Изобретение относится к измерительной технике и может быть использовано для поверки пневматических устройств для измерения линейных размеров (далее длинномер).
Известно устройство для калибровки пневматических длинномеров (ГОСТ 8.224-76, стр. 9), содержащее цилиндрический корпус с измерительными соплами, выходящими на цилиндрическую поверхность базирования, и установочные кольца, задающие измерительный зазор.
Известен способ поверки пневматических длинномеров ротаметрического типа (ГОСТ 8.224-76, стр. 7-9), выбранный в качестве прототипа, заключающийся в соединении устройства для калибровки с длинномером, параллельной установке в кронштейне измерительного сопла и образцового средства измерения, направленных на поверхность базирования, подаче газа через измерительное сопло, установке начального измерительного зазора между торцом измерительного сопла и базовой поверхностью основания, установке с использованием образцового средства установки измеряемых размеров диапазона измерений, последующей установке промежуточных измеряемых размеров и сравнении их с показаниями калибруемого пневматического устройства.
Известно также устройство для реализации вышеуказанного способа (ГОСТ 8.224-76, стр. 7-9), содержащее подвижное основание с базовой поверхностью, кронштейн с параллельно установленными на нем измерительным соплом и образцовым средством измерения, направленными на поверхность базирования, элемент фиксации кронштейна.
Описанные способ и устройство имеют низкую точность установки измерительных зазоров. Результат измерения обладает погрешностью базирования, погрешностью установки начального измерительного зазора и промежуточных измерительных зазоров.
Задачей заявляемого изобретения является создание способа калибровки пневматических длинномеров и устройства для его осуществления, повышающих точность установки начального и промежуточных измерительных зазоров.
Поставленная задача решается тем, что калибровка пневматических длинномеров заключается в соединении их с устройством для калибровки, подаче газа через верхнее измерительное сопло, установленное на кронштейне, установке начального измерительного зазора между торцом верхнего измерительного сопла и базовой поверхностью основания, установке с использованием средства установки измеряемых размеров диапазона измерений, последующей установке промежуточных измеряемых размеров и сравнении их с показаниями калибруемого пневматического устройства, дополнительно подают газ через нижнее измерительное сопло, установленное в основании, а для установки измеряемых размеров между базовыми поверхностями основания и кронштейна зажимают установочные элементы, а между верхним и нижним измерительными соплами на базовую поверхность основания устанавливают соответствующие измерительные элементы заданных размеров, начальный измерительный зазор устанавливается в зависимости от характеристики калибруемого измерительного устройства и определяется как:
НИЗ=А+(В-С),
где НИЗ - начальный измерительный зазор;
А - зазор между торцом нижнего измерительного сопла и плоскостью базовой поверхности;
В - размер установочного элемента;
С - размер измерительного элемента.
Устройство для калибровки пневматических устройств для измерения линейных размеров содержит основание с базовой поверхностью, верхнее измерительное сопло, установленное на кронштейне, элемент фиксации кронштейна и средство установки измеряемых размеров, дополнительно содержит нижнее измерительное сопло, установленное в основании, кронштейн содержит плоскую базовую поверхность, средство установки измеряемых размеров состоит из установочных элементов, зажимаемых между базовыми поверхностями основания и кронштейна элементом фиксации кронштейна и сменных измерительных элементов, устанавливаемых на базовой поверхности основания между верхним и нижним измерительными соплами.
В качестве установочных и измерительных элементов используются плоскопараллельные концевые меры различных классов точности в зависимости от требуемой точности установки измерительного зазора.
Предложенное устройство позволяет регулировать начальный измерительный зазор с помощью установки соответствующих установочных элементов.
Благодаря применению двух установочных элементов высокой точности и установке их по обе стороны от элемента фиксации повысилась точность установки начального измерительного зазора. Погрешность установочных элементов устраняется путем применения мер с практически абсолютной точностью.
Сменные измерительные элементы прижимаются к базовой поверхности с помощью прижимного устройства, что устраняет погрешность перераспределения измерительных зазоров.
Нижнее измерительное сопло введено для устранения погрешности базирования измерительных элементов на базовую поверхность, а для устранения износа сопла его устанавливают ниже базовой поверхности.
