Изобретение относится к области металлургии, конкретнее к ремонту металлургического оборудования, и может быть использовано для восстановления роликов рольганга стана горячей прокатки.
Ролики рольганга стана горячей прокатки работают в условиях циклического термомеханического воздействия со стороны проходящего листа, окислительного воздействия охлаждающей жидкости и абразивного действия окалины листа. В результате ролики быстро выходят из строя вследствие износа и образования трещин термической усталости.
Известен способ восстановления роликов, включающий подогрев и наплавку роликов электродом из стали 45 и 30ХГСА [1].
Недостатком известного способа является низкая износостойкость наплавленных роликов отводящего рольганга стана горячей прокатки.
Известен также способ [2], при котором ролики нагревают под наплавку до температуры 300°С. Наплавку осуществляют при силе электрического тока 300...400 А и скорости наплавки 25...30 м/ч.
Недостатком известного технического решения является низкая стойкость наплавленных роликов рольганга стана горячей прокатки.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ восстановления роликов [3] - прототип. Согласно этому изобретению в качестве наплавочного материала используют проволоку из стали 12Х13, а наплавку ведут после предварительного подогрева ролика до температуры не ниже 150°С при отношении силы тока к скорости наплавки не более 17,5. Наплавку ведут под флюсом АН-20С.
Недостатки известного способа состоят в высоком расходе роликов рольганга стана горячей прокатки из-за недостаточной износостойкости наплавленного слоя при взаимодействии с горячекатаной полосой.
Техническая задача, решаемая изобретением, состоит в снижении расхода роликов рольганга стана горячей прокатки.
Указанная задача решается тем, что в известном способе восстановления роликов, включающем предварительный подогрев, многослойную наплавку стальным электродом, согласно предложению предварительный подогрев ведут до температуры 200...300°С, наплавку ведут со скоростью 10...40 м/ч при плотности электрического тока 20...25 А/мм2.
Возможен вариант реализации способа, по которому многослойную наплавку производят стальным электродом следующего состава, мас.%: углерод 0,15...0,23, марганец 1,20...1,80, кремний 0,50...0,90, хром 2,00...3,20, ванадий 0,08...0,20, молибден 0,30...1,50, железо - остальное.
Верхний предел температуры подогрева 200°С выбран экспериментально. Температура подогрева выше 300°С приводит к перегреву бочки ролика в процессе наплавки и снижению твердости наплавленного слоя. При снижении температуры подогрева ниже 200°С в зоне термического влияния (ЗТВ) наплавленного валика наблюдаются закалочные структуры и трещины. Это приводит к выкрошкам наплавленного слоя.
Экспериментально установлено, что снижение скорости наплавки менее 10 м/ч приводит к удлинению процесса и перегреву бочек роликов. При увеличении скорости наплавки более 40 м/ч возрастает количество несплошностей в металле, что ухудшает качество наплавки и увеличивает износ роликов.
При плотности электрического тока менее 20 А/мм2 из-за недостаточного проплавления качество наплавки ухудшается. Увеличение плотности электрического тока боле 25 А/мм2 приводит к перегреву бочек роликов и снижению твердости и износостойкости наплавленного слоя.
В процессе эксплуатации ролики подвержены фрикционному износу от трения со стороны проходящего листа, окислительного воздействия охлаждающей жидкости и термоциклического влияния температуры. Поэтому оптимальным вариантом является наплавка износостойкой хромосодержащей сталью, которая имеет наряду с высокой твердостью еще и высокую износо- и термоциклическую стойкость. Поэтому для наплавки рекомендовано в качестве материала применять электрод из стали следующего химического состава, мас.%: углерод 0,15...0,23, марганец 1,20...1,80, кремний 0,50...0,90, хром 2,00...3,20, ванадий 0,08...0,20, молибден 0,30...0,50, железо остальное.
Углерод обеспечивает матричное упрочнение наплавленного металла и усиливает способность образовывать твердый и прочный рабочий слой роликов. При содержании углерода менее 0,15% наплавленный слой упрочнен недостаточно. При содержании углерода выше 0,23% наплавленный металл подвержен растрескиванию при кристаллизации.
