Область применения изобретения - изготовление, монтаж и эксплуатация изделий современного машино- и приборостроения, включая транспорт (автомобильный, авиационный, железнодорожный, водный), энергетику (тепловую, атомную и др.), нефтехимию, в том числе нефте-, газо- и продуктопроводы, сосуды и хранилища, общее машиностроение и т.п. Способ позволяет определить (оценить) предельную выявляемость дефектов выбранным методом неразрушающего контроля при его проведении в процессе изготовления и/или эксплуатации изделия.
Из уровня техники известен способ (ГОСТ 14782-86), по которому изготавливают стандартный образец с дефектом малого размера, полученным сверлением или фрезерованием, по которому настраивается чувствительность. Считается, что все дефекты, лежащие выше порога чувствительности, выявляются, однако, это не так.
Недостатками данного метода является то, что настройка дефектоскопов по стандартному образцу не позволяет оценить достоверность неразрушающего контроля (далее НК) в области дефектов, определяющих не только качество изготовления, но особенно в области больших дефектов, определяющих надежность и безопасность эксплуатации изделия. Кроме того, на результаты НК влияет уровень квалификации оператора НК.
Технический результат заключается в получении характеристик, объективно характеризующих достоверность контроля данным методом НК.
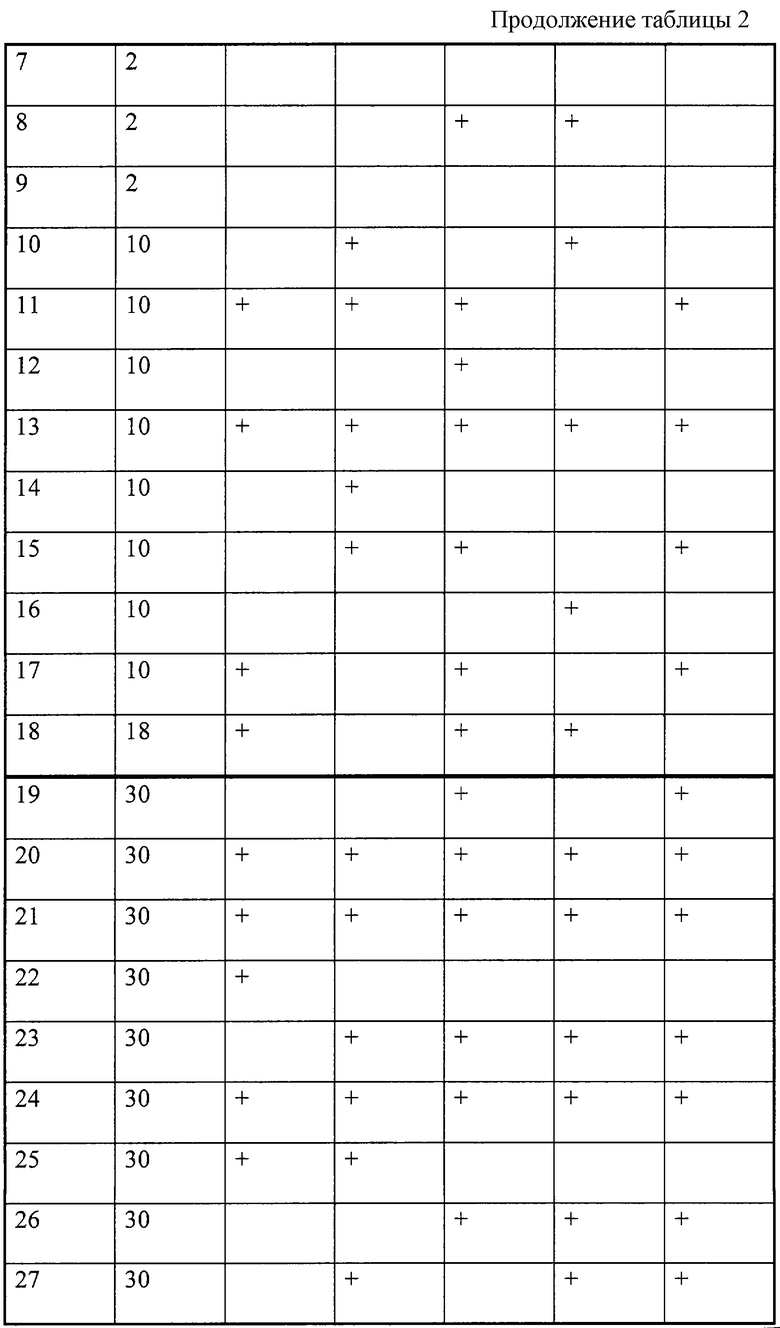
Технический результат достигается тем, что выбирают изделие: деталь или элемент конструкции, надежность и безопасность которой надо обеспечить; выбирают метод НК. С учетом реальных эксплуатационных нагрузок и условий определяют для изделия методами механики разрушения (с учетом коэффициентов безопасности) дефекты (несплошности) (фиг.2):
- критических размеров (кривая 3 на фиг.2);
- допустимых в эксплуатации размеров (кривая 2 на фиг.2);
а также по действующим нормативным документам и/или ТУ на изготовление
- допустимые размеры несплошностей при изготовлении (нормы дефектов изделия) (кривая 1 на фиг.2);
изготавливают тест-образец по форме и в масштабе примерно 1:1 к изделию или его наиболее ответственной части (наиболее ответственная часть изделия - это та часть изделия, в которой наиболее вероятно возникновение дефектов (сварные швы, места максимальных эксплуатационных воздействий и т.п.) или разрушение которых представляет опасность), тест-образец выполняют из того же материала и по той же технологии, что и изделие (выполнение тест-образца в большем или меньшем масштабе приведет к искажению результатов, так же, как и выполнение его из материала, отличного от материала изделия); в тест-образцы закладывают искусственные дефекты трех типов:
- дефекты, размеры которых лежат в интервале от размеров дефектов, допустимых при эксплуатации, до размеров, критических для изделия в режиме эксплуатации дефектов,
- дефекты, размеры которых лежат в интервале от размеров, допустимых при изготовлении дефектов, до размеров дефектов, допустимых при эксплуатации,
