(54) УСТРОЙСТВО для ОРИЕНТАЦИИ ДЕТАЛЕЙ
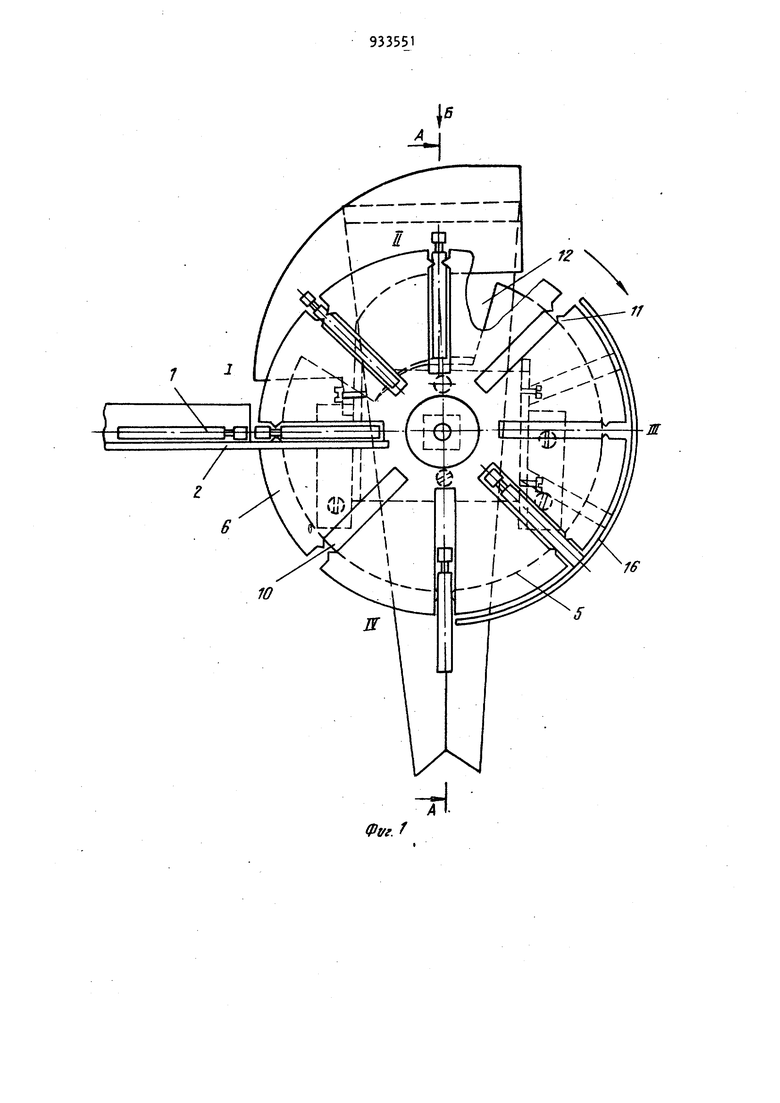
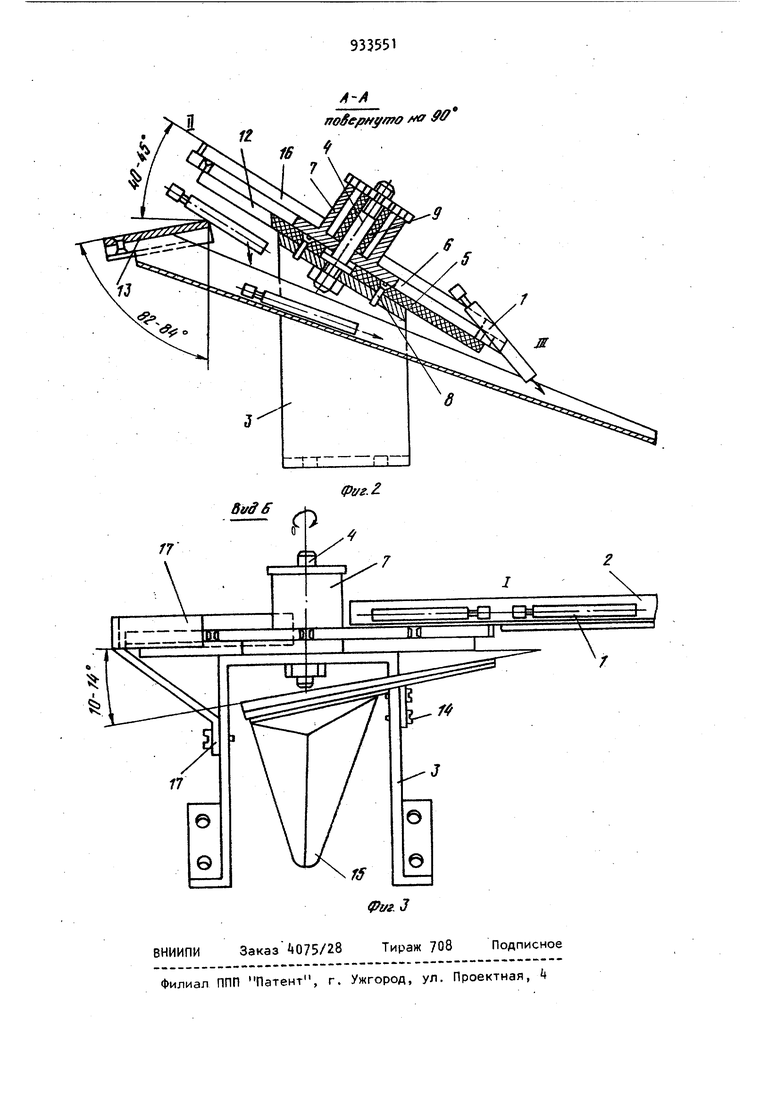
Изобретение относится к области автоматики, в частности к системам питания сборочных автоматов в приборостроении, и предназначено для счзиентирования стержнеобразных деталей с кольцевой проточкой на одном месте Известно устройство для-Ориентации деталей типа шпуль, имеющих различный размер по диаметру на концах. Устройство содержит бункер, расположенный на выходе из него диск с приспособлениями для захвата деталей и укрепленный под диском лоток. Диск устройства снабжен радиально скошенными захватными лопастями, на внутренних концах которых смонтировано опорное кольцо, ниже которого установлено эксцентричное полукольцо, причем опорное кольцо устано.влено на расстоянии от торцевой поверхности диска несколько меньшем, чем больший диаметр шпули. Устройство снабжено также выводным щитком. При работе устройства после захвата лопастью диска шпуля опирается концом, с большим диаметром на опорное кольцо (или концом с меньшим диаметром на эксцентричное полукольцо) и за счет разности уровней опорного кольца и эксцентричного полукольца шпуля взаимодействует (или не взаимо действует) с выводным щитком и направляется а лоток в нужном направлении СП. Однако это устройство ненадежно в работе при ориентации стержнеобразных деталей с одинаковым размером по диаметру на концах. Целью настоящего изобретения является повышение надежности работы при ориентировании стержнеобразных деталей с кольцевой проточкой на одном конце. Поставленная цель достигается тем что устройство для ориентации деталей, содержащее бункер, расположенный на выходе из него диск с приспог 39 собяениями для захвата деталей и укрепленныи под диском лоток, снабжено установленной под диском на одной с ним оси опорной площадкой, имеющей сегментный паз, и ориентирующей платформой, укрепленной под углом SZ-S к вертикали между лотком и опорной площадкой, при этом диск расположен под углом к горизонтали, а каждое приспособление для захвата деталей представляет собой образованные в диске пазы, форма которых повторяет форму деталей. . На фиг. 1 представлено устройство для ориентации деталей, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 вид б на фиг. 1. Предлагаемое устройство предназначено для ориентации деталей t в виде стержней с кольцевой проточкой на одном конце. Устройство содержит вибробункер (на фигурах не показан)i на внутренней поверхности которого выпол нена спиральная направляющая дорожка 2. На дне вибробункера жестко установ лен кронштейн 3 на котором на оси t установлены опорная плошадка 5 и диск 6 с втулкой 7. Опорная площадка 5 жестко прикреплена к кронштейну 3 с помощью винтов 8. Диск 6 установлен с возможностью вращения по ч совой стрелке относительно опорной площадки 5 вокруг оси k. Между втулкой 7 и осью k помещен резиновый сухарь 9. При горизонтальном расположении Дна вибробункера опорная площадка 5 и диск 6 установлены под углом kQ-kS° к горизонтали для обеспечения выгрузки деталей под действием собственного веса. По периферии диска размещены после довательно позиция загрузки в средней восходящей зоне I диска, позиция сброса в верхней зоне II диска, участок транспортирования в средней нисходящей зоне III диска и позиция выгрузки в нижней зоне IV диска. На дис диске 6 выполнены радиальные пазы 10 с зубцами 11. Зубцы 11 выполнены по периферии диска 6 и выступают в радиальные пазы в соответствии с конфигурацией детали. На опорной площадке 5 в верхней зоне II диска в позиции сброса выполнен сегментный паз 12. Угол сегмента выбран 80°. Под сегментным пазом 12 установлена ориентирующая платформа 13 укрепленная на кронштейне 3 с помощью винтов . Угол сегмента в общем случае выбирают 514 в пределах от 70° до 90° и в конкретном случае в зависимости от размеров детали и скорости вращения диска подбирают экспериментально, исходя из условия необходимости перехода детали с опорной площадки 5 на ориентирующую платформу 13. Под диском 6 и платформой 13 установлен лоток 15. По окружности диска между позициями сброса и выгрузки размещен ограничитель 16, закрепленный на кронштейне 3 с помощью винтов 17. Направляющая дорожка 2 вибробункера выведена в позицию загрузки в средней восходящей зоне I диска 6. Ориентирующая платформа 13 установлена с наклоном к вертикали (обратным относительно наклона диска) и с уклоном 10-14° вниз по ходу вращения диска. Углы наклона платформы 13 в зависимости от оазмеров детали выбирают такими , чтобы при скольжении детали по ориентирующей платформе касание происходило по образующей детали, а не в точке (для уменьшения сопротивления). Все размеры углов в предлагаемом примере даны для деталей длиной 20 мм и диаметром 1,5 мм. Эти же углы могут быть рекомендованы для деталей длиной 10-100 мм. Устройство работает следующим образом. В бункер загружают детали 1. При включении вибробункера диск 6 начинает вращаться по часовой стрелке за счет вибрации и толчков резинового сухаря 9- Детали 1 начинают перемещаться по направляющей дорожке 2 и попадают в пазы 10 диска 6 в позиции загрузки. Деталь, расположенная