Изобретение относится к металлургии и может быть использовано при внепечной обработке стали в ковшах путем продувки газами.
Наиболее близким по технической сущности является наконечник для вдувания газами металла, представляющий металлический каркас с дном и газоподводящей трубкой, заполненной огнеупорной массой, в котором выполнены сквозные продольные каналы. Внизу каркаса выполнен коллектор газа, сообщающийся с каналами и ограниченный верхней и нижней металлическими пластинами, расстояние между пластинами 2-50 мм (1).
Недостатками известного устройства является то, что камера, образованная пластинами, выполнена по всей площади дна, для продувки требуется большее давление газа вследствие высокого гидравлического сопротивления.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления продувочных фурм, включающий изготовление конусных гильз с дном и аргоноподводящей трубкой, установку в них каналообразующих полосок, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой. По известному способу полоски не имеют жесткого крепления у дна гильзы, т.к. они вытаскиваются после схватывания бетона (2).
Недостатком способа является то, ото при бетонировании полоски отгибаются от прямолинейности, выходят из направляющей у дна, что ведет к браку изделий. При этом чем тоньше полоска, тем меньше ее жесткость и больше брака.
Задачей, на решение которой направлено изобретение, является снижение затрат энергии при эксплуатации фурмы, снижение сопротивления продувки и повышение качества изготовляемых фурм.
Предлагаемая фурма включает в себя металлическую гильзу с дном, заполненную огнеупорной массой, в которой выполнены продольные сквозные щелевые каналы, а в нижней части между огнеупорной массой и дном образован зазор не менее 5 мм, соединяющий продольные сквозные щелевые каналы с полостью газоподводящей трубки, при этом зазор выполнен с перекрытием входа в каналы не более 2 мм, причем ширина продольных сквозных щелевых каналов по направлению движения потока определяется согласно зависимости:
B = Bo+tgα•H,
где В - изменяющаяся по высоте фурмы ширина продольных сквозных щелевых каналов;
Во - ширина продольных сквозных щелевых каналов на входе, мм;
Н - текущая высота фурмы, мм;
α - угол раскрытия щели, причем α≥0,5°.
Такие отличительные особенности позволяют снизить гидравлическое сопротивление предлагаемой фурмы по сравнению с прототипом, а следовательно, уменьшить затраты энергии на продувку металла.
Конструкция предлагаемой фурмы представлена на фиг.1, продольный разрез.
В состав фурмы входит металлическая гильза 1, сваренная с дном 2 и газоподводящей трубкой 3. Гильза заполнена плотной огнеупорной массой 4, в которой выполнены продольные сквозные щелевые каналы 5. В донной части фурмы между огнеупорной массой 4 и дном 2 имеется зазор 6, который перекрывает вход в каналы 5 на величину не более 2 мм, соединяет продольные сквозные щелевые каналы 5 с плоскостью газоподводяшей трубки 3.
Ширина продольных сквозных щелевых каналов 5 по высоте фурмы увеличивается согласно зависимости:
B = Bo+tgα•H.
Фурма работает следующим образом.
При продувке металла газ, поступающий по газоподводящей трубке в фурму, в зазоре 6 перераспределяется, его давление выравнивается, и направляется в щелевые каналы 5. При движении газа в зазоре 6 гидравлическое сопротивление при прочих равных с прототипом условиях определяется коэффициентом трения λ, значение которого для автомодельной области турбулентного режима находится на уровне 0,03 (3).
При движении газа через пористый слой (по прототипу) значение коэффициента трения для автомодельной области 2,34, т.е. несоизмеримо больше. Значительно меньшие значения коэффициента трения в воздушном зазоре в предлагаемой фурме вызывают меньшее сопротивление движению газа, а значит и меньшие затраты энергии.