- дефекты, размеры которых лежат в интервале от размеров, минимально доступных для выявления дефектов, до размеров дефектов, допустимых при изготовлении (при этом допустимо, чтобы верхняя граница интервала превышала размеры дефектов допустимых при изготовлении),
при этом первые два типа дефектов (несплошностей) должны имитировать дефекты эксплуатационной природы, а третий тип - технологической (эксплуатационные дефекты - дефекты, которые могут зародиться или развиться от технологических дефектов под действием эксплуатационных нагрузок (трещины усталости, трещины коррозионного растрескивания под напряжением и т.п.), технологические дефекты - это дефекты, возникновение которых связано с особенностями технологии изготовления или монтажа (непровары, несплавления, поры и т.п.)).
При необходимости возможно закладывать различное сочетание типов дефектов: только один тип, два любых типа, все три типа дефектов. Также при необходимости возможно изготовление нескольких тест-образцов, в каждый из которых закладываются разные типы дефектов или различное их сочетание.
Все заложенные дефекты должны быть скрытыми от операторов НК, т.е. быть внутренними (подповерхностными) или, если дефект поверхностный, располагаться в месте, недоступном для визуального обнаружения (или иметь размеры, которые невозможно зафиксировать визуально).
Также следует отметить, что дефекты располагают в образце случайным образом, например нумеруя и пользуясь таблицами случайных чисел.
Минимальное допустимое расстояние между дефектами определяют исходя из условия существования одиночных дефектов, а именно:
Число дефектов каждого типа должно быть достаточным для статистической обработки результатов, например, не менее 9 шт. При меньшем количестве результаты менее достоверны.
Возможны различные варианты закладки дефектов.
Дефекты изготавливают в виде эллипсов, а соотношение осей эллипса принимают исходя из условия максимальной скорости роста дефекта в эксплуатационном поле напряжений (например, а/с=0,5 для однородного поля напряжений).
Другой вариант, когда соотношение осей а к с принимают произвольно, а в качестве характеризующей размер дефекта величины принимают площадь плоскостного дефекта или площадь проекции объемного дефекта на площадь вероятного развития дефекта.
Возможно также при закладывании дефектов их количество и соотношение а к с выбирать с использованием математических методов планирования эксперимента, исходя из условия минимизации числа закладываемых дефектов.
Конкретным методом контроля (любым, который интересует экспериментатора) проводится многократный контроль образца, результаты контроля сравниваются с реальными дефектами, заложенными в тест-образец. При этом каждый новый контроль проводится новым оператором контроля.
Количество контролей определяется из условия, что очередной оператор или операторы не определил (не определили) ни одного нового дефекта, которого не определили бы его предшественники.
