Изобретение относится к области металлургии сплавов и может быть использовано при производстве магниевых сплавов, не содержащих цирконий.
Магниевые сплавы ввиду их активного взаимодействия с кислородом воздуха и высокой реакционной способности в процессе плавки выплавляются с применением защиты от окисления. Самым распространенным способом защиты от окисления является ведение плавки с применением покровных и рафинирующих флюсов на основе хлористых и фтористых солей (Альтман М.Б., Лебедев А.А. и др. «Плавка и литье легких сплавов». М., «Металлургия», 1969 г., стр. 332-335). В процессе приготовления сплава флюсы не всегда тщательно удаляются из расплава, попадая в отливки и выводя дорогостоящие изделия в брак по коррозионным и прочностным характеристикам. Поэтому перед разработчиками технологий производства магниевых сплавов всегда остро стоит вопрос защиты магниевых сплавов от окисления.
Известна защитная смесь, образующаяся над расплавленным магнием за счет возгонки материала, содержащего твердые СO2 (97,0-99,8) % и SF6 (0,2-3,0) %. Использование твердых компонентов СO2 и SF6 в виде прессованных таблеток, размещенных в пространстве над расплавом в корзине из проволоки, прикрепленной к крышке тигля или в графитовой лодочке, плавающей на поверхности расплава, позволило создать защитную атмосферу (патент US4089678; МПК C22B 9/00, C22B 26/00; опубл. 16 мая 1978 г.). Недостатками использования указанной смеси является усложнение процесса обработки магниевых сплавов за счет операции модифицирования, дегазации и фильтрации.
Известна защитная газовая смесь воздух-гексафторид серы с содержанием гексафторида серы до 2%, которая применяется на условиях комплексной защиты с использованием редкоземельных металлов эрбия, диспрозия и др. до 0,4% (Бобрышев Б.Л. «О некоторых аспектах плавки сплавов системы Mg-Zn-Zr, М-1». Технология машиностроения, №11, стр. 17, 2006 г.).
Известна смесь: углекислый газ 30,0-70,0%, шестифтористая сера 0,15-0,3%, воздух - остальное (Couling Sidney «Fonderie», 1979 г., №394, стр. 364-374 У, УП, Франция). Смесь применяется только для защиты жидкого магния от окисления и загорания. Использование ее в процессе приготовления магниевых сплавов не исключает специальных трудоемких операций модифицирования и дегазации расплава, что является существенным недостатком смеси-прототипа. Без этих операций не могут быть обеспечены свойства, соответствующие принятым стандартам (коррозионные, прочностные).
Наиболее близким аналогом, взятым за прототип, является газовая смесь, имеющая следующий состав, мас. %: углекислый газ 75-90, шестифтористая сера 0,5-1,0, воздух 9-24,5. (а.с. №1106166, МПК C22C 1/06, опубл. 10.10.2015 г.). Недостатком указанной смеси является недостаточно качественная защита при температурах выше 750-770°C.
Целью и техническим результатом изобретения является повышение качества магниевых сплавов, чистоты, прочностных и коррозионных характеристик, упрощение технологического процесса плавки, его сокращения за счет совмещения операций защиты, модифицирования и дегазации, улучшение экологической среды посредством снижения (или устранение) окисляемости расплава за счет образования плотной защитной пленки и устранения флюсовой коррозии, а также повышение чистоты сплава и механических свойств за счет уменьшения количества неметаллических шлаковых включений и сокращения времени плавки на 20-25%.
Указанная цель достигается тем, что предложена защитная газовая смесь для обработки магниевого сплава, не содержащего цирконий, включающая углекислый газ, шестифтористую серу и воздух. Смесь дополнительно содержит соединение бора, выбранное из группы, включающей трехфтористый бор и оксид бора, при следующем соотношении компонентов, мас. %:
Газовую смесь вводят в плавильную печь при достижении температуры шихты 450-500°С. Функции смеси этим не ограничиваются. После расплавления шихты при 750-770°С на жидкий металл распыляют одно из соединений бора под воздействием конвекции или перемешивания в тигельной печи либо перемешивания за счет индукционных токов в индукционной печи, после чего сплав вступает во взаимодействие с составляющей защитной смеси - углекислым газом: 2Mg+CO2 2MgO+С.
2MgO+С.
Окись магния и дисперсный углерод перемещаются под действием токов, коагулируют и оседают на дно с разными скоростями, т.к. окись магния имеет удельный вес 3,53, углерод - 1,85. Анализ механизма образования пленки в этом случае и наличие свободного углерода в количестве менее не 0,05% позволяют получить одновременно с защитным модифицирующий эффект. Бор, соединяясь с кислородом воздуха, создает дополнительную защиту от окисления, входя в состав пленки.
С целью повышения чистоты и пластичности сплава выдержку перед разливкой при выстаивании проводят в течение 15-25 минут при температуре 760-780°С.
