Изобретение относится к машиностроению, в частности двигателестроению и имеет отношение к конструкции элементов системы выпуска отработавших газов двигателя внутреннего сгорания (далее ДВС).
Известен выпускной коллектор ДВС автомобиля ВАЗ-2108 (Вершигора В.А. и др. Автомобиль ВАЗ-2108. М.: ДОСААФ СССР, 1986, с.27), который представляет собой литую массивную деталь из чугуна. Выпускной коллектор имеет присоединительные фланцы крепления, с одной стороны, к головке цилиндров двигателя, а с другой - к приемной трубе тракта выпуска отработавших газов. В процессе работы ДВС коллектор подвергается значительному температурному воздействию со стороны выхлопных клапанов ДВС.
Аналогичные конструкции выпускных коллекторов описаны в патентах США №5347810, МПК5 F 01 N 7/10, 1994, №5069036, МПК5 F 01 N 7/10, 1991, заявке ЕПВ (ЕР) 0049459, F 02 F 11/00, 1982.
Общим недостатком описанных выше устройств является их значительная металлоемкость и теплоемкость, т.е. в процессе работы ДВС их массивная чугунная структура забирает значительное количество тепла, которое необходимо в том случае, когда в трассе выхлопной системы предусмотрена установка каталитического нейтрализатора, что вызвано современными повышенными требованиями по предельно допустимому содержанию в отработавших газах ДВС вредных компонентов (продуктов неполного сгорания рабочей смеси).
Известны технические решения, позволяющие уменьшить теплоемкость описанных конструкций коллекторов (см., например, заявку Японии №63-215809, МКИ4 F 01 N 7/10, 1988). Здесь во внутренней основной части коллектора, с образованием зазора относительно внутренних стенок коллектора, установлена тонкостенная труба. Но такой технический прием значительно усложняет конструкцию коллектора.
В современных конструкциях ДВС, в трассе выпуска которых предусмотрены каталитические нейтрализаторы, нашли широкое применение сварные выпускные коллекторы облегченной конструкции, штампованные из тонкого жаропрочного металлического листа, с приварными присоединительными фланцами (РСТ (WO) 90/06207, МКИ5 В 23 К 31/02, 1990, США №4656830, МКИ4 F 01 N 3/18, 1987, Франция №2644207, МКИ5 F 01 N 7/10, 1990, ФРГ №4200611, МКИ5 F 01 N 7/10, 1993, ЕПВ (ЕР) 0623739, МКИ5 F 01 N 7/10, 1994).
Применение таких сварных выпускных коллекторов в сочетании с каталитическими нейтрализаторами различного типа позволяет обеспечить выполнение жестких международных требований по токсичности Евро-3 и Евро-4. Технические трудности, которые возникают при изготовлении описанных коллекторов, заключаются, в первую очередь, в том, что необходимо соблюсти оптимальные, с точки зрения гидравлических сопротивлений, геометрические параметры - радиусы гиба отдельных труб, длины отдельных труб, их конкретное расположение в стесненном пространстве моторного отсека и ряд других параметров. Поэтому, как правило, каждая из отдельных труб коллектора изготавливается путем сварки отдельных составляющих трубу элементов. При этом разъемы могут быть как продольными (заявка Японии №3-63644, МКИ5 F 01 N 7/10, 1991) (штампованные из двух половин), так и поперечными (ФРГ №3720714, МКИ4 F 01 N 7/14, 1989) (когда каждая из труб сваривается из отдельных заранее формообразованных патрубков). Либо в законченной конструкции коллектора применены одновременно оба названных выше приема (Франция №2727466, МПК6 F 01 N 7/10, 1996).
В качестве прототипа выбран сварной выпускной коллектор для ДВС легковых автомобилей (полезная модель России №14974, МПК7 F 01 N 7/10, публ. в БИПМ №25, от 10.09.2000), который содержит по крайней мере две проточные трубы, состоящие, например, из патрубков, скрепленных между собой сваркой, верхние концы которых соединены с впускными отверстиями ДВС через отверстия по крайней мере одного фланца, а нижние концы патрубков, по крайней мере по два, соединены с коллекторными элементами, нижние концы которых закреплены на нижнем выпускном фланце и через его отверстия сообщены с выпускными трубопроводами системы очистки газов, причем упомянутые патрубки обеих проточных труб выполнены из жаропрочного листового материала. Коллекторные элементы выполнены в виде воронок, при этом верхние концы обеих проточных труб закреплены на цельном впускном фланце. Нижний выпускной фланец выполнен из тонколистового материала, преимущественно из жаропрочной стали, с отбортовкой по его краям и отверстиям и вваренными бабышками в местах расположения крепежных отверстий. Все патрубки выполнены из одного материала.