По результатам контроля для каждого типоразмера дефекта определяют вероятность его обнаружения РВОДi как отношение

"число обнаруженных дефектов i-го типоразмера NОБНi разделить на число заложенных дефектов i-го типоразмера NЗAЛi" (типоразмер дефекта - это характеристики дефекта, такие как: природа, технологический или эксплуатационный, объемный или плоский, размеры дефекта, расположение, поверхностный или подповерхностный и т.д.).
Полученные результаты представляют графически в координатах "Рвод - характеристические размеры дефектов".
Кривую вероятности выявления дефектов от размеров дефектов а и с (любой дефект в материале консервативно можно описать эллипсом с полуосями а и с) можно аппроксимировать наиболее близко описывающим экспериментальные результаты контроля уравнением, например
Рвод=1-(1-ε)exp[-αНК(а-а0)(с-с0)]-ε
где αНК - коэффициент достоверности НК, характеризует увеличение выявляемости дефектов в зависимости от его размера;
ε - постоянная, характеризующая предельную выявляемость контроля данным методом при сколь угодно большом размере дефекта,
если размеры детали небольшие, то данной величиной можно пренебречь, введя соответствующую корректировку величины αнк.
αо, со - минимальные размеры дефектов, доступные для выявления НК.
Полученные в результате контролей кривые вероятности обнаружения дефектов РВОД представлены в виде графиков на фиг.3.
Далее суммируют результаты контролей первого и второго операторов, суммируя дефекты данного типоразмера, выявленные хотя бы один раз в результате этих проведенных контролей, и строят график "Рводj=ΣNобнi/Nзалi - характеристические размеры дефектов", где Pводj - суммарная вероятность обнаружения дефектов операторами НК в количестве j (в данном случае j=2), ΣNобнi - число обнаруженных хотя бы один раз дефектов данного типоразмера по результатам контролей в количестве j (в данном случае j=2) из числа заложенных дефектов Nзалi данного типа. Строят кривую. Таким же образом суммируют результаты контролей трех операторов и так далее, до тех пор, пока вновь полученная кривая полностью повторит предыдущую.
Полученная последняя кривая и будет характеризовать предельную выявляемость дефектов данным методом неразрушающего контроля Pпвод (предельная выявляемость дефектов данным методом неразрушающего контроля - это максимальная вероятность выявления дефектов при проведении сколь угодно большого количества раз контролей данным методом НК, не зависящая от субъективных факторов).
На графике проводят кривую, соответствующую стопроцентной выявляемости дефектов (это прямая, параллельная оси абсцисс и проходящая через единицу оси ординат). По тому, на сколько близко подходит кривая, построенная по результатам всех контролей, к идеальной кривой, судят о предельной достоверности данного метода неразрушающего контроля для данного изделия.
Таким образом, заявлено: способ определения предельной выявляемости дефектов данным методом неразрушающего контроля, по которому изготавливают тест-образец, содержащий расположенные случайным образом дефекты, проводят контроль этого тест-образца данным выбранным методом неразрушающего контроля и по результатом контроля судят о предельной выявляемости дефектов данным методом неразрушающего контроля. Тест-образец изготавливают в форме изделия или его наиболее ответственной части из того же материала и по той же технологии, что и изделие, он содержит одну или более группу из трех групп дефектов: дефекты, размеры которых лежат в интервале от размеров дефектов, допустимых при эксплуатации, до размеров, критических для изделия в режиме эксплуатации дефектов; дефекты, размеры которых лежат в интервале от размеров, допустимых при изготовлении дефектов, до размеров дефектов, допустимых при эксплуатации; дефекты, размеры которых лежат в интервале от размеров, минимально доступных для выявления дефектов до размеров дефектов, допустимых при изготовлении (допустимо, чтобы верхняя граница интервала превышала размеры дефектов допустимых при изготовлении), при этом первые два типа дефектов имитируют дефекты эксплуатационной природы, а третий тип - технологической. Проводят многократный контроль данного тест-образца выбранным методом неразрушающего контроля, причем каждый последующий контроль осуществляется новым оператором, а количество контролей определяют из условия, что очередные, как минимум, два оператора не обнаружили ни одного нового дефекта по сравнению с предшественниками. Условие “как минимум два оператора” вводится связи с тем, что квалификация операторов различна. Характеристики дефектов, установленные неразрушающим контролем, сравнивают с характеристиками реальных заложенных в тест-образец дефектов, результаты всех выполненных контролей последовательно представляют в виде кривых зависимости "Pводj" - характеристические размеры дефекта", где Рводi - это суммарная вероятность обнаружения дефекта данного типоразмера данным методом неразрушающего контроля, проведенного числом операторов, равным j, определяемая как отношение суммы обнаруженных хотя бы один раз в результате j-го количества проведенных контролей, дефектов данного типа к числу заложенных в тест-образец дефектов данного типа. При этом предельное положение кривой Рводj соответствует предельной выявляемости дефектов данным методом неразрушающего контроля Рпвод, т.е. контроль прекращают при наличии кривой, положение которой на графике не изменяется с каждым последующим контролем, эту кривую считают характеризующей предельную выявляемость дефектов данным методом неразрушающего контроля Рпвод. Также строят идеальную кривую, характеризующую стопроцентную выявляемость дефектов, о предельной выявляемости дефектов данным методом неразрушающего контроля для данного изделия судят по тому, на сколько близко подходит экспериментальная кривая к идеальной кривой.