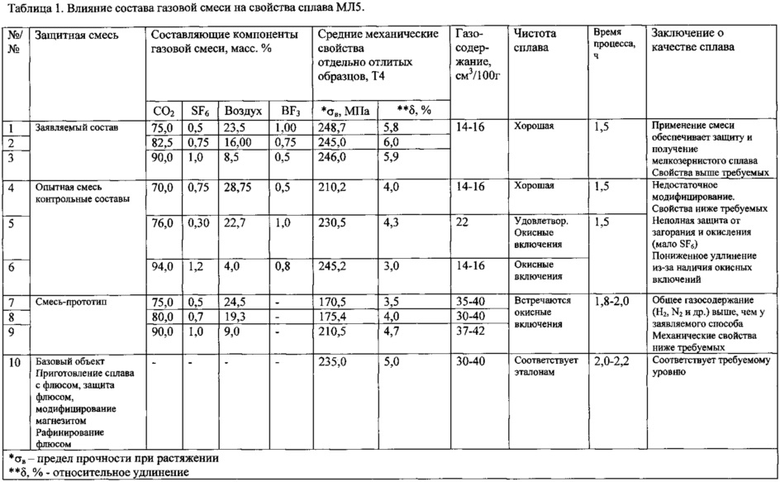
Заявляемая защитная газовая смесь может быть использована при плавке сплавов системы Mg-Al-Zn: МЛ5, МЛ5пч, ВМЛ18 и др. следующим образом: в очищенный нагретый тигель плавильной, стационарной или индукционной печи загружают шихту, и, когда температура достигает 450-500°C, начинают подавать газовую смесь в течение 40-60 мин в следующих количествах: 170-200 л CO2, 1-2 л SF6, 20-50 л воздуха и бор 25-50 г, соблюдая при этом заявляемое соотношение смеси. Смесь подается по трубопроводу через отверстие в крышке на поверхность расплава. При повышении температуры на поверхность расплава распыляют соль бора. По механизму, описанному выше, сплав при температуре 750-770°C модифицируется и дегазируется. Очагов загорания не имеется. Отливки сплавов системы Mg-Al-Zn, полученные с использованием предлагаемой смеси, по механическим, коррозионным свойствам и чистоте удовлетворяют действующим техническим условиям. Флюсовая коррозия отсутствует. В таблице 1 приведены контрольные примеры, подтверждающие оптимальность заявляемой смеси по сравнению с прототипом. Составы, приведенные в таблице, получены по технологии, изложенной в описании. Заявленная технология является прогрессивной, обеспечивает возможность механизировать и автоматизировать процесс, повысить качество литья: устранить флюсовую коррозию, уменьшить газосодержание, стабилизировать свойства, снизить стоимость процесса приготовления сплавов, улучшить экологию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МАГНИЕВО-ЦИРКОНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2601718C1 |
| Способ модифицирования магниевых сплавов | 2015 |
|
RU2617078C1 |
| Способ приготовления и подачи защитной газовой смеси для плавки магниевых сплавов | 2021 |
|
RU2763844C1 |
| Магниевый сплав и способ получения заготовок для изготовления биорезорбируемых систем фиксации и остеосинтеза твердых тканей в медицине | 2022 |
|
RU2793655C1 |
| ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ | 2012 |
|
RU2506337C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2437949C1 |
| Литейный магниевый сплав | 2018 |
|
RU2687359C1 |
| ФЛЮС ДЛЯ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283881C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479376C1 |
Изобретение относится к области металлургии сплавов и может быть использовано при производстве магниевых сплавов, не содержащих цирконий. Защитная газовая смесь для обработки магниевого сплава, не содержащего цирконий, включает, мас.%, углекислый газ 75-90, шестифтористую серу 0,5-1,0, воздух 8-23,5, соединение бора, выбранное из группы, содержащей трехфтористый бор и оксид бора, 0,5-1,02. Защитная газовая смесь может быть использована при выплавке сплавов системы Mg-Al-Zn, в том числе МЛ5, МЛ5пч, ВМЛ18, и обеспечивает возможность механизировать и автоматизировать процесс, повысить качество литья за счет устранения флюсовой коррозии, уменьшения газосодержания и стабилизации свойств. 1 табл.
Защитная газовая смесь для обработки магниевого сплава, не содержащего цирконий, включающая углекислый газ, шестифтористую серу и воздух, отличающаяся тем, что она дополнительно содержит соединение бора, выбранное из группы, содержащей трехфтористый бор и оксид бора, при следующем соотношении компонентов, мас.%:
| ЗАЩИТНАЯ ГАЗОВАЯ СМЕСЬ ДЛЯ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ | 1982 |
|
SU1106166A1 |
| US 7988762 B2, 02.08.2011 | |||
| US 4089678 A1, 16.05.1978 | |||
| CN 104593612 A, 06.05.2015 | |||
| CN 101418381 A, 29.04.2009. | |||

