Изобретение относится к станкостроению, в частности к механической обработке резанием, и предназначено для обработки деталей сложной конфигурации с предварительным нагревом обрабатываемой поверхности до требуемой температуры, предпочтительно на револьверных и многошпиндельных станках.
Известна установка для индукционного нагрева заготовок, содержащая в технологической последовательности транспортер-накопитель механизм подачи заготовок с транспортером периодического действия, индуктор, механизм поштучной выгрузки, а, с целью автоматизации и повышения надежности работы, установка снабжена связанным с транспортером-накопителем бункером, механизмом ориентации положения заготовки, расположенным над транспортером-накопителем и выполненным в виде наклонных с пересекающимися осями дисков, имеющих возможность вращения в противоположных направлениях, а механизм подачи заготовок выполнен в виде установленных над транспортером периодического действия подпружиненных П-образных кронштейнов с шарнирно закрепленной на них двутавровой направляющей и расположенной на ней кареткой с подвешенной к ней через ось призмой, при этом один из концов направляющей закреплен в кронштейне с возможностью регулирования на его высоте, а другой - через шарнирно закрепленный на кронштейне силовой цилиндр, механизм поштучной выгрузки выполнен в виде транспортера, имеющего горизонтальный и вертикальный участки, соединенные участком округления, и расположенного над ним дополнительного транспортера с подпружиненным барабаном для прижима заготовки, причем транспортер-накопитель, механизм подачи и механизм поштучной выгрузки установлены соосно (см. авторское свидетельство №1571082, 5 С 21 D 1/10, 1/42, бюл. №22, 1990 г.).
Признаки, совпадающие - индуктор, механизм подачи заготовок.
Причины, препятствующие поставленной задаче - неприемлемо при обработке материалов высокопрочных сталей и сплавов резанием с использованием металлообрабатывающего оборудования.
Известно устройство сопутствующего местного нагрева кольцевых сварных стыков, содержащее датчики температуры зоны и скорости перемещения стыка, нагреватель с его источником питания, сварочный автомат, микропроцессорный вычислительный блок, первый выход которого соединен с блоком регистрации данных, второй выход - с входом управления сварочного автомата, первый вход - с датчиком температуры, второй вход - с датчиком скорости перемещения, а с целью повышения качества сварки путем повышения точности поддержания теплового режима процесса, оно снабжено нагревателями с их источниками питания, измерителями мощности нагревателей, а также каналами, включающими последовательно соединенные регулятор напряжения, измеритель напряжения источника питания, а также переключатель режима работы, коммутатор и датчик мощности сварочного автомата, причем каждый канал через последовательно соединенные переключатель режима работы и коммутатор подключен к соответствующему нагревателю, причем третий вход микропроцессорного вычислительного блока соединен с измерителями напряжения источника питания, четвертый вход - с датчиком мощности сварочного автомата, пятый вход - с измерителями мощности нагревателей, а третий выход - с управляющим входом переключателя режимов работы, четвертый выход - с управляющим входом коммутатора, пятый выход - с управляющими входами регуляторов напряжения (см. авторское свидетельство №1691007, 5 В 23 К 13/00, бюл. №42, 1991 г.).
Признаки, совпадающие - наличие сопутствующего местного нагрева, нагреватель с его источником питания, регулятор напряжения, измеритель напряжения источника питания, а также переключатель режима работы, коммутатор.
Причины, препятствующие поставленной задаче - неприемлемо при обработке материалов резанием, особенно высокопрочных сталей и сплавов, поскольку нет возможности производить подготовку (нагрев) материала непосредственно перед обработкой при использовании токарного оборудования.