К недостаткам рассмотренного сварного выпускного коллектора, как показала практика его эксплуатации на отдельных моделях автомобилей ВАЗ, в первую очередь следует отнести то, что, подвергаясь значительным перепадам температуры, жесткая конструкция коллектора, имеющая разные по длине патрубки, материал которых имеет одинаковый коэффициент линейного расширения, накапливает значительные остаточные деформации, что в конечном итоге приводит к нарушению герметичности в стыке коллектора с корпусом двигателя. Кроме того, изготовление отдельных труб коллектора из отдельных патрубков, которые в свою очередь сварены из нескольких коротких или прямолинейных отрезков труб, с последующей их сваркой приводит к неоптимальным геометрическим параметрам коллектора в целом, что увеличивает гидравлические сопротивления в выпускном тракте ДВС, снижает его мощность и крутящий момент. В частности, в прототипе патрубок первого цилиндра сварен из двух изогнутых отрезков труб, патрубки второго и третьего цилиндров сварены из двух отрезков труб, а патрубок четвертого цилиндра сварен из четырех отрезков труб, два из которых - прямолинейные, а два - криволинейные, загнутые по радиусу.
Для устранения названного нежелательного явления в известном выпускном коллекторе предлагается проточную трубу с меньшими линейными размерами снабдить термокомпенсатором. Кроме того, предлагается патрубки проточной трубы больших линейных размеров выполнить цельными и оптимизировать при этом их геометрические параметры, особенно в зоне гиба каждого отдельного патрубка, с целью достижения минимальных гидропотерь в тракте системы выпуска отработавших газов.
Сущность изобретения заключается в том, что в сварном выпускном коллекторе, содержащем присоединительные фланцы, по крайней мере две проточные трубы, одна из которых (более длинная) образована сходящимися на выходе патрубками первого и четвертого цилиндров ДВС, а другая (которая короче первой) образована сходящимися на выходе патрубками второго и третьего цилиндров, верхние концы которых соединены с впускными отверстиями ДВС через отверстия по крайней мере одного фланца, а нижние концы труб закреплены на нижнем выпускном фланце и через его отверстия сообщены с выпускными трубопроводами системы очистки газов, причем трубы выполнены из жаропрочного листового материала, патрубки менее длинных труб выполнены сборными из трех телескопически смонтированных отрезков труб, которые сварены по торцам последовательно друг с другом, образуя при этом зигзаг, при этом материал, из которого изготовлен промежуточный отрезок трубы телескопического соединения, имеет коэффициент линейного расширения по величине меньший, чем соответствующий коэффициент материала сопрягаемых с ним отрезков труб телескопического соединения соответствующего патрубка.
Отдельные патрубки более длинных труб выполнены из цельного отрезка тонкостенной жаропрочной трубы, при этом их радиусы гиба составляют 1,8-2,2 диаметра соответствующего патрубка в месте его гиба.
Сущность изобретения иллюстрируется на фиг.1 и 2.
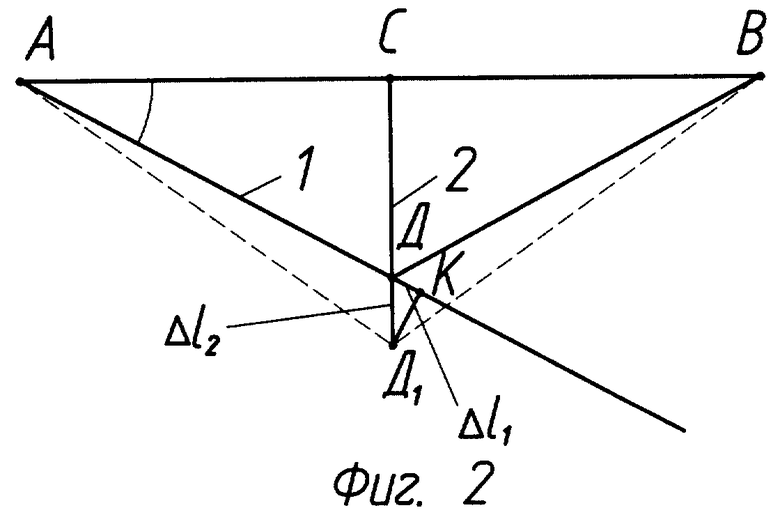
Сварной выпускной коллектор содержит по крайней мере две проточные трубы 1 и 2, одна из которых образована сходящимися на выходе патрубками 3 и 4 соответственно первого и четвертого цилиндров ДВС, а другая образована сходящимися на выходе патрубками 5 и 6 соответственно второго и третьего цилиндров, верхние концы которых соединены с впускными отверстиями ДВС через отверстия по крайней мере одного фланца 7, а нижние концы труб закреплены на нижнем выпускном фланце 8 и через его отверстия сообщены с выпускными трубопроводами системы очистки газов, причем трубы 1 и 2 выполнены из жаропрочного листового материала. Патрубки 5 и 6 менее длинных труб 2 выполнены сборными из трех телескопически смонтированных отрезков труб 9, 10 и 11, которые сварены по торцам 12 последовательно друг с другом, образуя при этом зигзаг, при этом материал, из которого изготовлен промежуточный отрезок трубы 10 телескопического соединения, имеет коэффициент линейного расширения по величине меньший, чем соответствующий коэффициент материала сопрягаемых с ним отрезков труб 9 и 11 телескопического соединения соответствующего патрубка 5 или 6.
