Изобретение относится к пневматической измерительной технике и может быть использовано для настройки пневматических установок размерного контроля и для проведения поверки степени их точности в процессе проведения контрольной операции.
Известна настройка пневматических приборов, которая производится с помощью высокоточных установочных деталей, подверженных износу. Установочные детали применяются как в начале работы для настройки границ рассортировки, так и в процессе проведения контрольной операции с целью определения сбоя уровня первичной настройки. Процесс настройки заключается в установке через определенное количество измерений установочных деталей в измерительную оснастку, соответствующих нижней и верхней границе поля допуска. В случае сохранения настройки детали признаются годными.
Известные способы настройки приводят к необходимости проведения чистых проверок точности контроля средств измерения, что приводит к значительным потерям времени, снижению производительности контрольных операций, а также к быстрому износу установочных деталей и, как следствие, к росту процента ложного брака.
Задачей заявляемого изобретения является повышение производительности настройки и периодической поверки сохранения точности настройки.
Указанный технический результат достигается тем, что устройство для настройки и поверки пневматических установок размерного контроля содержит пневматический прибор, соединенный линией связи с измерительной оснасткой, калибратор, вход которого соединен с пневматическим прибором, а выход - с измерительной оснасткой. Калибратор состоит из клапана перекрытия линии связи пневматического прибора с измерительной оснасткой, калибрующих элементов для имитации измерительных зазоров в виде дросселей регулировки измерительного зазора между линией связи прибор-оснастка и атмосферой, а также клапанов для включения и отключения связи дросселей с атмосферой.
Устройство для настройки и поверки поясняется чертежом, на котором представлена метрологическая схема устройства, содержащего входной штуцер 1, дроссель 2, взаимодействующий с клапаном 3 связи с атмосферой, клапан 4, взаимодействующий с дросселем 5, клапан 6 перекрытия линии связи длинномер-оснастка, выходной штуцер 7.
Измерительная оснастка 8 соединена через калибратор 9 с пневматическим длинномером 10.
Устройство для настройки и поверки пневматических установок размерного контроля работает следующим образом.
В исходном положении рабочий газ под постоянным давлением поступает в пневматический прибор 10 и далее через входной штуцер 1 калибратора 9, клапан 6 и выходной штуцер 7 поступает в измерительную оснастку 8 и через измерительный зазор S между торцом измерительного сопла d2 и поверхностью контролируемой детали 11 выходит в атмосферу.
Так как основной задачей контрольной операции является определение степени соответствия контролируемой детали 11 полю допуска на контролируемый размер N, то перед началом производится настройка.
Закрывают вентиль 6, отключив при этом измерительную оснастку 8 от длинномера 10. Имитируют установочные детали с зазорами S1 и S2 в калибраторе 9.
Для этого открывают клапан 3 и регулировкой дросселя 2 устанавливают верхнюю границу «а» поля допуска пневматического прибора 10, после чего клапан 3 закрывают.
Затем открывают клапан 4 и устанавливают в дросселе 5 измерительный зазор, соответствующий нижней границе «б» контролируемого допуска. Закрывают клапан 4 и открывают клапан 6. После проведенной настройки прибор готов к работе.
Настройка прибора производится не более одного раза в смену. В остальных случаях проверка настройки для каждой границы поля допуска производится путем одновременного нажатия на клапан 6 и поочередно на клапаны 3 и 4.
Таким образом, применение калибратора, имитирующего измерительные зазоры, соответствующие границам поля допуска, с помощью независимых дросселей, установленных на линии связи между прибором и оснасткой, позволило повысить производительность настройки и периодической поверки сохранения точности настройки в ходе размерного контроля без применения установочных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИЗМЕРЕНИЯ РАЗМЕРА ДЕТАЛИ | 2008 |
|
RU2397441C1 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2258904C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СОСТОЯНИЯ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА В ПРОЦЕССЕ ОБРАБОТКИ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2019 |
|
RU2711063C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1997 |
|
RU2112920C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |
| СПОСОБ КАЛИБРОВКИ ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2244258C1 |
| ПНЕВМАТИЧЕСКАЯ КОНТАКТНАЯ ГОЛОВКА | 2006 |
|
RU2330239C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ВАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2297594C1 |
| Способ поверки автоматов для сортировки деталей по линейным размерам | 1988 |
|
SU1650274A1 |
Изобретение относится к пневматической измерительной технике и может быть использовано для настройки пневматических установок размерного контроля и для проведения поверки степени их точности в процессе проведения контрольной операции. Сущность: устройство содержит пневматический прибор, соединенный линией связи с измерительной оснасткой, калибратор, вход которого соединен с пневматическим прибором, а выход с измерительной оснасткой. Калибратор состоит из клапана перекрытия линии связи пневматического прибора с измерительной оснасткой, калибрующих элементов для имитации измерительных зазоров в виде дросселей регулировки измерительного зазора, расположенных между линией связи прибор-оснастка и атмосферой, а также клапанов для включения и отключения связи дросселей с атмосферой. Технический результат: повышение производительности настройки и периодической поверки сохранения точности настройки. 1 ил.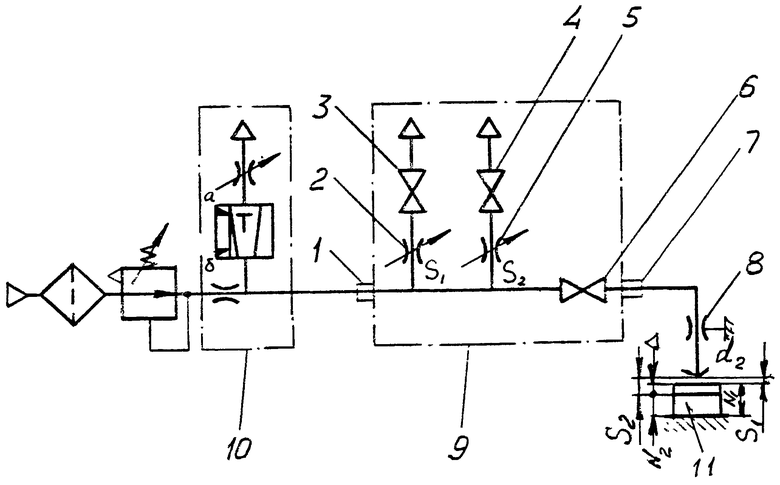
Устройство для настройки и поверки пневматических установок размерного контроля, содержащее пневматический прибор, соединенный линией связи с измерительной оснасткой, отличающееся тем, что дополнительно снабжено калибратором, вход которого соединен с пневматическим прибором, а выход - с измерительной оснасткой, состоящим из клапана перекрытия линии связи пневматического прибора с измерительной оснасткой, калибрующих элементов для имитации измерительных, зазоров в виде дросселей регулировки измерительного зазора между линией связи прибор-оснастка и атмосферой, а также клапанов для включения и отключения связи дросселей с атмосферой.
| СПОСОБ КАЛИБРОВКИ ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2244258C1 |
| Устройство для настройки пневматических средств измерения размеров колец | 1986 |
|
SU1372184A1 |
| Устройство для поверки пневматических приборов | 1979 |
|
SU883653A1 |
| Устройство для контроля пневматичес-КиХ пРибОРОВ C чуВСТВиТЕльНыМ элЕ-MEHTOM "СОплО-зАСлОНКА | 1979 |
|
SU807061A1 |
| УСТРОЙСТВО для ПОВЕРКИ и ТАРИРОВКИ ПНЕВМАТИЧЕСКИХ ПРИБОРОВ | 0 |
|
SU240305A1 |