При движении газа в продольных сквозных щелевых расширяющихся каналах 5 его скорость уменьшается (исходя из равенства расхода). Поскольку потери давления при движении газа пропорциональны квадрату скорости, то затраты энергии на движение газа по расширяющемуся каналу меньше, чем по каналу постоянной ширины.
Конкретный пример выполнения.
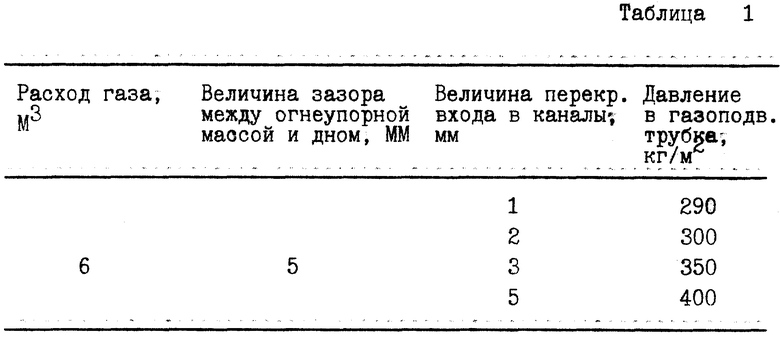
Фурма выполнялась в виде гильзы усеченного конуса с диаметром верхнего основания 120 мм и нижнего 180 мм. Высота гильзы 338 мм. Гильза выполнялась из нержавеющей стали толщиной 0,8 мм. Дно гильзы - из нержавеющей стали толщиной 4 мм. Газоподводящая трубка выполнена из трубы 1/4". Гильзу заполняли бетонной массой корундового состава, в которой выполнены шесть продольных сквозных шелевых каналов высотой 0,3 мм и шириной щели на входе 20 мм. Щелевые каналы расположены по окружности, диаметр которой у нижнего основания 90 мм и у верхнего 60 мм. Фурма после изготовления подвергнута испытаниям на стенде.
Результаты испытаний фурм с различными величинами перекрытия каналов воздушным зазором приведены в табл.1.
Как показывают данные табл.1, при величине перекрытия зазором входа в каналы не более 2 мм достигается минимальное сопротивление фурмы.
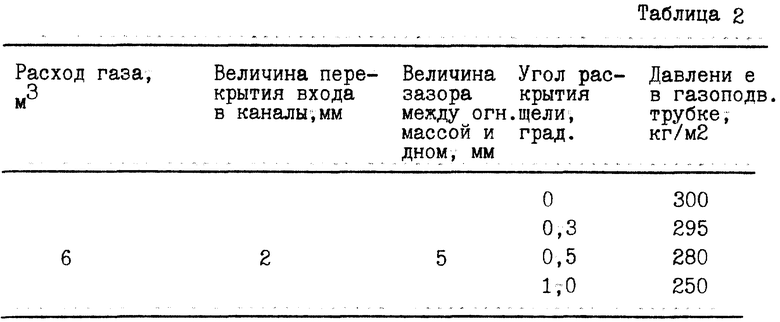
Результаты испытаний фурм с различным углом раскрытия щели каналов приведены в табл.2.
Как показывают данные табл.2, существенное снижение сопротивление фурмы наблюдается при угле раскрытия не меньше 0,5o.
Предлагаемая конструкция фурмы проходит опытно-промышленные испытания в ЭСПЦ-2 ОАО "МЕЧЕЛ".
Использование изобретения позволит снизить гидравлическое сопротивление фурмы, уменьшить затраты энергии на продувку металла, что ведет к увеличению стойкости фурмы и экономии газа при продувке.
Предлагаемый способ изготовления продувочной фурмы включает в себя изготовление конусных гильз с дном и газоподводящей трубкой, установку в них каналообразующих полосок для образования продольных сквозных щелевых каналов, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой, при этом для фиксации нижних концов каналообразующих полосок в донную часть по центру гильзы устанавливают и закрепляют расходуемый шаблон, изготовленный из многослойной фанеры или другого легковыгораемого материала, а фиксацию полосок производят пазами, пропиленными в расходуемом шаблоне, причем для фиксации верхних концов каналообразующих полосок на верхнюю часть конусной гильзы снаружи надевают фиксатор в виде конусного кольца, который над верхней частью гильзы имеет опорные гнезда для крепления полосок.