Марганец упрочняет металлическую матрицу и значительно улучшает пластичность металла при кристаллизации. Минимальная концентрация Мn, необходимая для достижения требуемой прочности, равна 1,20%. Подобно углероду Мn в избытке ухудшает вязкость металла и также вызывает появление трещин при наплавке, поэтому его верхний предел равен 1,80%.
Кремний введен в наплавочный электрод в качестве раскислителя в количестве 0,50...0,90%. С понижением количества кремния менее 0,50% возможно появление пор при наплавке. Взятый в избытке кремний отрицательно влияет на вязкость наплавленного металла в ЗТВ, которая при его концентрациях более 0,90% снижается, что увеличивает расход роликов.
Хром повышает износо- и термоциклическую стойкость наплавленного металла. При содержании хрома менее 2,00% не обеспечивается износо- и термоциклическая стойкость наплавленного металла и увеличивается расход роликов. При содержании в наплавленном слое хрома свыше 3,20% образуются сварочные трещины, что приводит к выкрошкам наплавленного металла и повышению расхода роликов.
Ванадий повышает прочность наплавленного металла с образованием упрочненной матрицы и дополнительно обеспечивает дисперсионное упрочнение при отпуске вследствие выпадения частиц VC. Избыток V способствует появлению трещин при наплавке и ухудшает вязкость наплавленного металла, поэтому верхний предел установлен 0,20%. При содержании ванадия менее 0,08% износостойкость наплавленного бандажа снижается.
Молибден добавлен для дисперсионного упрочнения и увеличения износостойкости в наплавленном металле. Верхний предел 0,50% установлен потому, что избыток Мо приводит к ухудшению вязкости наплавленного металла и его ЗТВ. С понижением содержания молибдена меньше 0,30% износостойкость наплавленного бандажа снижается, что неприемлемо.
Примеры реализации способа
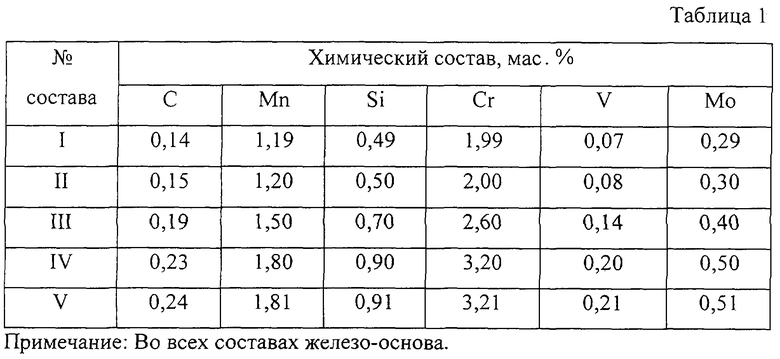
Были изготовлены пять вариантов стальных электродов различного химического состава (таблица 1).
Наплавленный металл состава I имеет концентрацию химических элементов меньше заявленных пределов. В составах II-IV концентрация химических элементов соответствует заявленным пределам. В составе V концентрация химических элементов превышает заявленные пределы.
Изношенный ролик рольганга непрерывного широкополосного стана 2000 горячей прокатки после механической обработки устанавливают на наплавочный станок и приводят во вращение. Ролик нагревают газовой горелкой до температуры Тнаг=250°С. Электродуговую наплавку ведут под слоем флюса марки АН-60 электродной лентой размером 1×40 из стали состава III табл 1. Скорость наплавки составляет Vсв=25 м/ч, плотность электрического тока при наплавке J=22,5 А/мм2. Наплавку ведут до восстановления номинального размера бочки ролика с припуском на механическую обработку. После наплавки ролик самопроизвольно охлаждается.
Указанные технологические режимы обеспечивают получение бездефектной наплавленной бочки восстановленного ролика. После завершения наплавки ролик устанавливают на токарный станок и обрабатывают наплавленную бочку до номинального диаметра.
Восстановленный ролик собирают с подшипниками и устанавливают в промежуточный рольганг стана горячей прокатки.
