Изобретение относится к производству строительных изделий и может быть использовано при изготовлении газобетонных блоков, плит (стеновых панелей, перекрытий и т.п.).
Известен способ изготовления газобетонных изделий в закрытой форме (с крышкой); при этом используют тяжелые крышки весом в несколько тонн, поскольку вспучивающаяся смесь создает внутреннее давление более 0,1 ати или свыше 1000 кгс/м2; это приводит к повышенным расходам материальных, трудовых и энергетических ресурсов [1].
Известно применение в технологии газобетона более легкой крышки, крепящейся к форме [2]. Это техническое решение принято в качестве прототипа предложенного способа.
Недостаток прототипа в том, что крышка не позволяет определить степень готовности газобетона к последующим технологическим операциям - транспортированию, термообработке и пр. Если газобетонная смесь еще полностью не вспучилась и не схватилась, то форму нельзя ни транспортировать, ни нагревать во избежание оседания смеси. По этой причине зачастую неоправданно увеличивают длительность технологической выдержки перед тепловой обработкой, что приводит к удлинению производственного цикла, к повышенным трудовым и энергетическим затратам.
Точно рассчитать необходимую длительность выдержки практически невозможно, поскольку это зависит от большого количества трудно учитываемых факторов: колебаний расхода газообразователя и воды затворения, активности и экзотермичности вяжущего, температуры окружающей среды и т.д., и т.п.
Задачей данного изобретения является повышение точности определения необходимой длительности технологической выдержки, за счет чего сокращается цикл производства газобетонных изделий, экономятся трудовые и энергетические ресурсы.
Поставленная задача решается за счет новой совокупности операций и приемов, а также за счет применения нового устройства.
Сущность предложенного способа. Газобетонные изделия изготовляют в форме с крепящейся к ней крышкой, выполненной в виде рамы, с нижним стальным листом; способ включает в себя операции заливки газобетонной смеси в форму, установки на форму крышки и технологическую выдежку; особенность способа в том, что после начала вспучивания газобетонной смеси начинают непрерывно или периодически замерять перемещения листа крышки, а по изменению направления этих перемещений судят о моменте окончания технологической выдержки (когда вспучивающая бетонная масса доходит до крышки и начинает давить на нее, лист крышки, независимо от его толщины, упруго прогибается, приобретая возрастающую отрицательную кривизну, а в момент схватывания смеси появляется контракционная пористость, давление газа в смеси падает и лист крышки начинает перемещаться в противоположную сторону, его отрицательная кривизна начинает уменьшаться, этот момент и определяет окончание технологической выдержки). Толщина листа должна быть такой, чтобы при максимальном давлении газобетонной смеси он прогибался на величину, не превышающую допустимых отклонений по геометрическим размерам для формуемых изделий.
Технический результат: уменьшение длительности технологической выдержки, сокращение цикла производства газобетонных изделий, экономия трудовых и энергетических ресурсов.
В рамках данной заявки предлагается также устройство, используемое при изготовлении газобетонных изделий, позволяющее с минимальными затратами измерять перемещения листа крышки.
Известно устройство, раскрытое в источнике [3], предназначенное для измерения деформаций плоской поверхности и выполненное в виде П-образной рамки с пуансоном и индикаторами часового типа; это техническое решение принято в качестве прототипа предложенного устройства.
Во время измерений П-образная рамка должна находиться в вертикальном положении, не теряя устойчивости, и это достигается за счет наличия в известном устройстве пуансона, но в предложенном устройстве пуансон отсутствует и функционально он не нужен.
Недостаток прототипа устройства в том, что без пуансона он неработоспособен. Деформации поверхности листа настолько малы (десятые и даже сотые доли миллиметра), что обеспечение устойчивости устройства за счет каких-либо внешних дополнительных средств недопустимо, поскольку приводит к искажениям, вызывающим необходимость увеличивать технологическую выдержку.
В связи с этим в прототип внесены существенные конструктивные изменения: исключен пуансон, но введены детали, обеспечивающие достаточную точность измерений, а следовательно, сокращающие длительность технологической выдержки и цикл изготовления изделий.