Дополнительной отличительной особенностью способа является то, что крепление расходуемого шаблона к дну гильзы осуществляют лентой из тканых хлопчатобумажных материалов, которую пропускают через отверстие в центре расходуемого шаблона, при этом верхний конец ленты завязывают в узел, по размеру больший, чем отверстие в расходуемом шаблоне, а нижний пропускают через газоподводящую трубку, на которую надевают наконечник и закрепляют на трубке винтами, ввернутыми в него, после чего производят натяжение ленты, обвязывают вокруг винтов и завязывают узлами.
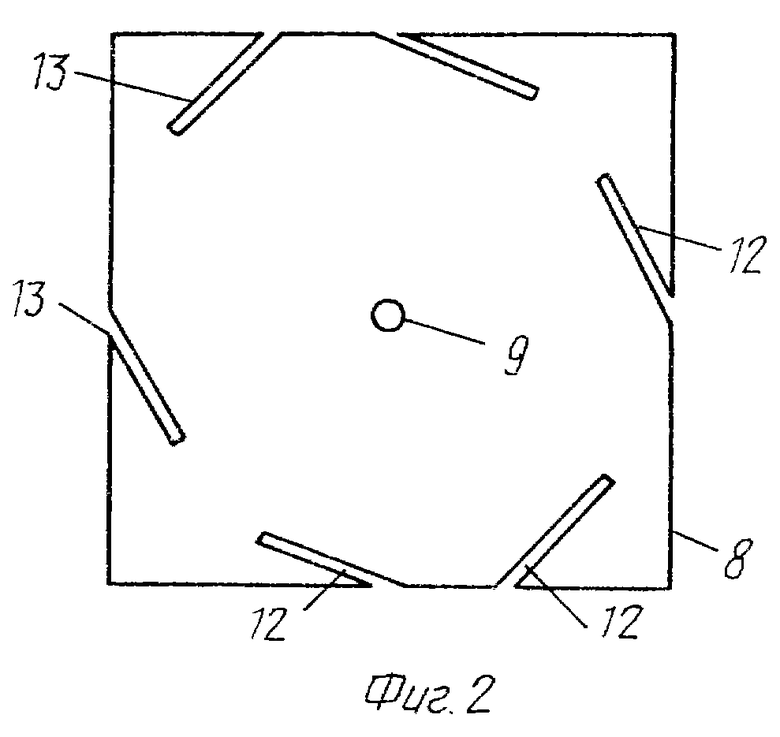
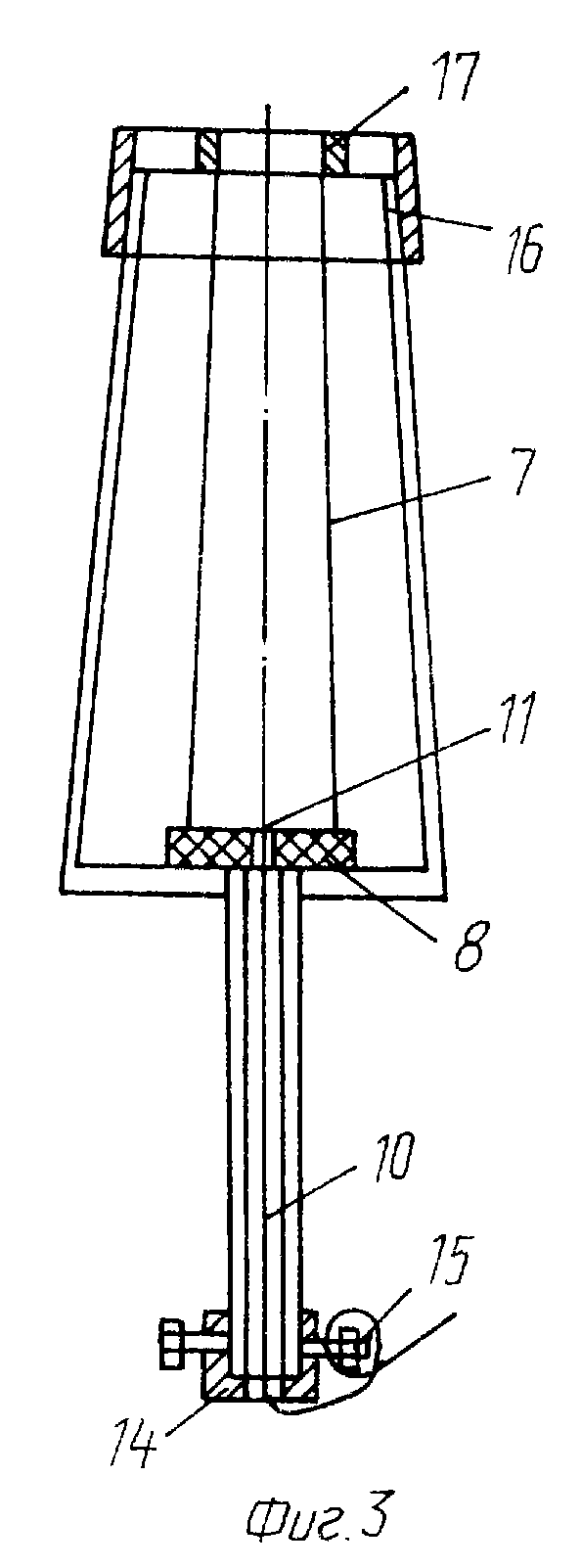
Вышеизложенное поясняется чертежами: на фиг.2 - расходуемый шаблон, вид сверху, на фиг.3 - установка расходуемого шаблона, фиксатора и наконечника на гильзе с дном и газоподводящей трубкой.
Такое техническое решение обеспечивает фиксацию каналообразующих полосок в гильзе при ее последующем заполнении огнеупорной бетонной массой и позволяет получать фурмы с любой толщиной щели продувочной поверхности.
Способ осуществляют в следующей последовательности.
После изготовления конусных гильз 1 с дном 2 и газоподводящей трубкой 3 в зависимости от вида материала каналообразующих полосок 7 может быть два варианта их установки в гильзе.