Варианты реализации предложенного способа и показатель стойкости роликов (удельный расход роликов на тонну проката) приведены в таблице 2.
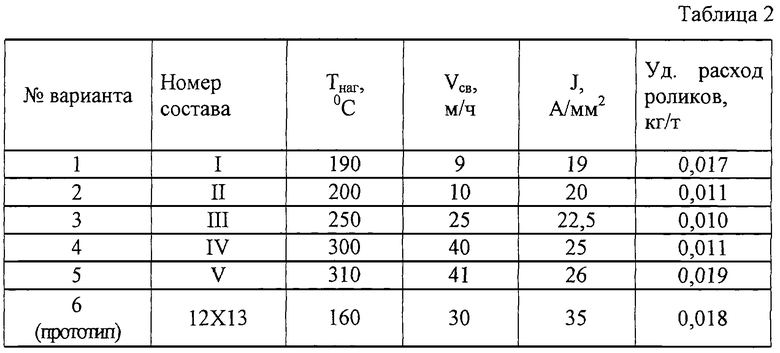
Как следует из данных, приведенных в таблице 2, при реализации предложенного способа (варианты 2-4) достигается снижение расхода восстановленных роликов (удельный расход роликов минимален). В случае запредельных значений заявленных параметров (варианты 1 и 5) расход восстановленных роликов увеличивается. Также более высокий расход имеют ролики, восстановленные по способу-прототипу (вариант 6).
Технико-экономические преимущества предложенного способа состоят в том, что регламентированные параметры восстановления роликов обеспечивают получение высокой твердости, термоциклической стойкости и износостойкости. Этим достигается уменьшение расхода восстановленных роликов рольганга непрерывного широкополосного стана горячей прокатки.
В качестве базового объекта принят способ-прототип.
Применение предложенного способа позволит повысить рентабельность восстановления роликов на 20-30%.
Литература
1. Тылкин М.А. Повышение долговечности деталей металлургического оборудования. М.: Металлургия, 1971. С.569-570.
2. Гребеник В.М, Гордиенко А.В., Цапко В.К. Повышение надежности металлургического оборудования. М.: Металлургия, 1988. С.478-479.
3. Патент РФ №2123413, МПК В 23 К 9/04, В 23 Р 6/04, 1998 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННОГО РОЛИКА | 2003 |
|
RU2242347C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПЛУНЖЕРА ГИДРОЦИЛИНДРА ПОДУШЕК ВАЛКОВ | 2006 |
|
RU2327555C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННОГО РОЛИКА | 2005 |
|
RU2291041C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКОВ | 2005 |
|
RU2291040C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245771C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2237563C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2002 |
|
RU2228958C2 |
| СОСТАВ ДЛЯ НАПЛАВКИ | 1992 |
|
RU2031765C1 |
| СОСТАВ СПЛАВА | 1996 |
|
RU2104324C1 |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
Способ может быть использован при ремонте металлургического оборудования для восстановления роликов рольганга стана горячей прокатки. После предварительного подогрева до температуры 200...300°С производят многослойную наплавку стальным электродом со скоростью 10...40 м/ч при плотности электрического тока 20...25 А/мм2. Используют стальной электрод следующего химического состава, мас.%: углерод 0,15...0,23, марганец 1,20...1,80, кремний 0,50...0,90, хром 2,00...3,20, ванадий 0,08...0,20, молибден 0,30...0,50, железо остальное. Регламентированные параметры восстановления роликов обеспечивают получение их высокой твердости, термической стойкости и износостойкости. 1 з.п.ф-лы, 2 табл.
Углерод 0,15 - 0,23
Марганец 1,20 - 1,80
Кремний 0,50 - 0,90
Хром 2,00 - 3,20
Ванадий 0,08 - 0,20
Молибден 0,30 - 0,50
Железо Остальное
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКОВ | 1998 |
|
RU2123413C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139156C1 |
| Способ восстановления прокатных валков | 1988 |
|
SU1579679A1 |
| DE 3714238 А1, 17.11.1988. | |||