При отсутствии плотного прилегания измерительного элемента к базовой поверхности основания минимальный измерительный зазор останется неизменным, соответственно нет необходимости в притирании измерительного элемента к базовой поверхности основания, что продлевает срок их эксплуатации.
Начальный измерительный зазор обеспечивает проведение измерений в диапазоне прямолинейного участка пневматической характеристики.
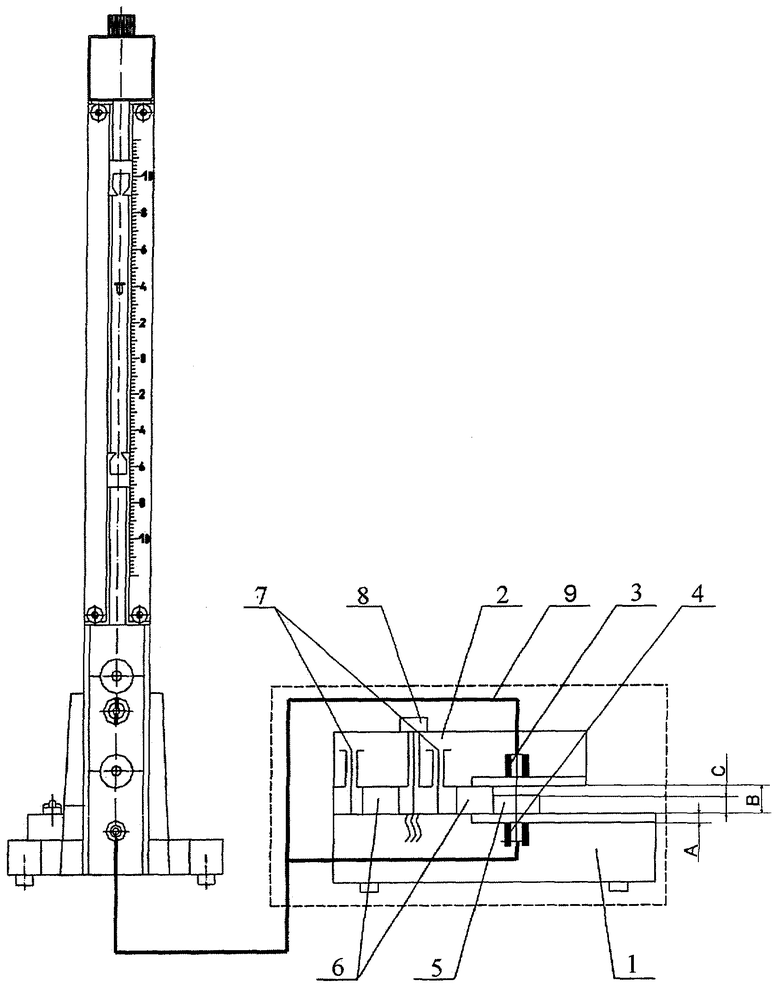
На чертеже представлена общая схема устройства для осуществления способа калибровки длинномера.
Устройство для калибровки длинномера состоит из основания 1 с поверхностью базирования, кронштейна 2, верхнего измерительного сопла 3, нижнего измерительного сопла 4, измерительного элемента 5, установочных элементов 6 направляющих 7, элемента фиксации 8, линий связи 9.
Процесс калибровки длинномеров осуществляют следующим образом.
Устройство для калибровки соединяют с длинномером посредством пневматической линии связи 9. В зависимости от требуемой величины и точности установки начального измерительного зазора на базовую поверхность основания 1 по обе стороны от элемента фиксации 8 устанавливают соответствующие установочные элементы 6. По направляющим 7 на них устанавливают кронштейн 2 и закрепляют его с помощью элемента фиксации 8. Подают газ через верхнее измерительное сопло 3, установленное на кронштейне 2, и нижнее измерительное сопло 4, установленное в основании 1. Для установки начального измерительного зазора между верхним и нижним измерительными соплами на базовую поверхность основания устанавливают измерительный элемент 5 максимального размера, который меньше размера установочного элемента 6. Величину измерительного элемента выбирают в зависимости от характеристики калибруемого измерительного устройства и фиксируют его прижимным устройством. Устанавливают диапазон измерения, устанавливая измерительный элемент минимальных размеров, который меньше максимального на величину диапазона измерения. Производят поочередную установку измерительных элементов, устанавливая тем самым зазоры с промежуточными размерами в пределах диапазона измерений, и сравнивают их с показаниями калибруемого пневматического устройства.