При использовании полосок 7 из тканых хлопчатобумажных материалов нарезаются заготовки требуемой длины. Далее берут расходуемый шаблон 8 и в его центральное отверстие 9 пропускают предварительно отрезанную по длине ленту 10 из хлопчатобумажной ткани, например киперной. Верхний конец ленты завязывают в узел 11, по размеру больший, чем отверстие в расходуемом шаблоне, и за другой конец лента протягивается до упора узла в шаблон. Затем берут нарезанную каналообразующую полоску 7 и примерно средней частью вставляют в паз шаблона 12, нижний, более длинный конец обводят под шаблоном и вставляют в диаметрально противоположный паз 13 таким образом, что свободные концы полоски оказываются со стороны, противоположной ленте в центральном отверстии 9. Таким же образом в шаблон вставляют другие полоски. Далее шаблон 8 с полосками 7 и лентой 10 вставляют в гильзу 1 так, что лента 10 находится снизу шаблона. При этом ленту пропускают через газоподводящую трубку 3, на которую надевают наконечник 14 и закрепляют на трубке винтами 15, ввернутыми в него, после чего производят натяжение ленты, притягивая расходуемый шаблон 8 к дну гильзы и, удерживая ленту в натянутом состоянии, обматывают вокруг винтов и затягивают узлами.