Отдельные патрубки 3 и 4 более длинных труб 1 выполнены из цельного отрезка тонкостенной жаропрочной трубы, при этом их радиусы гиба составляют 1,8-2,2 диаметра соответствующего патрубка 3 и 4 в месте его гиба.
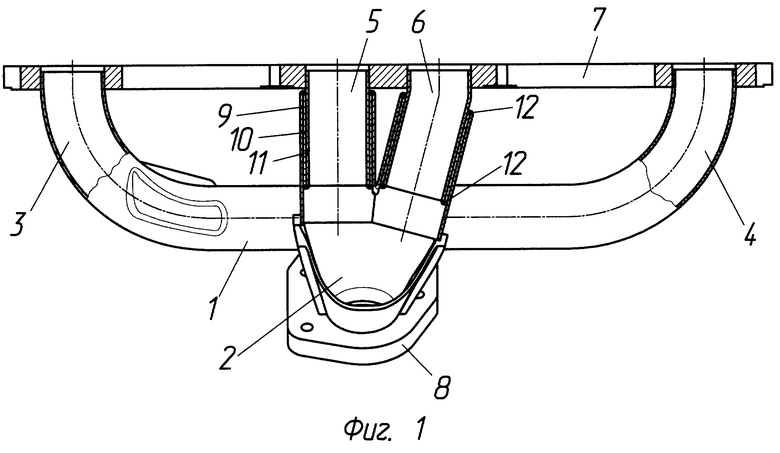
Приведенная на фиг.2 схема наглядно иллюстрирует процессы, которые происходят при нагреве конструкции коллектора. Сварной коллектор представляет собой конструкцию со статически неопределимыми деформациями в стержнях (трубах 3... 6) при изменении температуры конструкции. Схема необходимых удлинений стержней при нагреве всей конструкции при условии не возникновения силовых деформаций представлена на фиг.2. Пунктирными линиями изображены стержни в положении, которое они занимают после нагрева. Стержень 1 получил приращение Δ L1, стержень 2 получил приращение Δ L2, при этом точка соединения стержней Д перешла в положение Д1.
Соотношение приращений стержней, исходя из геометрических соображений (подобия треугольника АСД и треугольника приращений стержней Д1КД), должно быть равно

При равенстве коэффициентов линейного расширения (КЛР) материалов стержней 1 и 2, учитывая то, что температурные деформации стержней пропорциональны их длинам, такое соотношение не может быть обеспечено. Чтобы деформации были совместны, необходимо соотношение между КЛР стержней 1 и 2 определить из зависимости (1). Принимая, что
Δ L1=α 1·L1·Δt,
Δ L2=α 2·L2·Δt,
получим

Из зависимости (2) следует, что для конструкции коллектора с углом β =60° при условии отсутствия силовых деформаций необходимо выбрать материалы стержней 1 и 2 с коэффициентами линейных расширений, отличающимися примерно в два раза.
Практически это означает, что трубу 1 (фиг.1), отрезки труб 9 и 11 трубы 2, можно изготовить, например, из материала 12Х18Н9Т с КЛР, равным 19,5· 10-6 1/° С, а промежуточный в телескопическом соединении отрезок 10 изготовить из материала 15Х28 с КЛР, равным 11,0· 10-6 1/° С (Марочник сталей и сплавов / В.Г.Сорокин, А.В.Волосникова, С.А.Вяткин и др. М.: Машиностроение, 1989. 640 с.).
