Изобретение касается устройства для производства пластмассовой составной трубы, армированной сеточным остовом из металлической пластины с большим количеством отверстий.
Известное устройство для производства пластмассовой составной трубы содержит станину, формующий механизм, смонтированный на станине для прокатывания металлической пластины для цилиндрического остова, механизм обеспечения точного размера цилиндрического остова, сварочное устройство для сварки цилиндрического остова с ровным стыком, матрицу, включающую муфту матрицы с впускным отверстием для расплава полимера и обеспечивающую образование пластмассовой трубы на цилиндрическом металлическом остове (JP 7-108581, кл. В 29 С 47/02, 1995 г.). С помощью такого устройства можно производить только стойкие к коррозии обычные пластмассовые трубы, но не могут производить пластмассовую составную трубу, армированную сеточным остовом из металлической пластины с большим количеством отверстий, противостоящих коррозии, а также воздействию высокого давления.
Таким образом задачей настоящего изобретения является создание устройства для производства пластмассовой составной трубы, армированной сеточным остовом из металлической пластины с большим количеством отверстий, имеющей малый вес, высокую стойкость к коррозии, сопротивляемость напору, стойкость к ржавению и изменению размера.
Технический результат достигается тем, что устройство для производства пластмассовой составной трубы, армированной сеточным остовом из металлической пластины с большим количеством отверстий, содержит станину, формующий механизм, смонтированный на станине для прокатывания металлической пластины для цилиндрического остова, который содержит множество групп формующих каркасов и формующих муфт, в которых каждая группа формующих каркасов содержит пару формующих колесиков, механизм обеспечения точного размера цилиндрического остова, который содержит обеспечивающую размер муфту и множество групп обеспечивающих размер каркасов, где каждая группа обеспечивающих размер каркасов включает пару обеспечивающих размер колесиков, и сварочное устройство для сварки обеспеченного точным размером цилиндрического остова с ровным стыком, при этом устройство дополнительно содержит по меньшей мере разъемную матрицу, которая включает муфту матрицы с впускным отверстием канала для пластмассового расплава и обеспечивает объединение всего остова для образования пластмассовой трубы.
Количество, которым может быть одна группа или более групп формующего каркаса, формующей муфты, обеспечивающего размер каркаса и обеспечивающей размер муфты зависит от действительных требований. Количество формующих колесиков и обеспечивающих размер колесиков также устанавливают в виде одной пары или больше пар, в зависимости от действительных требований. При этом сварочным устройством может быть газозащитное сварочное устройство, высокочастотное сварочное устройство или ультразвуковое сварочное устройство и т.д.
Разъемная матрица содержит сердечник, аксиально проходящий через муфту матрицы, регулировочную петлю для регулировки канала, опорную петлю и матрицу с каналом, коаксиально расположенные в муфте матрицы, регулировочный элемент, один конец которого проходит через муфту матрицы и жестко упирается в регулировочную петлю, сердечник, аксиально расположенный внутри муфты матрицы, один конец которого введен между муфтой матрицы и регулировочной петлей для образования вертикального канала между ними, сообщающегося с впускным отверстием муфты матрицы.
Другой конец муфты матрицы соединен с прижимной пластиной, которая жестко прижата к торцевой поверхности матрицы с каналом, при этом сквозной канал на опорной петле образован для сообщения вертикального канала с матрицей с каналом (фиг.1-3).
Регулировочная петля может перемещаться по кольцевой поверхности сердечника матрицы посредством регулировочного элемента для регулирования канала, образованного между регулировочной петлей и сердечником матрицы. В результате поток пластмассового расплава можно регулировать во всех точках по окружности.
Сердечник содержит прилив для крепления сеточного цилиндрического остова из металлической пластины с большим количеством отверстий и управления им для стабильного и линейного перемещения (фиг.2).
Сердечник может быть расположен на формующем механизме (фиг.1).
Опорная петля снабжена на ее внутренней периферической поверхности множеством опорных блоков, между которыми образован сквозной канал, сообщающийся с матрицей с каналом (фиг.2). Опорные блоки поддерживают также сеточный остов из металлической пластины с большим количеством отверстий для сохранения его формы во время экструзии расплавленных пластмасс и обеспечивает прохождение пластмассового расплава в матрицу с каналом через канал литник и по каналу так, чтобы образовать внутренний и внешний слои трубы. Преимуществом формования трубы является управление скоростью плотного прилегания внутренней и внешней пластмассовых стенок к стенкам остова и внутренней пластмассе посредством регулирования площади поперечного сечения канала.
Формующие колесики формующего каркаса и обеспечивающие размер колесики образующего точный размер каркаса можно подсоединять к электродвигателю через замедлитель (фиг.1 и 2).
Как показано на фиг.1 и 2, устройство включает нагреватель, закрепленный на станине, которым может быть электрический нагреватель, высокочастотный нагреватель или электрический калорифер и так далее.
