Изобретение относится к плазменной химико-термической обработке поверхности деталей и может быть использовано в машиностроении.
Известно, что формирование тонких пленок (1-5 мкм) нитридов переходных металлов на поверхности стальных деталей посредством дугового или магнетронного напыления в среде реактивных газов существует достаточно резкая граница в значениях твердости покрытия и материала самого изделия. Если рабочая поверхность изделия, на которую наносят износостойкое покрытие, пластична и обладает достаточной жесткостью, то несмотря на высокую твердость это покрытие при повышенных удельных нагрузках в процессе трения прогибается и разрушается под действием силы давления в контакте с контртелом. Присутствие протяженных переходных слоев с постепенно нарастающей твердостью между материалом изделия и супертвердым покрытием позволяет устранить образование резкой границы, тем самым демпфируя градиент жесткости разнородных материалов. (Рыбаков Л. М. , Куксенова Л.И. Трение и износ. - "Металловедение и термическая обработка". Том 19, Итоги науки и техники ВИНИТИ АН СССР. М., 1985, с.)
Известен способ нанесения изностойкого покрытия на поверхности изделий из стали, в частности, на детали машин, включающий ионноплазменное азотирование в среде реактивного газа-азота, очистку поверхности детали и нанесение нитрида титана из плазменной фазы (RU 2013463 С1, 30.05.94). Способ позволяет создать переходную область между покрытием и материалом самого изделия. К недостаткам способа относится то, что два этапа обработки - азотирование и напыление - проводят в двух разных камерах, требуется производить перегрузку деталей из камеры в камеру между этапами всего техпроцесса, в связи с чем изделия подвергаются воздействию окружающей среды с высокой вероятностью их загрязнение. Перегрузка изделий дополнительно усложняет и увеличивает длительность всей работы.
Задачами изобретения являются интенсификация процесса, создание твердой, износостойкой трехслойной структуры на поверхности конструкционной стали с целью увеличения эксплуатационной стойкости деталей машин, испытывающих высокие удельные нагрузки в процессе трения.
Поставленная задача достигается тем, что азотирование изделия с образованием промежуточного слоя, очистка и активация поверхности, нанесение TiN покрытия осуществляются в едином технологическом цикле в плазме дугового и газового с накаленным катодом разрядов в одной вакуумной камере.
Способ осуществляется следующим образом. На первом этапе после загрузки изделий в вакуумную камеру проводят азотирование в течение 30 - 90 мин в плазме, создаваемой генератором газоразрядной плазмы при давлении реактивного газа (N2) 5 • 10-3 - 2 • 10-2мм рт.ст. и плотности ионного тока J=2-8 мА/см2. Изделия во время азотирования находятся под отрицательным смещением 300 - 1000 В относительно заземленной рабочей камеры и за счет ионной бомбардировки их температура поддерживается постоянной в диапазоне 450-500oC. В результате на их поверхности образуется многофазная область, состоящая из азотистого феррита ( α - фаза) с плавно изменяющейся твердостью из глубины изделия к поверхности. Над ней располагается слой нитрида железа Fe4N ( γ′ - фаза), обладающий высокой твердостью (7-8 ГПа). Благодаря тому,что азотирование проводится при более низких давлениях,чем в тлеющем разряде, толщина ξ - фазы (высший нитрид железа) из-за снижения концентрации азота уменьшается и ее удалить в едином технологическом цикле с помощью ионного травления, не прибегая к механической полировке. Протяженность слоев зависит от плотности ионного тока (тока разряда) и времени обработки.
После азотирования производят плазменную очистку и активацию поверхности в аргоновой плазме, создаваемой плазмогенератором путем смены газа в камере, при давлении 3 • 10-4 - 7 • 10-4мм рт.ст. и плотности ионного тока J=3-5 мА/см2 в течение 20-40 мин.