При опускании шаблона в гильзу каналообразующие полоски 7 удерживаются сверху гильзы 1. При этом для фиксации верхних концов каналообразующих полосок на верхнюю часть конусной гильзы снаружи надевают фиксатор в виде конусного кольца 16, который над верхней частью гильзы имеет опорные гнезда 17 для крепления полосок, на которых после натяжения полоски завязываются узлом.
При использовании полосок из жестких материалов, например пластмасс или стали, установку полосок в гильзу производят после закрепления расходуемого шаблона. В этом случае на гильзу сверху надевают фиксатор, затем поочередно каждая полоска опускается в гильзу, нижним концом вставляется в соответствующий паз, а верхний конец закрепляется, например, винтом в опорном гнезде фиксатора. После установки каналообразующих полосок в гильзу производят послойную укладку и виброуплотнение бетонной массы, а затем фурму отправляют на термообработку. После первой стадии термообработки, представляющей пропарку или низкотемпературную сушку, полоски из жестких материалов вытягивают из бетона. Полоски из тканых материалов и расходуемый шаблон выжигают на последующих стадиях термообработки.
Конкретный пример выполнения способа.
Из нержавеющей стали толщиной 0,8 мм изготавливают конусную в виде усеченного прямого конуса диаметром верхнего 120 мм и нижнего 180 мм оснований обечайку. Высота гильзы 338 мм. Внутрь нижнего основания устанавливают дно из нержавеющей стали толщиной 4 мм и производят приварку дна к обечайке. К дну приваривают газоподводящую трубку ⊘ 27,5 мм и получают гильзу.
Изготавливают расходуемый шаблон из многослойной фанеры толщиной 15 мм в виде квадрата 90х90 мм, пропиливают в нем пазы шириной 1 мм и в центре сверлят отверстие диаметром 3 мм.
Из хлопчатобумажной ткани толщиной 0,3 мм нарезают каналообразующие полоски шириной 20. . .25 мм и длиной ~1 м. Из киперной ленты толщиной 0,4 мм вырезают ленту длиной ~1 м.
Киперную ленту пропускают через отверстие в центре расходуемого шаблона, при этом верхний конец ленты завязывают в узел по размеру 5 мм, а за нижний конец лента притягивается до упора узла в шаблон. Затем берут нарезанную каналообразующую полоску и примерно средней частью вставляют в паз шаблона. Нижний, более длинный конец обводят под шаблоном и вставляют в диаметрально противоположный паз таким образом, что свободные концы полоски оказываются со стороны, противоположной ленте в центальном отверстии. Таким же образом в шаблон вставляются другие полоски. Далее шаблон с полосками и лентой вставляют в гильзу так, что лента находится снизу шаблона. При этом ленту пропускают через газоподводящую трубку, на которую надевают наконечник и закрепляют на трубке винтами, ввернутыми в него, после чего производят натяжение ленты, притягивая расходуемый шаблон к дну гильзы и, удерживая ленту в натянутом состоянии, обматывают вокруг винтов и затягивают узлами.
При опускании шаблона в гильзу каналообразующие полоски удерживаются сверху гильзы. При этом для фиксации верхних концов каналообразующих полосок на верхнюю часть конусной гильзы снаружи надевают фиксатор в виде конусного кольца, который над верхней частью гильзы имеет опорные гнезда для крепления полосок, на которых после натяжения полосок завязываются узлы.
Далее в гильзу с полосками производят послойную укладку и виброуплотнение огнеупорной бетонной массы, производят пропарку и сушку при температуре 400oС.
Полученная предлагаемым способом фурма при установке в 100-тонный ковш продувается при давлении 4-15 атмосфер.
Использование изобретения позволяет снизить затраты энергии при эксплуатации фурмы, снизить сопротивление продувки и повысить качество изготавливаемых фурм.
Источники информации
1. Патент США 4438907, С 21 В 7/16, опубл. 27.03.84г.