Таким образом, благодаря введению нижнего сопла удалось устранить погрешность базирования, а применение для установки минимального и промежуточных измерительных зазоров концевых мер высокой точности, позволили повысить точность установки измерительных зазоров и точность калибровки устройства в целом.
Описанное устройство компактно, технологично в изготовлении, не требует дополнительного образцового средства измерения и его поверки, позволяет использовать общедоступные концевые меры высокой точности, а также производить калибровку непосредственно на месте установки длинномера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ОПТИКО-ЭЛЕКТРОННОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2635336C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2284470C1 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2258904C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2296296C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ И ПОВЕРКИ ПНЕВМАТИЧЕСКИХ УСТАНОВОК РАЗМЕРНОГО КОНТРОЛЯ | 2011 |
|
RU2464529C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ДАТЧИКА ИЗМЕРЕНИЯ МАЛЫХ ПЕРЕМЕЩЕНИЙ | 2012 |
|
RU2510487C1 |
| Пневматическое устройство для измерения отверстий | 1990 |
|
SU1793211A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2293287C1 |
| Устройство для измерения профиля поверхности | 1989 |
|
SU1740978A1 |
| УЧЕБНАЯ УСТАНОВКА ДЛЯ РАЗВИТИЯ НАВЫКОВ КОНСТРУИРОВАНИЯ ПРИ РАБОЧЕМ ПРОЕКТИРОВАНИИ | 2004 |
|
RU2239871C1 |
Изобретение относится к измерительной технике и может быть использовано для поверки пневматических устройств для измерения линейных размеров. Способ заключается в соединении пневматического устройства с устройством для калибровки, подаче газа через верхнее измерительное сопло, установленное на кронштейне, установке начального измерительного зазора между торцом верхнего измерительного сопла и базовой поверхностью основания, установке с использованием средства установки измеряемых размеров диапазона измерений, последующей установке промежуточных измеряемых размеров и сравнении их с показаниями калибруемого пневматического устройства, дополнительно подают газ через нижнее измерительное сопло, установленное в основании, а для установки измеряемых размеров между базовыми поверхностями основания и кронштейна зажимают установочные элементы, а между верхним и нижним измерительными соплами на базовую поверхность основания устанавливают соответствующие измерительные элементы заданных размеров. Устройство для калибровки пневматических устройств для измерения линейных размеров содержит основание с базовой поверхностью, верхнее измерительное сопло, установленное на кронштейне, элемент фиксации кронштейна и средство установки измеряемых размеров, дополнительно содержит нижнее измерительное сопло, установленное в основании, кронштейн содержит плоскую базовую поверхность, средство установки измеряемых размеров состоит из установочных элементов, зажимаемых между базовыми поверхностями основания и кронштейна элементом фиксации кронштейна и сменных измерительных элементов, устанавливаемых на базовой поверхности основания между верхним и нижним измерительными соплами. Технический результат - повышение точности установки начального и промежуточного измерительных зазоров и точности калибровки устройства. 2 н. и 4 з.п. ф-лы, 1 ил.
НИЗ=А+(В–С), где
НИЗ – начальный измерительный зазор;
А – зазор между торцом нижнего измерительного сопла и плоскостью базовой поверхности;
В – размер установочного элемента;
С – размер максимального измерительного элемента.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Скоба активного контроля | 1984 |
|
SU1551998A1 |
| Пневматическое устройство для многоточечного контроля линейных размеров | 1977 |
|
SU655893A1 |
| Пневматическое устройство для измерения линейных размеров | 1978 |
|
SU697812A1 |
| Пневматическое устройство для измерения линейных размеров | 1977 |
|
SU632900A1 |
| US 4538449, 03.09.1985 | |||
| US 5228338 A, 20.07.1993 | |||
| Инерционная решетка | 1977 |
|
SU835632A1 |