Как показано на фиг.1-3, когда устройство согласно изобретению находится в рабочем состоянии, формующие колесики и обеспечивающие размер колесики приводятся во вращение посредством приводного источника, например электродвигателя или приводного устройства, чтобы скручивать металлическую пластину с большим количеством отверстий в цилиндрический остов с определенным диаметром и ровным стыком. Затем остов сваривают сварочным устройством для получения целого цилиндрического остова и одновременно вводят в матрицу для стабильного и линейного перемещения под действием опорных блоков, расположенных в опорной петле, и прилива, выполненного на сердечнике. После введения литника через впускное отверстие, пластмассовый расплав проходит во внутренние и внешние слои сеточного цилиндрического остова из металлической пластины для покрытия его внутреннего и внешнего слоев соответственно под действием матрицы с каналом и матрицы с сердечником, чтобы выполнить пластмассовую составную трубу, армированную сеточным остовом из металлической пластины с большим количеством отверстий. Посредством освобождения прижимной пластины, равномерную толщину внутренней и внешней пластмассовых стенок можно контролировать посредством регулирования регулировочной петли литника.
Согласно настоящему изобретению пластмассовая труба, покрывающая цилиндрический остов, который выполнен из металлической пластины с большим количеством отверстий в качестве армирования, непрерывно формируется в армированную составную трубу, имеющую следующие преимущества: небольшой вес, стойкость к коррозии, высокая стойкость к давлению, стойкость к изменению размера и ржавению. Соответствующим настоящему изобретению устройством простой конструкции и высокой эффективности можно создавать не только армированную пластмассовую составную трубу одного и того же типа, но также и армированную пластмассовую составную трубу другого типа.
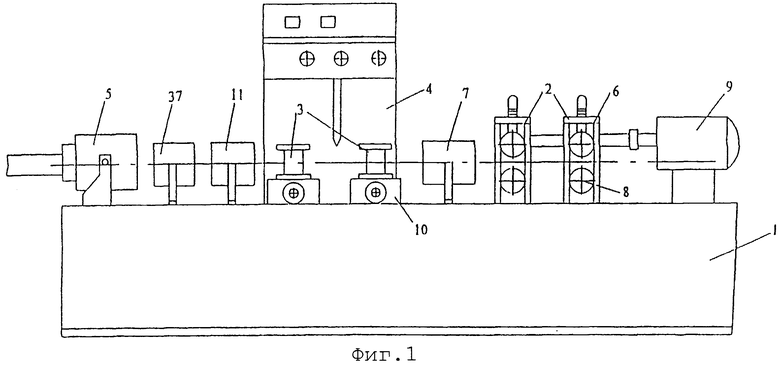
На фиг.1 изображен схематический вид конструкции согласно изобретению.
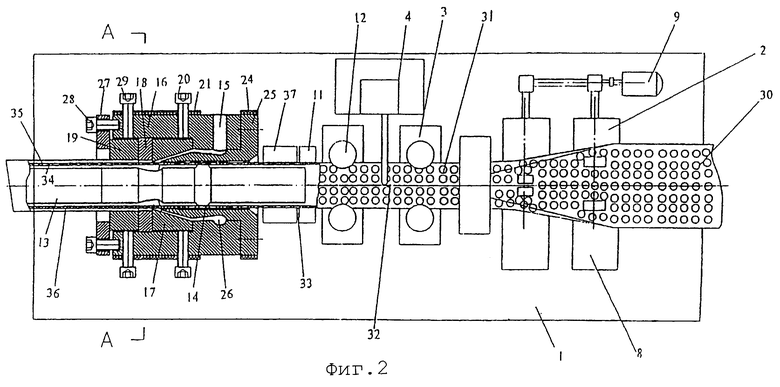
На фиг.2 изображен вид сверху на фиг.1.
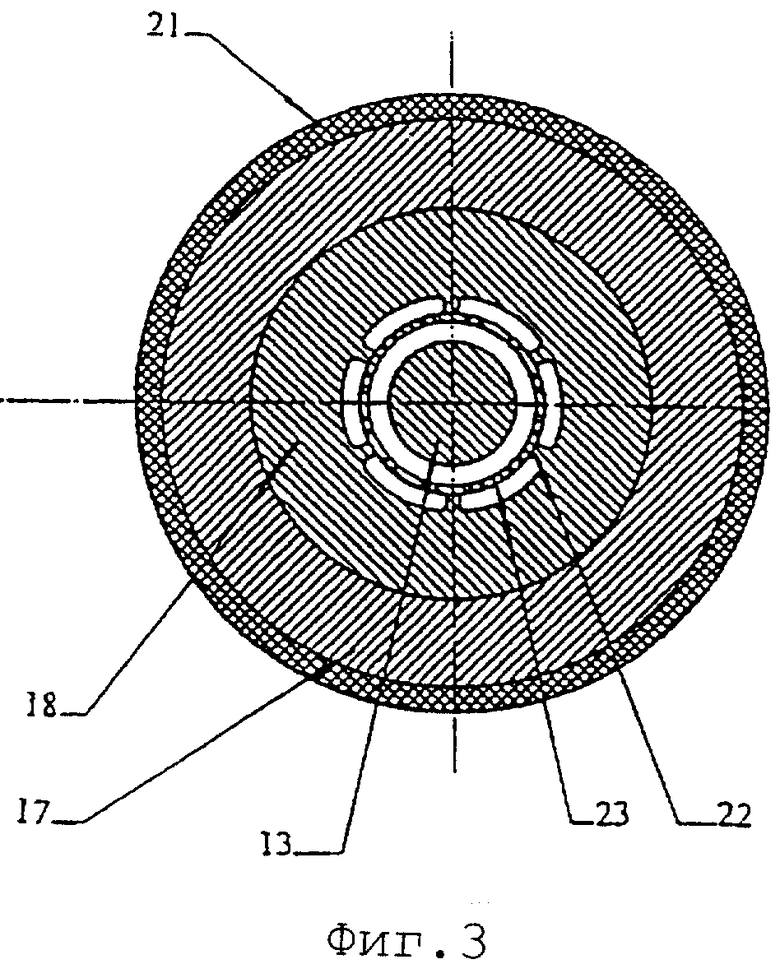
На фиг.3 изображен вид поперечного разреза по линии А-А на фиг.2.