По части кривой, лежащей между размером дефектов, допустимых при эксплуатации, и размером критических для изделия в режиме эксплуатации дефектов, судят о предельной выявляемости дефектов данным методом неразрушающего контроля для данной детали в области дефектов, важных для безопасности. По части кривой, лежащей между размером допустимых при изготовлении дефектов до размера дефектов, допустимых при эксплуатации, судят о предельной выявляемости дефектов данным методом неразрушающего контроля для данной детали в области дефектов, важных для надежности. И по части кривой, лежащей между размером минимальных доступных для выявления дефектов и размером допустимых при изготовлении дефектов, судят о предельной выявляемости дефектов данным методом неразрушающего контроля для данной детали в области дефектов, важных для качества.
О предельной выявляемости дефектов данным методом неразрушающего контроля дополнительно возможно судить непосредственно по числовым значениям предельной выявляемости дефектов данного типоразмера данным методом неразрушающего контроля Рпвод(÷) (где ÷ - характеристический размер дефекта), которые получают, выбрав на графике результатов контролей на оси “характеристические размеры дефекта” размеры, соответствующие: размерам критических для изделия в режиме эксплуатации дефектов, размерам допустимых в эксплуатации дефектов, размерам допустимых при изготовлении дефектов и по кривой предельной выявляемости дефектов данного типоразмера данным методом неразрушающего контроля Рпвод получают числовые значения, соответствующие выбранным характеристическим размерам дефектов, при этом, чем ближе полученные значения к единице (стопроцентной выявляемости дефектов), тем лучше исследуемый способ неразрушающего контроля. Изобретение проиллюстрировано чертежами:
Фиг.1 - схематизация дефекта эллипсом (в трубопроводе);
Фиг.2 - семейство кривых для изделия, характеризующих критические дефекты, допустимые в эксплуатации, допустимые при изготовлении, минимальные доступные для выявления дефекты (поисковый уровень дефектов);
Фиг.3 - результаты контроля тест образца каждым из операторов НК;
Фиг.4 - результаты контроля тест-образца, обработанные с целью определения предельной выявляемости дефектов.
Пример
Изделие: главный циркуляционный трубопровод реакторной установки, используемой на атомных электростанциях.
Характеристики изделия: сталь типа 22К с пределом текучести =320 МПа, плакированная с внутренней стороны трубопровода нержавеющей сталью аустенитного класса; сварные швы расположены как поперек оси трубопровода, так и вдоль оси; толщина стенки по основному металлу трубопровода - S=34 мм; внутренний диаметр трубопровода - В=800 мм.
Условия эксплуатации изделия: температура рабочая - 270°С; давление рабочее - 80 кг/см2; назначенный срок службы - 30 лет.
Нормы дефектов: на стадии изготовления ((нормы дефектов) (кривая 1 на фиг.2)) допускается скрытая несплошность диаметром до 2.3 мм (эквивалентная площадь дефекта при УЗК - 4 мм2), допустимые во время эксплуатации дефекты, определенные по нормативной методике М-02-91, представлены на фиг.2 кривой 2; критические дефекты (определяются по методике М-02-91) также представлены на фиг.2 кривой 3.
Определяют размеры и число дефектов, которые надо заложить в тест-образец. Число дефектов каждого типа не менее 9 шт (любой дефект консервативно можно смоделировать трещиной, а любую трещину можно описать эллипсом с полуосями: короткой а и длинной с).