В качестве наиболее близкого аналога принято известное устройство для индукционного нагрева, содержащее станину, размещенные на ней трансформатор, механизм присоединения и фиксации индуктора, механизм базирования индуктора, магазин индукторов, механизм передачи индукторов от магазина к трансформатору и генератор ТВЧ с блоком конденсаторов, а с целью расширения номенклатуры обрабатываемых изделий и повышения производительности путем сокращения времени на замену индукторов, магазин индукторов выполнен в виде диска с приводом его вращения, а механизм передачи индуктора, его базирования и фиксации выполнен в виде единой Г-образной механической руки с приводом, ее поворота в вертикальной плоскости, при этом трансформатор закреплен на конце руки, а механизм фиксации индуктора выполнен в виде запястья руки в форме одноплечего рычага с вилкой, шарнирно соединенного с рукой. (См. авторское свидетельство №1779265, С 21 D 1/42, бюл. №44, 1992 г.).
Признаки, совпадающие - содержит трансформатор, механизм присоединения и фиксации индуктора, механизм базирования индуктора, трансформатор и генератор ТВЧ с блоком конденсаторов.
Причины, препятствующие поставленной задаче - сложно по конструкции, малая эффективность при подготовке (нагреве) материала непосредственно перед обработкой при использовании токарного, особенно токарно-револьверного оборудования, что особенно важно при резании высокопрочных сталей и сплавов.
Задачей предложенного изобретения является улучшение обрабатываемости резанием высокопрочных сталей и сплавов с дополнительным или предварительным нагревом заготовки или участка ее, подлежащего удалению.
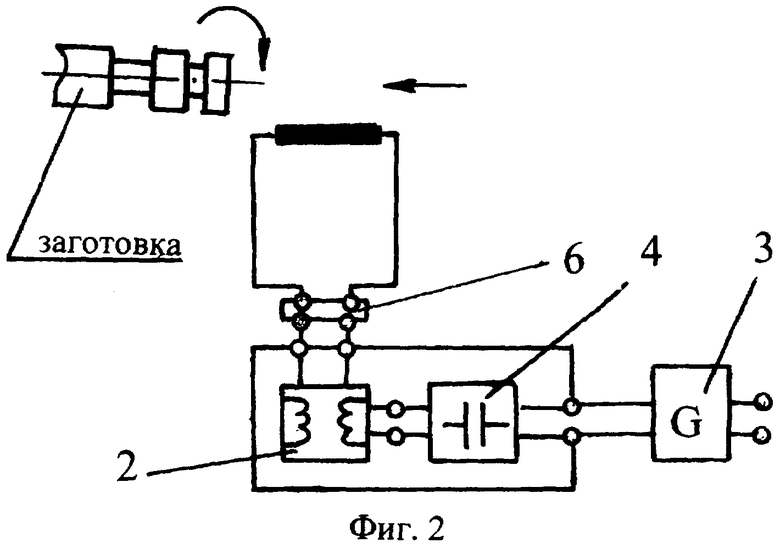
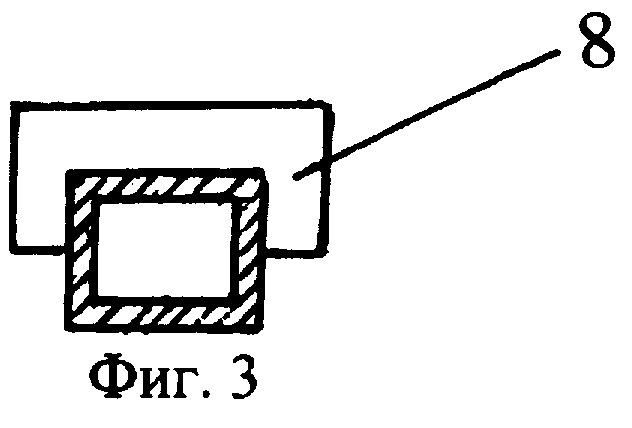
Технический результат заключается в том, что устройство индукционного нагрева для обработки поверхности резанием, содержащее индуктор 1, механизм присоединения и базирования индуктора 5, трансформатор 2 и генератор токов высокой частоты 3 с блоком конденсаторов 4, при этом оно дополнительно снабжено коммутатором 6, индуктор 1 снабжен набором профильных пластин из трансформаторного железа 8 и имеет защитный кожух 7, а механизм присоединения и базирования индуктора 5 выполнен в виде оправки инструмента с возможностью установки на металлорежущем станке, что позволяет устройство использовать на металлорежущих станках, для резания с предварительным нагревом заготовки, коммутатор 6 позволяет использовать устройство на заданных переходах обработки, защитный кожух 7 предотвращает от повреждений индуктор 1 при работе. Набор пластин из трансформаторного железа 8 усиливает воздействие магнитного поля на заготовку, что увеличивает интенсивность нагрева.