2. Рекламный проспект-каталог выпускаемой продукции фирмы "Plibrico" Gmbh, Дюссельдорф.
3. Касаткин А.А. Основные процессы и аппараты химической технологии. М.: Химия, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2243267C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369464C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2373023C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2479635C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368460C2 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И ЗАЩИТНЫЙ КЛАПАН ДЛЯ ЭТОГО УСТРОЙСТВА | 2000 |
|
RU2180279C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ | 2005 |
|
RU2291202C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ИНЕРТНОГО ГАЗА К СТАЛЕРАЗЛИВОЧНОМУ КОВШУ | 2001 |
|
RU2212305C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ | 2016 |
|
RU2656913C1 |
Изобретение относится к металлургии и может быть использовано при внепечной обработке стали в ковшах путем продувки газами. Технический результат - снижение затрат энергии при эксплуатации фурмы, снижение сопротивления продувки и повышение качества изготовления фурм. Фурма для донной продувки металла газами в ковше включает в себя металлическую гильзу с дном, заполненную огнеупорной массой, в которой выполнены продольные сквозные щелевые каналы. В нижней части ее между огнеупорной массой и дном образован зазор не менее 5 мм, соединяющий продольные каналы с полостью газоподводящей трубки. Зазор выполнен с перекрытием входа в каналы не более 2 мм. Ширина каналов по направлению движения потока газа определяется согласно следующей зависимости: B = Bo+tgα•H, где В - текущая, изменяющаяся по высоте фурмы, ширина сквозных каналов; Во - ширина сквозных каналов на входе; Н - текущая высота фурмы; α - угол раскрытия канала, α≥0,5°. Способ изготовления продувочной фурмы включает изготовление конусной гильзы с дном и газоподводящей трубкой, установку в ней каналообразующих полосок для образования продольных сквозных щелевых каналов, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой. Для фиксации нижних каналообразующих полосок в донную часть по центру гильзы устанавливают и закрепляют расходуемый шаблон, изготовленный из многослойной фанеры или другого легковыгораемого материала. Фиксацию полосок производят пазами, пропиленными в расходуемом шаблоне. Для фиксации верхних концов каналообразующих