В данном случае:
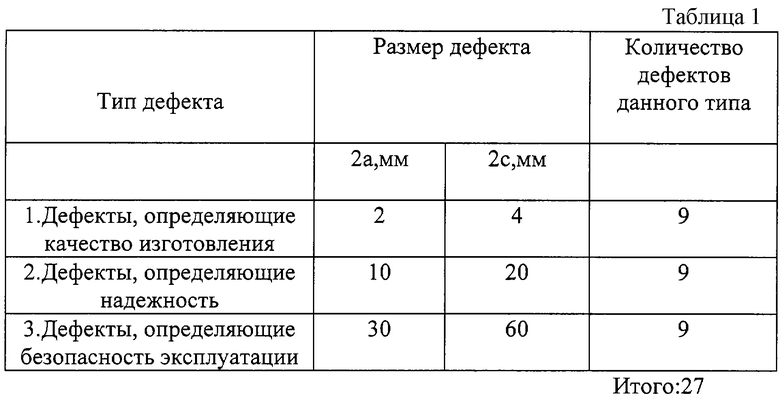
Каждому дефекту из Таблицы 1 присваивают порядковый номер.
Номера дефектов расставляют в последовательности, в соответствии с таблицей случайных чисел.
Определяют минимальное допустимое расстояние между дефектами, исходя из условия существования одиночных дефектов (расстояние должно быть не меньше линейных размеров дефектов).
Определяют минимально допустимое расстояние от поверхности изделия для каждого дефекта:
x≥a/9;
Определяют минимальную протяженность L сварных швов, в которых будут размещены все дефекты по формуле: L = удвоенная суммарная протяженность всех дефектов): L≥2(4·9+20·9+60·9)=1650 мм. Периметр поперечного сварного шва равен: Lсш=πD=3,14·800=2512 мм. Количество поперечных сварных швов в тест-образце, в которых можно разместить все 27 дефектов (несплошности):

т.е. для размещения всех дефектов тест-образец должен иметь один сварной шов.
Проводят контроль тест-образца методом ультразвукового контроля (УЗК) ультразвуковым дефектоскопом УД-2-12 (см. Таблицу 2).
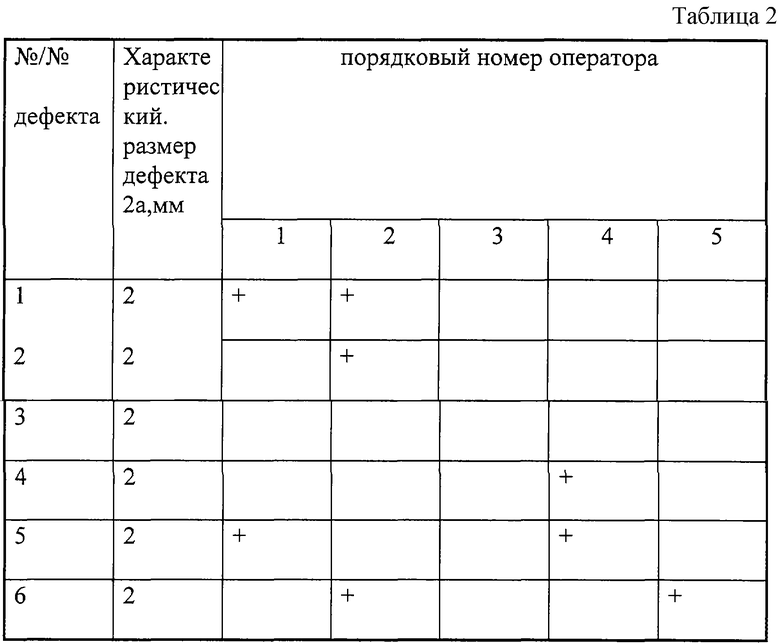
Результаты каждого оператора показаны крестиком в Таблице 2.
Из Таблицы 2 видно, что уже пятый оператор не обнаружил ни одного нового дефекта по сравнению с предшественниками.
Результаты контролей каждого оператора показаны на фиг.3. Суммарный результат, характеризующий предельную выявляемость данного метода контроля показаны на фиг.4.
Из фиг.3 видно, что каждый из пяти операторов показал разные результаты, характеризуемые соответственно кривыми 1, 2, 3, 4 и 5.
Но если добавлять результаты каждого последующего контроля к предыдущим контролям, то выявляемость дефектов будет с каждым новым контролем увеличиваться. С каждым новым контролем степень увеличения становится все меньше и меньше и, наконец, 5-й оператор уже ничего не добавил к выявленным дефектам.
