Изобретение относится к металлургии и может быть использовано при внепечной обработке стали и сплавов в ковшах путем продувки инертными газами.
Известна фурма для донной продувки металла в ковше, например, патент РФ №2186858, МПК 7 C21C 5/48, 2002, содержащая металлическую гильзу с дном и газоподводящей трубкой, заполненную огнеупорной бетонной массой, в которой выполнены продольные сквозные щелевые каналы, по которым подается газ в расплав металла. Данная фурма вклеивается в гнездовой блок и устанавливается на дне в футеровке ковша. Данная фурма является устройством многоразового действия и в зависимости от условий эксплуатации ковша, от марки обрабатываемой стали, от режимов продувки она может работать от одного до нескольких десятков раз. При этом при каждой плавке часть фурмы сгорает. Стойкость всех фурм даже одного типа отличается друг от друга.
Недостатком данной фурмы является отсутствие индикатора износа фурмы, так как визуально определить степень ее износа затруднительно, что приводит или к не полностью используемому ресурсу ее работы или существенно снижает ее надежность.
Известна фурма для донной продувки газами металла в ковше, например, патент РФ №34538, МПК7 C21C 7/072, 2003, содержащий металлический индикатор износа, расположенный в верхней части фурмы. Индикатор износа выполнен из жаропрочной стали и его длина соответствует длине рабочей части фурмы. Наличие индикатора контролируется после каждой плавки и его присутствие (свечение) свидетельствует о дальнейшей работоспособности фурмы. Верхнее расположение индикатора удобно при изготовлении фурмы.
Недостатком данного устройства является присутствие индикатора в активной рабочей зоне фурмы. Выгорая, индикатор является инициатором напряжений, что интенсифицирует повышенный износ фурмы.
Известна фурма для донной продувки металла газами в ковше, например, патент РФ №63802, C21C 7/072, 2007, содержащий металлический индикатор износа, расположенный в средней части фурмы. При расположении металлического индикатора износа в средней части фурмы появление после серии плавок светлого пятна в центре фурмы свидетельствует о начале выгорания металлического индикатора и необходимости скорой замены фурмы. Расположение металлического индикатора износа в средней части фурмы устраняет локальный износ верха фурмы и нарушение геометрии сквозных щелей при выгорании индикатора во время службы, что продлевает срок ее эксплуатации.
Недостатками данной фурмы является отсутствие фиксации индикатора, что при применении метода изготовления фурм заливкой огнеупорной бетонной массы в форму с виброуплотнением, может привести к потере ориентации индикатора в фурме и погрешностям контроля ее износа.
Наиболее близким по совокупности существенных признаков является патент РФ №2243267, МПК7 C21C 5/48, 2004. Фурма для донной продувки металла газами в ковше и способ ее изготовления. Данная фурма включает в себя металлическую гильзу с дном, заполненную огнеупорной массой, в которой выполнены продольные сквозные щелевые каналы, а в нижней части установлен индикатор износа с кольцеобразными проточками, заформованный огнеупорной бетонной массой. Для фиксации и крепления индикатора износа при сборке фурмы имеется металлическая скоба, прикрепленная гайками к шпилькам, приваренным к дну фурмы.
Недостатками данной фурмы являются большие габариты индикатора, так как его длина перекрывает длину пассивной части фурмы, и наличие металлической скобы, перерезающей всю зону фурмы, где расположены щелевые каналы. Это ослабляет целостность фурмы, ее надежность и может привести к ее разрушению в конце эксплуатации.
Известен способ изготовления продувочной фурмы (РФ №2186858, МПК7 C21C 5/48, 2002), включающий изготовление конусной гильзы с дном и газоподводящей трубкой, установку ней каналообразующих полосок для образования продольных сквозных щелевых каналов, послойную заливку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой, а для фиксации нижних концов каналообразующих полосок, в донную часть по центру гильзы устанавливают и закрепляют расходуемый шаблон, изготовленный из многослойной фанеры или другого легковыгораемого материала, фиксацию полосок производят пазами, пропиленными в расходуемом шаблоне, при этом для фиксации верхних концов каналообразующих полосок на верхнюю часть конусной гильзы, снаружи надевают фиксатор в виде конусного кольца, который над верхней частью гильзы имеет опорные гнезда для крепления полосок, крепление расходуемого шаблона к дну гильзы осуществляют лентой из тканых хлопчатобумажных материалов, которую пропускают через отверстие в центре расходуемого шаблона, при этом верхний конец ленты завязывают в узел, по размеру больший, чем отверстие в шаблоне, а нижний пропускают через газоподводящую трубку, на которую надевают наконечник и закрепляют на трубке винтами, ввернутыми в него, после чего производят натяжение ленты, обматывают вокруг винтов и завязывают узлами.