Как показано на фиг.1-3, на станине 1 смонтированы формующий механизм 2, обеспечивающий точный размер механизм 3, газозащитное сварочное устройство 4, нагревательное устройство 37 и разъемная матрица 5.
Формующий механизм 2 включает множество групп формующих каркасов 6 и формующих муфт 7, расположенных на станине, в которых каждая группа формующих каркасов содержит пару формующих колесиков 8, подсоединенных к электродвигателю 9 через замедлитель.
Обеспечивающий размер механизм 3 содержит обеспечивающую размер муфту 11 и множество групп обеспечивающих размер каркасов 10, расположенных на станине, где каждая группа обеспечивающие размер каркасов 10 включают пару обеспечивающих размер колесиков 12.
Сердечник 13, расположенный на формующем механизме, снабжен приливом 14. Муфта 16 матрицы с впускным отверстием 15 канала содержит регулировочную петлю 17, опорную петлю 18 и матрицу 19 с каналом. Регулировочный элемент, типа регулировочного винта 20, жестко упирается в регулировочную петлю 17 через нагревательное кольцо 21 на внешней периферии муфты 16 матрицы и муфту 16 матрицы. В опорной петле 18 распределено множество опорных блоков 22. Между опорными блоками 22 образован сквозной канал 23. Сердечник 25 матрицы с нагревательным кольцом 24 на его внешней периферии соединен с муфтой матрицы посредством соединительного устройства, типа винта, один конец сердечника 25 проходит между муфтой матрицы и регулировочной петлей для образования в ней канала 26, сообщающегося с матрицей с каналом посредством сквозного канала 23 опорных блоков. Прижимная пластина 27 расположена на другом конце муфты матрицы и соединена с ним посредством нескольких винтов 28 для прижатия регулировочной петли, опорной петли и матрицы с каналом к муфте матрицы. Один конец регулировочного элемента 29 жестко упирается в матрицу с каналом через нагревательное кольцо 21 и муфту 16 матрицы. После формования цилиндрического остова 31, металлической пластине 30 с большим количеством отверстий придают затем необходимый размер посредством обеспечивающих требуемый размер колесиков для создания цилиндрического остова 32 определенного диаметра и ровного стыка, который затем сваривается сварочным устройством для образования объединенного цилиндрического остова 33, и нагревается посредством нагревателя 37 для пропускания через матрицу. Пластмассовый расплав, экструдированный посредством экструдера, проходит сердечник матрицы, матрицу с каналом и матрицу с сердечником для образования пластмассовых слоев 34 и 35 соответственно на внутренней поверхности и внешней поверхности цилиндрического остова 33. И наконец внутренний и внешний слои объединяют посредством канала 36 цилиндрического остова для создания пластмассовой составной трубы, армированной сеточным остовом из металлической пластины.
Изобретение относится к устройству для производства пластмассовой составной трубы, армированной сеточным остовом из металлической пластины с большим количеством отверстий. Устройство содержит станину, формующий механизм, механизм обеспечения точного размера цилиндрического остова, сварочное устройство для сварки цилиндрического остова и разъемную матрицу. Формующий механизм смонтирован на станине для прокатывания металлической пластины для цилиндрического остова и содержит множество групп формующих каркасов и формующих муфт, в которых каждая группа формующих каркасов содержит пару формующих колесиков. Механизм обеспечения точного размера цилиндрического остова содержит обеспечивающую размер муфту и множество групп, обеспечивающих размер каркасов, где каждая группа указанных каркасов включает пару колесиков. Разъемная матрица обеспечивает объединение всего остова для образования пластмассовой трубы. Матрица включает муфту матрицы с впускным отверстием канала для расплава полимера. Изобретение обеспечивает изготовление пластмассовой составной трубы, имеющей малый вес, высокую стойкость к коррозии, сопротивляемость напору, стойкость к ржавлению и изменению размера. 6 з.п. ф-лы, 3 ил.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 0 |
|
SU353977A1 |
| US 4370186 A, 25.01.1983 | |||
| СЦЕПНОЕ УСТРОЙСТВО ДЛЯ ИГРУШЕЧНЫХ ВАГОНОВ | 0 |
|
SU400339A1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |

