Изобретение относится к области станкостроения, в частности к средствам активного контроля обработки детали в реальном времени на оборудовании с ЧПУ. В процессе резания происходит температурная деформация самого инструмента и детали. Вследствие этого появляется температурная погрешность. Оценка этой возмущающей величины является важной задачей, от решения которой зависит повышение точности технологического процесса.
Известен способ управления токарной обработкой по тепловизионному изображению сходящей с резца стружки [1].
Недостатком способа являются низкая точность определения параметров схода стружки и ограниченные технологические возможности. С помощью тепловизора измеряются только параметры стружки. Остальные параметры, например расширение резца и детали, в зависимости от температурных деформаций не контролируются. Другой недостаток заключается в том, что информация от тепловизора передается в компьютер через адаптер тепловизионного ввода 4, выполняющий функцию преобразования теплограммы в цифровой сигнал. Не указано, каким образом происходит компенсация температурной деформации с помощью тепловизора.
Наиболее близким к изобретению по технической сущности является устройство высокоточной обработки деталей на оборудовании с ЧПУ, содержащее резец, блок усиления сигнала, датчик температуры, при этом оно снабжено аналого-цифровым преобразователем, блоком подачи смазочно-охлаждающей жидкости и компьютером, причем датчик температуры встроен в резец и соединен через аналого-цифровой преобразователь с входом компьютера, выход которого через блок усиления сигнала соединен с блоком подачи смазочно-охлаждающей жидкости [2].
Недостатками этого устройства являются сложность конструкции резца и то, что для работы устройства необходим АЦП 2, использующийся для преобразования аналогового сигнала в цифровой, что усложняет конструкцию устройства.
Технической задачей изобретения является компенсация температурных погрешностей с целью обеспечения высокой точности обработки деталей на оборудовании с ЧПУ и упрощение конструкции устройства.
Поставленная задача решается тем, что в устройство теплового контроля точности обработки детали, содержащее режущий инструмент (резец), блок усиления сигнала, исполнительные механизмы, деталь, блок подачи смазочно-охлаждающей жидкости и компьютер, вводится тепловизор с цифровым выходом. Компьютер позволяет определять разность между заданным значением температуры и значением температуры резца, поступающим от тепловизора в реальном времени.
Цифровой выход тепловизора связан с входом компьютера. Выход компьютера подключен к входу блока усиления сигнала. Выход блока усиления сигнала соединен с входами исполнительных механизмов, выходы которых соединены с входами резца и задней бабки, а также с входом блока подачи смазочно-охлаждающей жидкости. Использование этих связей в устройстве позволит компенсировать температурные погрешности, возникающие при резании температурной деформации ΔT, то есть в зависимости от значения разности между заданным значением t0 и значением температуры резца t, полученной с тепловизора с цифровым выходом, изменяется пространственное расположение задней бабки на величину ΔT и тем самым обеспечивается высокая точность обрабатываемых поверхностей деталей на оборудовании с ЧПУ.
На чертеже приведена схема устройства теплового контроля точности обработки детали.
Устройство теплового контроля точности обработки детали содержит: тепловизор с цифровым выходом 1, компьютер 2, блок усиления сигнала 3, исполнительные механизмы оборудования с ЧПУ 4 и 5, резец 6, передняя бабка 7, задняя бабка 8, деталь 9 и блок подачи смазочно-охлаждающей жидкости 10.
Связи в устройстве теплового контроля точности обработки детали расположены в следующем порядке: температурная деформация ΔT резца 7 контролирует тепловизор 1, который подключен к входу компьютера 2. Выход компьютера 2 подключен к входу блока усиления сигнала 3. Выход блока усиления сигнала 3 подключен к входу блока управления подачи смазочно-охлаждающей жидкости 10, а также соединен с входами исполнительных механизмов 4 и 5, при этом выход исполнительного механизма 4 соединен с резцом 6, а выход исполнительного механизма 5 подключен к задней бабке станка 8. Деталь 9 закреплена в центрах передней бабки 7 и задней бабки 8.
Осуществление работы устройства производилось на примере центровой токарной обработки поверхностей детали на оборудовании с ЧПУ. Устройство теплового контроля точности обработки детали работает следующим образом.
С момента включения вращения детали 9 при прохождении резца 6 по ее поверхности возникают температурные погрешности, вследствие действия которых ухудшается качество обработанной поверхности, то есть может появиться бочкообразность, седлообразность или конусность детали.
Температурная погрешность технологической системы станок-приспособление-инструмент-деталь ΔT при прохождении резца по поверхности детали определяется по формуле

где l - линейный размер поверхности обрабатываемой детали; αt - температурный коэффициент линейного расширения, зависящий от материала обрабатываемой детали; t-t0 - разность температур между заданным значением t0 и значением температуры резца t, полученной с тепловизора с цифровым выходом (t0 - задается в компьютере 2 до обработки детали 9; параметр t - поступает на компьютер 2 от тепловизора с цифровым выходом 1 во время обработки детали на оборудовании с ЧПУ).