Недостатком известного способа является сложность процесса изготовления и эксплуатации.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления продувочной фурмы (патент РФ №2243267, МПК C21C 5/48, опубл. 2003 г.), включающий изготовление конусной гильзы с дном и газоподводящей трубкой, установку в ней каналообразующих полосок для образования продольных сквозных щелевых каналов и индикатора износа, который устанавливают в отверстие в шаблоне, а фиксацию нижних концов каналообразующих полосок с помощью расходуемого шаблона, а верхних концов каналообразующих полосок с помощью фиксатора, надетого на верхнюю часть конусной гильзы фурмы, послойную заливку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой, причем крепление расходуемого шаблона к дну осуществляют с помощью резьбовых шпилек, приваренных к дну гильзы, а крепление индикатора износа осуществляют с помощью скобы из тонколистового металла и резьбовых шпилек для крепления шаблона. Перед заливкой фурмы дно приваривают к гильзе.
Недостатками данного способа являются сложности сборки фурмы и возможность ее заливки только сверху, что при применении процесса виброуплотнения смеси реологически не является оптимальным.
Техническим результатом изобретения является повышение надежности эксплуатации фурмы, упрощение конструкции фурмы и процесса ее сборки и заливки.
Сущность технического решения заключается в том, что фурма для донной продувки металла газами в ковше, содержащая металлическую конусную гильзу с дном и газоподводящей трубкой, заполненную огнеупорной бетонной массой, в которой выполнены продольные сквозные щелевые каналы и расположен индикатор износа, имеющий на наружной поверхности кольцеобразные проточки, заполненные огнеупорной бетонной массой, элемент крепления и фиксации индикатора износа, при этом индикатор износа выполнен ступенчато цилиндрическим и расположен в средней части металлической конусной гильзы, а элемент крепления и фиксации индикатора износа выполнен в виде проволочных усиков, закрепленных в его кольцеобразных проточках и расположенных по отношению друг к другу через 120°. Способ изготовления фурмы для донной продувки металла газами в ковше, включающий изготовление металлической конусной гильзы, закрепление внутри металлической конусной гильзы каналообразующих элементов для образования продольных сквозных щелевых каналов и установку в ней индикатора износа, послойную заливку и виброуплотнение огнеупорной бетонной массой с последующей термообработкой, при этом металлическую конусную гильзу закрепляют на оправке, прикрепляют к индикатору износа в его кольцеобразных проточках три проволочных усика, расположенных по отношению друг к другу через 120° и устанавливают индикатор износа в металлическую конусную гильзу при помощи цангового устройства с упором и проволочных усиков, которые закрепляют к стойкам оправки для прижима индикатора износа к торцу упора, выполненного в виде конуса, причем заливку огнеупорной бетонной массой осуществляют с донной стороны металлической конусной гильзы, после виброуплотнения огнеупорной бетонной массы удаляют цанговое устройство с упором, отрезают свободные концы проволочных усиков после затвердевания огнеупорной бетонной массы и после термообработки приваривают дно с газоподводящей трубкой к металлической конусной гильзе.
На фиг.1 представлена конструкция фурма для донной продувки металла газами в ковше, на фиг.2 - установка для фиксации и крепления индикатора износа в фурме.
Фурма для донной продувки металла газами в ковше содержит металлическую конусную гильзу 1, сваренную с дном 2, через которое вставлена газоподводящая трубка 3. Металлическая конусная гильза 1 заполнена огнеупорной бетонной массой 4, в которой выполнены продольные сквозные щелевые каналы 5. В средней части фурмы установлен индикатор износа 6, заформованный огнеупорной бетонной массой 4. На внешней поверхности индикатора износа 6 в средней части выполнены кольцеобразные проточки 7, за которые к нему прикреплены три проволочных усика 8, расположенные по отношению друг к другу через 120°. При эксплуатации фурмы происходит износ огнеупорной бетонной массы 4. При износе всей рабочей части фурмы оголяется верхняя часть индикатора износа 6, материал которого по лучеиспускательной способности отличается от лучеиспускательной способности огнеупорной бетонной массы 4, что позволяет визуально определить предельный износ фурмы. Наличие кольцеобразных проточек 7 и проволочных усиков 8 гарантирует жесткую фиксацию индикатора износа 6 на последнем этапе эксплуатации фурмы, что повышает надежность фурмы.
Установка для изготовления фурмы содержит металлическую конусную гильзу 1, установленную донной частью вверх и установленную на оправке 9. В средней части металлической конусной гильзы 1 размещен индикатор износа 6, на поверхности которого в средней части выполнены кольцеобразные проточки 7, в которых закреплены проволочные усики 8, расположенные по отношению друг к другу через 120° и закрепленные другими концами к стойкам 10 оправки 9, к которой присоединена планка 11, в которую вставлен упор 12, с торцом, выполненным в виде конуса, имеющий фиксатор 13 и установленный с возможностью перемещения в цанговом устройстве 14, зажимающем индикатор износа 6.