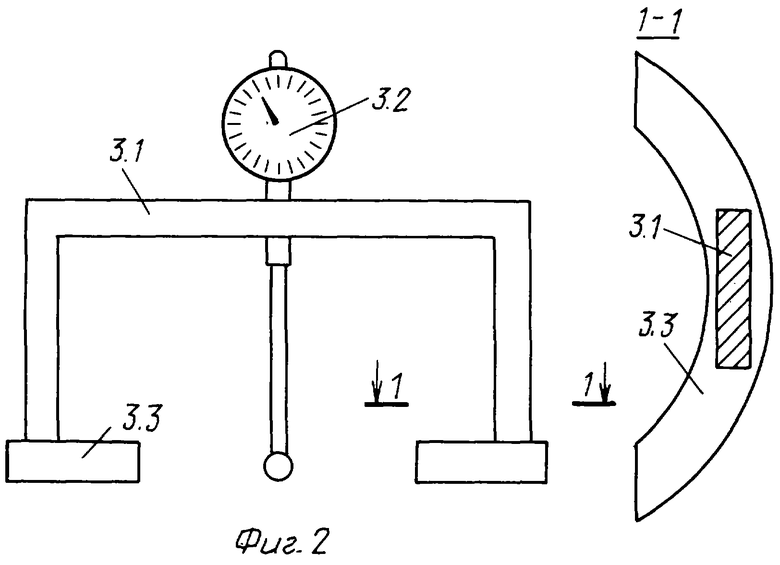
Сущность предложенного устройства: оно включает в себя П-образную рамку и индикатор часового типа; особенность устройства в том, что к концам П-образной рамки прикреплены постоянные магниты. Факультативные признаки устройства: а) постоянные магниты имеют форму прямых или изогнутых стержней, середина которых прикреплена к концам П-образной рамки и плоскость их поперечного сечения, в зоне прикрепления, совпадает с плоскостью, в которой лежат стержни П-образной рамки; б) постоянные магниты изогнуты по окружности с диаметром, равным расстоянию между концами П-образной рамки, и длина каждого магнита составляет от 0,1 до 0,49 длины этой окружности, причем окружность лежит в плоскости, перпендикулярной серединной плоскости рамки.
Технический результат: уменьшение длительности технологической выдержки, сокращение цикла производства газобетонных изделий, экономия трудовых и энергетических ресурсов, повышение точности измерений.
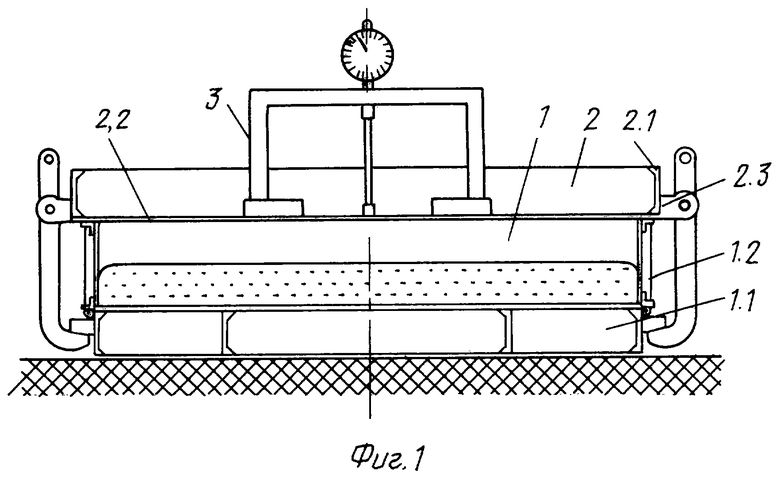
Изобретение поясняется графическим материалом. На фиг.1 показана форма с крышкой и с устройством для замера перемещений листа крышки. На фиг.2 изображено предлагаемое устройство. Обозначения на фигурах: 1 - форма; 2 - крышка формы; 3 - устройство для изготовления газобетонных изделий; 1.1 - поддон формы; 1.2 - борт формы; 2.1 - рама крышки формы; 2.2 - лист крышки; 2.3 - узел крепления крышки к форме; 3.1 - П-образная рамка; 3.2 - индикатор часового типа; 3.3 - постоянный магнит.
Пример выполнения предложенного способа
Форму 1 с залитой в нее газобетонной смесью покрывают крышкой 2 и закрепляют последнюю с помощью узлов 2.3; на лист 2.2 устанавливают устройство 3 и по шкале индикатора 3.2 регистрируют деформации листа 2.2; с целью повышения точности измерений возможно увеличение размеров П-образной рамки и опирание ее не на лист 2.2, а на стержни (швеллера) рамы 2.1; после того, как вспучивающаяся газобетонная смесь дойдет до крышки и начнет давить на нее, лист 2.2 станет прогибаться выпуклостью вверх и индикатор 3.2 зафиксирует это; по мере продолжения газообразования давление смеси будет нарастать и достигнет максимума; через некоторое время вспученная газобетонная смесь начнет схватываться, появится контракционная пористость, перегородки между газовыми ячейками станут проницаемыми для водорода, заполняющего ячейки (и способного диффундировать даже через сталь), но еще пока не для воздуха, и внутри газобетонного изделия разовьется вакуум (эксперименты показали, что в плите толщиной 30 см из газобетона плотностью 700 кг/м3, даже формуемой без крышки, через 2 часа после заливки смеси величина вакуума достигла 280 мм вод.ст. (т.е. 280 кгс/м2); в результате этих процессов прогиб листа 2.2 через некоторое время после достижения максимума станет уменьшаться; это и будет сигналом к прекращению технологической выдержки.
Источники информации:
1. Авт. свид. СССР №149701, кл. 80 b, I09. Б.И. 1962 г., №16.
2. Авт. свид. СССР №290894, кл. С 04 b 21/00. Б.И. 1971 г., №3.
3. Авт. свид. СССР №366381, кл. G 01 n 33/08. Б.И. 1973 г., №7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГАЗОБЕТОНА И СЫРЬЕВАЯ СМЕСЬ ДЛЯ ЕГО ПРИГОТОВЛЕНИЯ | 2014 |
|
RU2560009C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МЕЛКИХ ГАЗОБЕТОННЫХ БЛОКОВ МЕТОДОМ АВТОФРЕТТАЖА | 2006 |
|
RU2315691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2472615C1 |
| Способ изготовления ячеистобетонных изделий и форма для его изготовления | 1988 |
|
SU1518125A1 |
| Способ изготовления полистиролбетонного изделия | 2018 |
|
RU2681036C1 |
| СПОСОБ РАСПАЛУБКИ БЛОКОВ, ФОРМУЕМЫХ С "ГРЕБЕНКАМИ", И БЕСПОДДОННЫЙ ЗАХВАТ ДЛЯ ПЕРЕМЕЩЕНИЯ БЛОКОВ | 2004 |
|
RU2270755C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| ОГНЕСТОЙКИЙ КОРОБ ДЛЯ ИНЖЕНЕРНЫХ КОММУНИКАЦИЙ | 2024 |
|
RU2823349C1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ГАЗОБЕТОННОЙ СМЕСИ | 2005 |
|
RU2289556C1 |
Изобретение относится к производству строительных изделий и может быть использовано при изготовлении газобетонных блоков, плит. Способ включает в себя операции заливки газобетонной смеси в форму, установки на форму крышки и технологическую выдержку. После начала вспучивания газобетонной смеси, непрерывно или периодически, замеряют перемещения листа крышки, а по изменению направления перемещений судят об окончании технологической выдержки. Устройство включает в себя П-образную рамку и индикатор часового типа. Устройство содержит постоянные магниты, имеющие форму прямых или изогнутых стержней, середина которых прикреплена к концам П-образной рамки, и плоскость их поперечного сечения в зоне прикрепления совпадает с плоскостью, в которой лежат стержни П-образной рамки. Технический результат - уменьшение длительности технологической выдержки, сокращение цикла изготовления изделий. 2 н. и 2 з.п. ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ И ДРУГИХ ИЗДЕЛИЙ ИЗ ЯЧЕИСТЫХ БЕТОНОВ | 0 |
|
SU290894A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАТИВНОСТИ, НАПРИМЕР, | 0 |
|
SU366381A1 |
| ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИИ из ЯЧЕИСТОГО БЕТОНА | 0 |
|
SU303187A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОБЕТОННЫХ ИЗДЕЛИЙ ПЕРЕМЕННОЙ ПЛОТНОСТИ | 1992 |
|
RU2044640C1 |

