1 принадлежала отрезку пилообразной линии ВС;
из полученных точек B1 и D1 пересечения в обратном направлении строятся линии, параллельные линиям АВ и CD до пересечения с линиями ВС и CD соответственно;
такие линии строят до момента пересечения их с пилообразными линиями АВ и CD,
и полученные треугольные и четырехугольные зоны являются зонами существования рифтов на рифтозадающей грани.
выбирают конфигурацию рифтов, исходя из свойств материала и требуемых прочностных характеристик заполнителя;
размещают рифты с выбранными геометрическими параметрами в зонах существования рифтов на рифтозадающей грани;
рифты, принадлежащие рифтозадающей грани, зеркально отображают относительно отрезков зигзагообразной линии;
для складчатой конструкции с коэффициентом густоты k≥1 отображение выполняется по одному разу относительно отрезков зигзагообразных линий AD и ВС;
для складчатой конструкции с коэффициентом густоты k<1 отображение выполняется относительно пар отрезков зигзагообразных линий (ВС и AD, EF и GH и т.д.) до тех пор, пока все отображаемые рифты не окажутся за пределами пилообразных линий АВ и CD;
рифты, вышедшие за пределы пилообразных линий АВ и CD, - исключаются;
зеркально отображают оставшиеся рифты относительно отрезка AD пилообразной линии и получают многоугольную зону, являющуюся элементарным модулем зоны сопряжения грани;
распространяют элементарный модуль зоны сопряжения грани на всю длину заготовки вдоль зигзагообразной линии и получают зону сопряжения грани.
| БЕРСУДСКИЙ В.Е | |||
| и др | |||
| Производство сотовых конструкций | |||
| - М.: Машиностроение, 1966, с.82-83 | |||
| ХАЛИУЛИН В.И | |||
| и др | |||
| Разработка складчатого заполнителя из ПКМ с замкнутой клиновидной ячейкой | |||
| Труды международной конференции «Теория и практика технологии производства изделий из композиционных материалов и новых металлических сплавов (ТКПММ)" | |||
| МГУ | |||
| - М.: |