Предлагаемый способ изготовления продувочной фурмы включает в себя изготовление металлической конусной гильзы 1, установку в ней каналообразующих элементов 5 для образования продольных сквозных щелевых каналов и индикатора износа 6, послойную заливку и виброуплотнение огнеупорной бетонной массы 4 с последующей термообработкой. Отличительной особенностью предлагаемого способа является то, что фиксацию индикатора износа 6 в фурме осуществляют с помощью цангового устройства 14 с упором 12 и проволочных усиков 8, прижимающих индикатор износа 6 к упору 12 в процессе заливки и виброуплотнений огнеупорной бетонной массы 4 и закрепленных к стойкам 10 оправки 9.
Такое техническое решение обеспечивает надежную фиксацию индикатора небольших размеров в средней части фурмы на границе рабочей и страховочной зон фурмы, повышая надежность фурмы на заключительном этапе ее работы, упрощая процесс ее сборки.
Способ осуществляется в следующей последовательности. Предварительно изготавливают металлическую конусную гильзу 1, устанавливают ее донной частью вверх и закрепляют на оправке 9. Внутри металлической конусной гильзы 1 в определенном положении располагают и крепят каналообразующие элементы 5. Предварительно к индикатору износа 6 в кольцеобразные проточки 7 прикрепляют три проволочных усика 8, расположенные по отношению друг к другу через 120°. Индикатор износа 6 своей хвостовой частью устанавливают в цанговое устройство 14 и вместе с упором 12, который свободно перемещается в цанговом устройстве 14 и опускают в рабочую полость металлической конусной гильзы 1. В упор 12 вставляют фиксатор 13 и с помощью натяжения проволочных усиков 8 индикатор износа 6 прижимают к упору 12, который, в свою очередь, с помощью фиксатора 13 прижимается к планке 11. Проволочные усики 8 крепят к стойкам 10 оправки 9. Так как проволочных усиков три, то, изменяя их натяжение, устанавливают индикатор износа 6 в требуемом положении. После установки индикатора износа 6 и проверки правильности расположения каналообразующих элементов 5 производят послойную заливку и виброуплотнение огнеупорной бетонной массы 4. Далее цанговое устройство 14 сдергивают с хвостовика индикатора износа 6. При этом упор 12 и проволочные усики 8 надежно удерживают ориентацию индикатора износа 6. Далее через 2…3 мин удаляют фиксатор 13 из упора 12, который медленно поднимают вместе с цанговым устройством 14 из огнеупорной бетонной массы 4. Так как торец упора 12 выполнен в виде конуса, вытягивание индикатора износа 6 из огнеупорной бетонной массы 4 не происходит. Так как твердение тиксотропной огнеупорной бетонной массы 4 начинается сразу после окончания виброуплотнения, то наличие проволочных усиков 8 и кольцеобразных проточек 7 являются достаточными элементами для фиксации индикатора износа 6. После термообработки фурмы свободные концы проволочных усиков 8 удаляют и к металлической конусной гильзе 1 приваривают дно 2 с газоподводящей трубкой 3.