полосок на верхнюю часть конусной гильзы снаружи надевают фиксатор в виде конусного кольца, который над верхней частью гильзы имеет опорные гнезда для крепления полосок. Расходуемый шаблон к дну гильзы крепят лентой из тканых хлопчатобумажных материалов, которую пропускают через отверстие в центре расходуемого шаблона. Верхний конец ленты завязывают в узел, по размеру больший, чем отверстие в шаблоне. Ее нижний конец пропускают и закрепляют на трубке винтами, ввернутыми в него, после чего производят натяжение ленты, обматывают вокруг винтов и завязывают узлами. 2 с. и 1 з.п. ф-лы, 3 ил., 2 табл.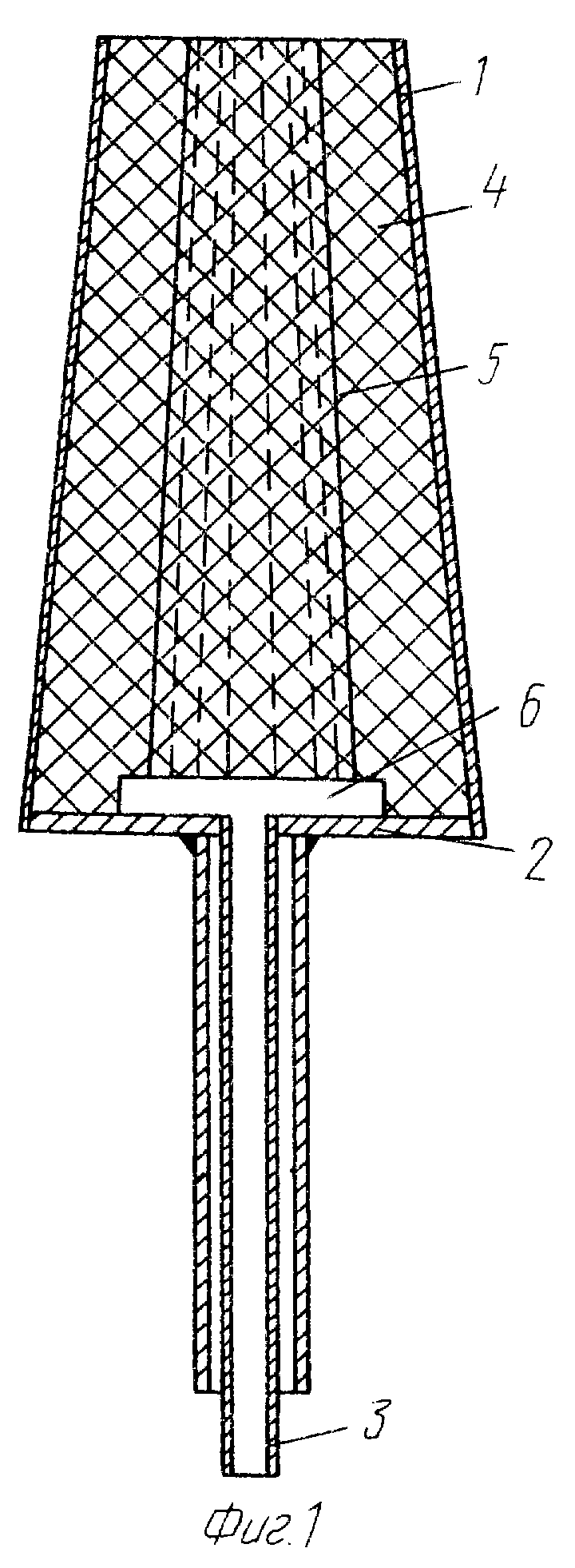
B = Bo+tgα•H,
где В - текущая, изменяющаяся по высоте фурмы, ширина продольных сквозных щелевых каналов, мм;
Во - ширина продольных сквозных щелевых каналов на входе, мм;
Н - текущая высота фурмы, мм;
α - угол раскрытия канала, причем α≥0,5°.
2. Способ изготовления продувочной фурмы, включающий изготовление конусной гильзы с дном и газоподводящей трубкой, установку в ней каналообразующих полосок для образования продольных сквозных щелевых каналов, послойную укладку и виброуплотнение огнеупорной бетонной массы с последующей термообработкой, отличающийся тем, что для фиксации нижних концов каналообразующих полосок, в донную часть по центру гильзы устанавливают и закрепляют расходуемый шаблон, изготовленный из многослойной фанеры или другого легковыгораемого материала, а фиксацию полосок производят пазами, пропиленными в расходуемом шаблоне, при этом для фиксации верхних концов каналообразующих полосок на верхнюю часть конусной гильзы, снаружи надевают фиксатор в виде конусного кольца, который над верхней частью гильзы имеет опорные гнезда для крепления полосок.
| US 4438907, 27.03.1984 | |||
| Пуговица | 0 |
|
SU83A1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2129165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ КАНАЛЬНОЙ ПРОБКИ ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ КАНАЛЬНОЙ ПРОБКИ И СПОСОБ ИЗГОТОВЛЕНИЯ КАНАЛООБРАЗУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ ВЫПОЛНЕНИЯ КАНАЛОВ В ПРОБКЕ | 1998 |
|
RU2132395C1 |
| Способ изготовления фурмы для продувки металла инертным газом | 1989 |
|
SU1791459A1 |
| Устройство для подачи нейтрального газа через днище конвертера | 1986 |
|
SU1381171A1 |
| US 4938461, 03.07.1990 | |||
| DE 3642623 A1, 23.06.1988. | |||