Кривая выявляемости дефектов (фиг.4), отмеченная (1+2+3+4) и (1+2+3+4+5), и будет предельной выявляемостью дефектов данным методом контроля.
Численные значения предельной выявляемости исследованного метода НК составили:
для дефектов критического размера (2а=31,5 мм; 2с=65 мм) - Р
для дефектов, допустимых в эксплуатации (2а=11,5 мм; 2с=22,5 мм) - Р
для дефектов, допустимых в изготовлении (2а=1,8 мм, 2с=3,9 мм) - Р
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ КВАЛИФИКАЦИИ ОПЕРАТОРА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ В ОБЛАСТИ ДЕФЕКТОВ, ВАЖНЫХ ДЛЯ БЕЗОПАСНОСТИ ЭКСПЛУАТАЦИИ ИЗДЕЛИЯ | 2003 |
|
RU2243549C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОСТОВЕРНОСТИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ (НК) ДЕФЕКТОВ, ОПРЕДЕЛЯЮЩИХ КАЧЕСТВО ИЗГОТОВЛЕНИЯ, НАДЕЖНОСТЬ И БЕЗОПАСНОСТЬ ЭКСПЛУАТАЦИИ ИЗДЕЛИЯ | 2003 |
|
RU2243565C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОЙ ДЕФЕКТНОСТИ ИЗДЕЛИЯ ПОСЛЕ ДВУХ ИЛИ БОЛЕЕ НЕРАЗРУШАЮЩИХ КОНТРОЛЕЙ | 2004 |
|
RU2263296C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСХОДНОЙ И ОСТАТОЧНОЙ ДЕФЕКТНОСТИ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ | 2003 |
|
RU2254562C2 |
| СПОСОБ ДОВЕДЕНИЯ ИЗДЕЛИЯ ДО ЗАДАННОГО УРОВНЯ КАЧЕСТВА, НАДЕЖНОСТИ И БЕЗОПАСНОСТИ С УЧЕТОМ МЕТОДИКИ КОНТРОЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2296986C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ИЗДЕЛИЯ ПО ДОСТОВЕРНОЙ И ВЕРОЯТНОСТНОЙ ЧАСТЯМ ОСТАТОЧНОЙ ДЕФЕКТНОСТИ | 2003 |
|
RU2243586C1 |
| СПОСОБ ОЦЕНКИ НАДЕЖНОСТИ И БЕЗОПАСНОСТИ ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2004 |
|
RU2265237C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦЕЛЕСООБРАЗНОГО ЧИСЛА НЕРАЗРУШАЮЩИХ КОНТРОЛЕЙ ИЗДЕЛИЯ | 2003 |
|
RU2243566C1 |
| СПОСОБ ОЦЕНКИ ГАММА-ПРОЦЕНТНОГО РЕСУРСА ИЗДЕЛИЯ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ ТЕСТ-ОБРАЗЦОВ СО СКРЫТЫМИ ДЕФЕКТАМИ | 2013 |
|
RU2518409C1 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2003 |
|
RU2243548C2 |
Изобретение относится к области изготовления, монтажа и эксплуатации изделий машино- и приборостроения. Способ включает изготовление тест-образца, выполненного в форме изделия, содержащего дефекты трех типов: первые два типа дефектов имитируют дефекты эксплуатационной природы, а третий тип - технологической, проведение многократного контроля этого тест-образца выбранным методом неразрушающего контроля. При этом каждый последующий контроль осуществляется новым оператором, а количество контролей определяют из условия, что очередные два оператора не обнаружили ни одного нового дефекта. Характеристики дефектов, установленные контролем, сравнивают с характеристиками заложенных дефектов, строят кривую зависимости суммарной вероятности обнаружения дефекта от характеристических размеров дефекта. Контроль прекращают при наличии кривой, положение которой на графике не изменяется с каждым последующим контролем. Изобретение позволяет получить характеристики, объективно характеризующие достоверность контроля. 2 з.п. ф-лы, 4 ил., 2 табл.
| Тест-образец для ультразвукового контроля | 1989 |
|
SU1748052A1 |
| Испытательный образец для настройки ультразвуковой аппаратуры | 1984 |
|
SU1260844A1 |
| US 4704892 А, 10.11.1987 | |||
| US 4173139 A, 06.11.1979 | |||
| US 4425545 А, 10.01.1984. | |||