Предложенное техническое решение позволило повысить надежность эксплуатации фурмы, упростить конструкцию фурмы и процесса ее сборки и заливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2243267C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369464C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368460C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2373023C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2186858C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2023 |
|
RU2816707C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2023 |
|
RU2819958C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |

Изобретение относится к металлургии и может быть использовано при внепечной обработке стали и сплавов в ковшах. Фурма содержит металлическую конусную гильзу с дном и газоподводящей трубкой, заполненную огнеупорной массой, в которой выполнены продольные сквозные щелевые каналы и расположен индикатор износа, имеющий на наружной поверхности кольцеобразные проточки, заполненные огнеупорной массой. Индикатор износа выполнен ступенчато цилиндрическим. Элемент крепления и фиксации индикатора износа выполнен в виде проволочных усиков, закрепленных в его кольцеобразных проточках и расположенных по отношению друг к другу через 120°. Способ включает закрепление металлической конусной гильзы на оправке, прикрепление к индикатору износа трех проволочных усиков и установку индикатора износа в металлическую гильзу при помощи цангового устройства с упором и усиками. Затем осуществляют заливку огнеупорной бетонной массой с донной стороны гильзы и после ее виброуплотнения удаляют цанговое устройство с упором. Использование изобретения обеспечивает повышение надежности эксплуатации фурмы, упрощение конструкции фурмы и процесса ее сборки. 2 н.п. ф-лы, 2 ил.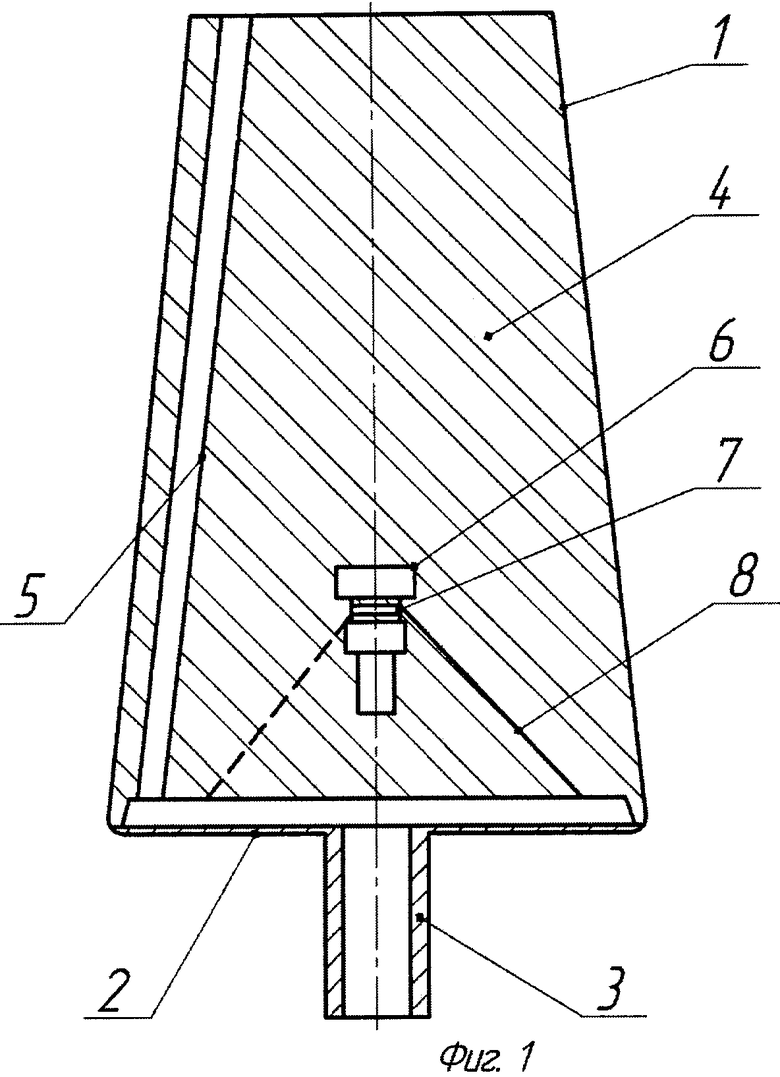
1. Фурма для донной продувки металла газами в ковше, содержащая металлическую конусную гильзу с дном и газоподводящей трубкой, заполненную огнеупорной массой, в которой выполнены продольные сквозные щелевые каналы и расположен индикатор износа, имеющий на наружной поверхности кольцеобразные проточки, заполненные огнеупорной бетонной массой, элемент крепления и фиксации индикатора износа, отличающаяся тем, что индикатор износа выполнен ступенчато цилиндрическим и расположен в средней части металлической конусной гильзы, а элемент крепления и фиксации индикатора износа выполнен в виде проволочных усиков, закрепленных в его кольцеобразных проточках и расположенных по отношению друг к другу через 120°.
2. Способ изготовления фурмы для донной продувки металла газами в ковше, включающий изготовление металлической конусной гильзы, закрепление внутри металлической конусной гильзы каналообразующих элементов для образования продольных сквозных щелевых каналов и установку в ней индикатора износа, послойную заливку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой, отличающийся тем, что металлическую конусную гильзу закрепляют на оправке, прикрепляют к индикатору износа в его кольцеобразных проточках три проволочных усика, расположенных по отношению друг к другу через 120°, и устанавливают индикатор износа в металлическую конусную гильзу при помощи цангового устройства с упором и проволочных усиков, которые закрепляют к стойкам оправки для прижима индикатора износа к торцу упора, выполненного в виде конуса, причем заливку огнеупорной бетонной массой осуществляют с донной стороны металлической конусной гильзы, после виброуплотнения огнеупорной бетонной массы удаляют цанговое устройство с упором, отрезают свободные концы проволочных усиков после затвердевания огнеупорной бетонной массы и после термообработки приваривают дно с газоподводящей трубкой к металлической конусной гильзе.
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2243267C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2186858C2 |
| RU 2007100304 A, 20.07.2008 | |||
| US 4971295 A, 20.11.1990 | |||
| DE 4408397 A1, 14.09.1995. | |||