Цифровой сигнал значения температуры t0 задается в компьютере 2 до начала обработки детали на оборудовании с ЧПУ. Его значение определяется при расчете режимов резания в процессе обработки детали. Цифровой сигнал текущего значения температуры t с тепловизора 1 поступает на вход компьютера 2. В компьютере 2 определяется разность между заданным значением t0 и значением температуры резца t, полученной с тепловизора с цифровым выходом, ΔT по формуле (1). Если разность ΔT не превышает допустимое значение, то процесс обработки продолжается. Если значение ΔT превышает допустимое, то необходимо с помощью исполнительного механизма 5 переместить заднюю бабку 8 на величину ΔT. Для этого с выхода компьютера 2 подается управляющий сигнал на блок усиления 3 для пропорционального усиления и передачи его на вход исполнительного механизма 5 с целью смещения задней бабки 8 на величину ΔT. Следовательно, производится коррекция температурного расширения резца на величину погрешности ΔT. То есть производится компенсация температурной деформации резца в режиме реального времени.
Таким образом, предлагаемое устройство теплового контроля точности обработки детали позволит при максимальном быстродействии осуществить тепловой контроль обрабатываемых на оборудовании с ЧПУ деталей в реальном времени с целью повышения их точности.
Литература
1. Патент РФ №2243860, кл. В23В 1/00, 2005 (аналог).
2. Патент РФ №2280540, кл. В23В 25/06, 2006 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| Устройство высокоточной обработки деталей на токарных станках с числовым программным управлением | 2017 |
|
RU2677443C2 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2470757C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2005 |
|
RU2288809C1 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2010 |
|
RU2452595C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2458773C2 |
Изобретение относится к области станкостроения, в частности к средствам активного контроля обработки детали в реальном времени на оборудовании с ЧПУ. Устройство содержит переднюю и заднюю бабки, резец, блок усиления сигнала, исполнительные механизмы, блок подачи смазочно-охлаждающей жидкости и компьютер. Выход компьютера подключен к входу блока усиления сигнала, а его выход соединен с входами исполнительных механизмов. Вход резца, вход задней бабки и вход блока подачи смазочно-охлаждающей жидкости соединены с выходами исполнительных механизмов. Устройство снабжено средством контроля температурной деформации резца в виде тепловизора с цифровым выходом, который подключен к входу компьютера. Техническим результатом является компенсация температурных погрешностей с целью обеспечения высокой точности обработки деталей на оборудовании с ЧПУ и упрощение конструкции устройства. 1 ил.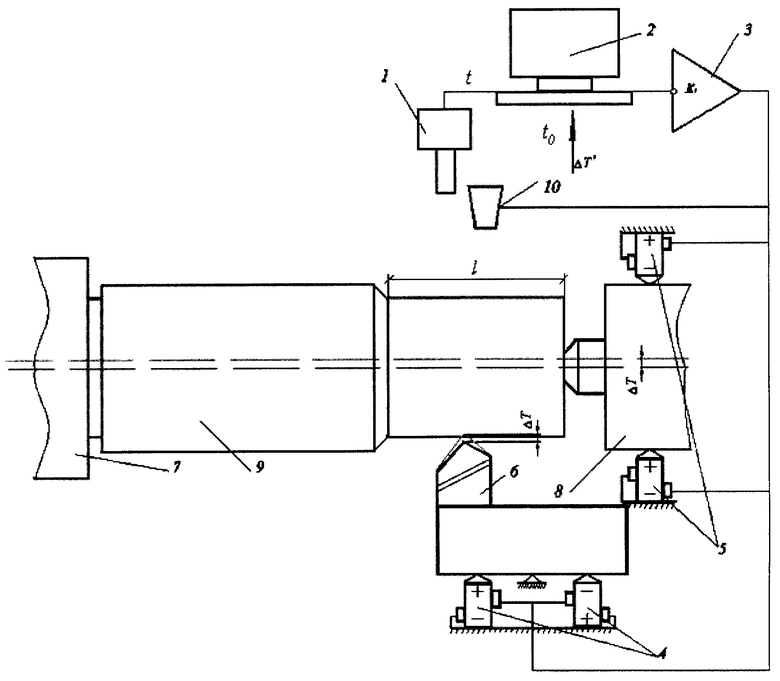
Устройство высокоточной обработки детали на оборудовании с ЧПУ, содержащее переднюю и заднюю бабки, резец, блок усиления сигнала, исполнительные механизмы, блок подачи смазочно-охлаждающей жидкости и компьютер, при этом выход компьютера подключен к входу блока усиления сигнала, а его выход соединен с входами исполнительных механизмов, выходы которых соединены с входами резца и задней бабки и входом блока подачи смазочно-охлаждающей жидкости, отличающееся тем, что оно снабжено средством контроля температурной деформации резца в виде тепловизора с цифровым выходом, который подключен к входу компьютера.
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| Способ окраски и расцветки волокнистых материалов и изделий из них в черный цвет | 1940 |
|
SU61284A1 |
| Центробежная муфта | 1982 |
|
SU1060830A2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
| US 4928019 A, 22.05.1990. | |||