в пазу 10 проточкой от центра диска, проваливается одним концом через сегментный 12 на п латформу 13, поскольку деталь в месте проточки свободно проходит между зубцами 11 и, продолжая движение вместе с диском- по окружности, своим концом с проточкой контактирует с платформой 13 и одновременно совершает поступательное движение от центра диска. Платформа имеет уклон по ходу вращения диска, что способствует свободному продвижению детали по направлению вращения диска. В результате сложного движения деталь сползает с опорной площадки 5. Ориентирующая
платформа 13 установлена так, что когда деталь полностью сползает с опорной площадки 5 центр тяжести детали оказывается смещенным относительно края платформы к центру диска, Деталь разворачивается на краю платформы, проваливается в приемный лоток и поступает в правильно ориентированном положении на следущую технологическую позицию.
Деталь, расположенная в пазу 10 проточкой к центру диска, удерживается в пазу зубцами 11 и продогокает круговое движение вместе с диском, причем на участке тр анспортировки деталь удерживается от преждевременного падения ограничителем 16. Описав дугу 270°,.деталь под действием своего веса сползает из паза диска на участке выгрузки в приемный лоток в правильно ориентированном положении и продолжает поступательное движение на следующую технологическую позицию.
В результате все 100% деталей, поступивших из бункера на диск, попадают на следующую технологическую позицию в правильно ориентированном положении.
Таким образом, новдя совокупность существующих признаков предлагаемого устройства обеспечивает надежную работу устройства при ориентировании стержнеобразных деталей с кольцевой
проточкой на одном конце и тем самым обеспечивает бесперебойную работу автоматизированного технологического оборудования.
Формула изобретения
Устройство для ориентации деталей, содержащее бункер, расположенный на выходе из него диск с приспособлениями для захвата деталей и укрепленный под диском лоток, отличающееся тем, что, с целью повышения надежности работы при ориентации стержнеобразных деталей с кольцевой проточкой, оно снабжено установленной под диском на одной с ним оси опорной площадкой, имеющей сегмент ный паз, и ориентирующей платформой, укрепленной под углом 82-8А° к вертикали между лотком и опорной площадкой , при этом диск расположен под углом kQ-kS к горизонтали, а каждое приспособление для захвата деталей представляет собой образованные в диске пазы, форма которых повторяет форму деталей.
Источники информации, принятые во внимание при экспертизе