Кроме того, при таком конструктивном исполнении достигаются минимальные гидропотери в тракте выпуска ДВС, что приводит к повышению мощности и увеличению крутящего момента ДВС.
Предложенное техническое решение промышленно применимо, поскольку оно может быть использовано промышленным способом в автомобилестроении и других областях народного хозяйства, работоспособно, осуществимо и воспроизводимо.
Работает устройство обычным образом.
На такте выпуска отработавших газов из цилиндров двигателя, когда выпускной клапан открыт, горячие отработавшие газы вытесняются в выпускной коллектор, далее поступают в каталитический нейтрализатор, просачиваются через его активное вещество и в достаточной мере очищенные от вредных веществ поступают в глушитель (глушители, если в тракте выпуска их несколько), теряют при этом часть звуковой энергии, после чего выводятся в атмосферу.
Использование заявленного технического решения позволяет создать недорогую и компактную конструкцию эффективного, надежного в эксплуатации выпускного коллектора, повысить конкурентоспособность отечественных автомобилей за счет соответствия их экологической безопасности мировым стандартам, снизить загрязнение воздуха в населенных пунктах токсичными компонентами отработавших газов автотранспортных средств, силовой агрегат которых выполнен на базе ДВС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРНОЙ КОЛЛЕКТОР ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2242621C2 |
| СИСТЕМА ВЫХЛОПА ОТРАБОТАВШИХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2004 |
|
RU2270346C2 |
| Телескопическое гибкое трубное соединение | 1986 |
|
SU1373960A1 |
| СИСТЕМА ВЫПУСКА ОТРАБОТАВШИХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2166435C2 |
| НОСИТЕЛЬ РАЗМЕЩАЕМОГО ВБЛИЗИ ДВИГАТЕЛЯ КАТАЛИТИЧЕСКОГО НЕЙТРАЛИЗАТОРА, КАТАЛИТИЧЕСКИЙ НЕЙТРАЛИЗАТОР С ТАКИМ НОСИТЕЛЕМ, СИСТЕМА ВЫПУСКА ОТРАБОТАВШИХ ГАЗОВ И АВТОМОБИЛЬ | 2005 |
|
RU2379528C2 |
| Коллектор подвода отработавших газов двигателя внутреннего сгорания к турбине | 1989 |
|
SU1740722A1 |
| ЦИКЛОННЫЙ МНОГОСТУПЕНЧАТЫЙ НЕЙТРАЛИЗАТОР | 2004 |
|
RU2272158C1 |
| ОТОПИТЕЛЬНЫЙ КОТЕЛ | 1994 |
|
RU2101622C1 |
| ГЛУШИТЕЛЬ ШУМА ДВС | 2000 |
|
RU2176319C2 |
| ГЛУШИТЕЛЬ-РАЗДЕЛИТЕЛЬ ГАЗОВ | 2021 |
|
RU2764641C1 |
Изобретение относится к машиностроению, в частности двигателестроению, и имеет отношение к конструкции элементов системы выпуска отработавших газов двигателя внутреннего сгорания (ДВС). Сварной выпускной коллектор содержит присоединительные фланцы, соединенные несколькими трубами различной длины, составленными из отдельных патрубков, причем патрубки менее длинных труб выполнены сборными, из трех телескопически смонтированных отрезков труб, которые сварены по торцам последовательно друг с другом, образуя при этом зигзаг, при этом материал, из которого изготовлен промежуточный отрезок трубы телескопического соединения, имеет коэффициент линейного расширения по величине меньший, чем соответствующий коэффициент материала сопрягаемых с ним отрезков труб телескопического соединения соответствующего патрубка. Изобретение позволяет снизить гидравлические сопротивления в выпускном тракте ДВС, повысить герметичность в стыке коллектора с корпусом двигателя. 1 з.п. ф-лы, 2 ил.
| Двигатель внутреннего горения | 1928 |
|
SU14974A1 |
| Строгальный станок для изготовления широких и толстых пластин | 1929 |
|
SU17712A1 |
| Выпускной коллектор для двигателя внутреннего сгорания | 1971 |
|
SU465484A1 |
| DE 2945079 A1, 21.05.1981 | |||
| US 4373331 A, 15.02.1983 | |||
| Штамп для изготовления деталей цилиндрической формы | 1974 |
|
SU733789A1 |