На заключительном этапе наносят TiN покрытие при отрицательном напряжении смещения на детали 300 - 600 В. Распыление титанового катода на этом этапе производят электродуговым исправителем, при токе дуги 50 - 200 А. Одновременная работа генератора газоразрядной плазмы и дугового испарителя позволяет осуществлять процесс плазменноассистированного напыления пленки TiN в азоте со скоростью роста 2 мкм/ч при давлении 3 • 10-4-2 • 10-3 мм рт.ст. в течение 60-90 мин.
Температура обрабатываемых деталей при азотировании, плазменной очистке и нанесении покрытия не превышает 550oC, не вызывая коробления обрабатываемых изделий.
В результате такого способа создается трехслойная структура, состоящая из сверхтвердого TiN покрытия толщиной несколько мкм на рабочей поверхности изделия, промежуточного слоя Fe4N с повышенной твердостью протяженностью 5 - 10 мкм, диффузионного слоя ( α - фазы) протяженностью 120-200 мкм, обладающая высокой износостойкостью. Образованный азотированием промежуточный слой уменьшает градиент механических свойств между твердым покрытием и материалом изделия. TiN покрытие имеет высокую адгезию с промежуточным слоем вследствие близких структурных состояний и химических свойств. Кроме того, весь процесс осуществляется в едином технологическом цикле и не требуется перегрузка изделий между этапами обработки, в связи с чем исключается вероятность загрязнения их поверхности и сокращается общая длительность обработки.
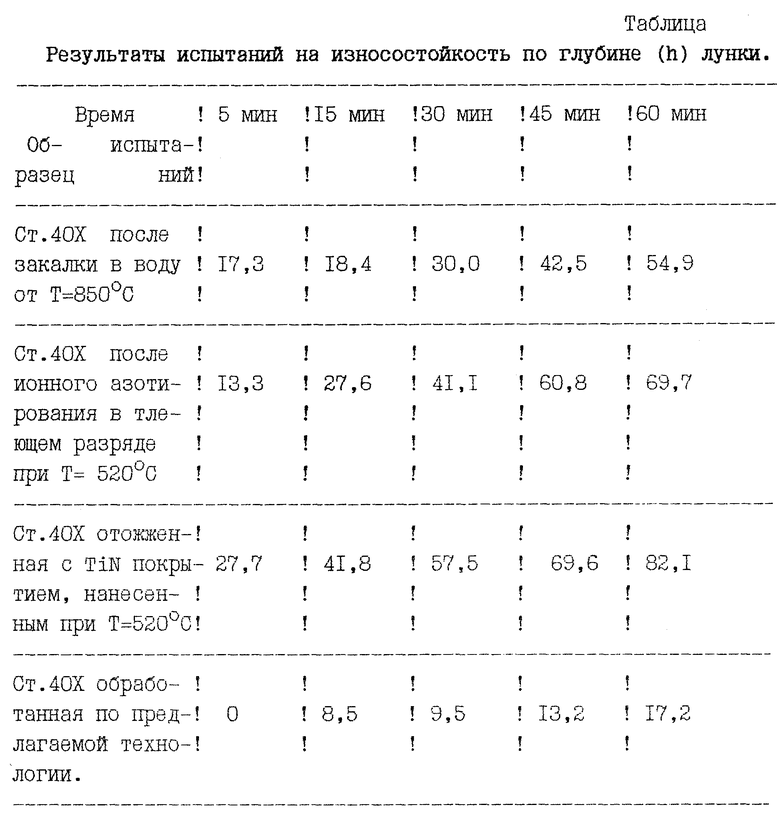
В примере использования настоящего изобретения рабочую камеру стандартной установки (например, ННВ 6.6 ИI) для вакуумного электродугового напыления покрытий дополнительно оснастили генератором газоразрядной плазмы с накаленным катодом. В качестве образцов применяли полированные цилиндрические шайбы диаметром 20 мм и толщиной 10 мм из конструкционной стали 40Х, предварительно отожженные. Износостойкость поверхностей определяли в сравнении с образцами, обработанными по стандартным методам упрочнения указанной стали (закалкой и ионным азотированием в тлеющем разряде).
Результаты испытаний приведены в таблице.
В результате проведенных исследований было обнаружено, что при обработке предлагаемым способом на поверхности образцов был сформирован модифицированный слой, состоящий из трех последовательно расположенных и адгезионно и прочно связанных между собой зон. Азотистый феррит ( α - фаза) имеет плавно возрастающую твердость от сердцевины 2,0 ГПа к поверхности до 6,0 ГПа протяженностью 100-120 мкм. Над ней расположена область нитрида железа Fe4N ( γ′ -фаза) толщиной 6-8 мкм и твердостью 7,5-8,0 ГПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1998 |
|
RU2146724C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2017 |
|
RU2686397C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НИЗКОТЕМПЕРАТУРНОЙ ГАЗОРАЗРЯДНОЙ ПЛАЗМЫ | 1997 |
|
RU2116707C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| ДУГОВОЙ ГЕНЕРАТОР ГАЗОРАЗРЯДНОЙ ПЛАЗМЫ С ХОЛОДНЫМ ПОЛЫМ КАТОДОМ | 2002 |
|
RU2227962C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2039845C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2005 |
|
RU2291227C1 |
Способ формирования износостойкого покрытия на поверхности изделий из конструкционной стали включает ионно-плазменное азотирование в среде реактивного газа - азота, очистку поверхности детали и нанесение нитрида титана из плазменной фазы, причем азотирование, очистку поверхности и нанесение нитрида титана осуществляют в одной вакуумной камере в плазме дугового и газового разряда с накаленным катодом в едином цикле, образуя на поверхности деталей трехслойную структуру, при этом азотирование проводят при давлении реактивного газа 5•10-3-2•10-2 мм рт. ст., отрицательном напряжении смещения на деталях 300-1000 В и плотности ионного тока 2 - 8 мА/см2 в течение 30-90 мин, очистку проводят в плазме инертного газа - аргона при давлении 3•10-4 - 7•10-4 мм рт. ст. и плотности тока 3 - 5 мА/см-2, а нанесение нитрида титана осуществляют со скоростью 2 мкм/ч в течение 60 - 90 мин при одновременной работе генератора газоразрядной плазмы и дугового испарителя при отрицательном напряжении смещения на детали 300 - 600 В, токе электродугового испарителя 50 - 200 А, давлении реактивного газа 3•10-4 - 2•10-3 мм рт. ст. Способ позволяет интенсифицировать процесс и увеличить эксплуатационную стойкость машин, испытывающих высокие удельные нагрузки в процессе трения. 1 табл.
Способ формирования износостойкого покрытия на поверхности изделий из конструкционной стали, включающий ионно-плазменное азотирование в среде реактивного газа - азота, очистку поверхности детали и нанесение нитрида титана из плазменной фазы, отличающийся тем, что азотирование, очистку поверхности и нанесение нитрида титана осуществляют в одной вакуумной камере в плазме дугового и газового разряда с накаленным катодом в едином цикле, образуя на поверхности деталей трехслойную структуру, при этом азотирование проводят при давлении реактивного газа 5 • 10-3 - 2 • 10-2 мм рт.ст., отрицательном напряжении смещения на деталях 300 - 1000 В и плотности ионного тока 2 - 8 мА/см2 в течение 30 - 90 мин, очистку проводят в плазме инертного газа - аргона при давлении 3 • 10-4 - 7 • 10-4 мм рт.ст. и плотности тока 3 - 5 мА/см2, а нанесение нитрида титана осуществляют со скоростью 2 мкм/ч в течение 60 - 90 мин при одновременной работе генератора газоразрядной плазмы и дугового испарителя при отрицательном напряжении смещения на детали 300 - 600 В, токе электродугового испарителя 50 - 200 А, давлении реактивного газа 3 • 10-4 - 2 • 10-3 мм рт.ст.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ БРОНЗ | 1991 |
|
RU2013463C1 |
| JP 52082643 A, 11.07.77 | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1992 |
|
RU2062817C1 |
| ИЗНОСОСТОЙКОЕ ИОННО-ПЛАЗМЕННОЕ ПОКРЫТИЕ И СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 1992 |
|
RU2025543C1 |
| RU 2058421 C1, 20.04.96. | |||