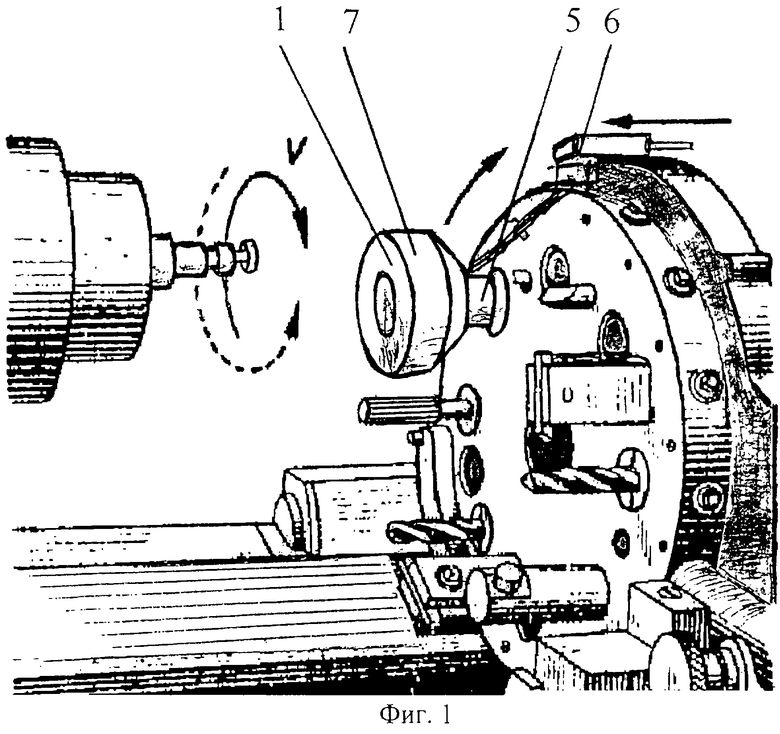
На фиг.1 представлено устройство, смонтированное на токарно-винторезном станке, на фиг.2 - схема электрическая, на фиг.3 - поперечное сечение индуктора.
Устройство индукционного нагрева для обработки поверхности резанием, содержащее индуктор 1, механизм присоединения и базирования индуктора 5, трансформатор 2 и генератор токов высокой частоты 3 с блоком конденсаторов 4, отличающееся тем, что оно снабжено коммутатором 6, индуктор 5 снабжен набором профильных пластин из трансформаторного железа 8 и имеет защитный кожух 7, а механизм присоединения и базирования индуктора 5 выполнен в виде оправки инструмента с возможностью установки на металлорежущем станке.
Работа устройства. Индуктор 1 закрепляется на суппорте револьверной головки на позиции режущего инструмента. При индексации револьверной головки, при последовательном вводе в работу инструментов, на одной из позиций (или нескольких) установлен индуктор 1, который подключается через соответствующие контакты коммутатора 6, и вращающаяся деталь подвергается нагреву, выдерживается требуемое время и при последующей индексации подвергается обработке. При этом индуктор 1 дополнительно снабжен набором профильных пластин из трансформаторного железа 8, размещенных со стороны заготовки, что усиливает воздействие магнитного поля на заготовку и увеличивает интенсивность нагрева. Таким образом, производится эффективный предварительный нагрев с минимальными потерями при обработке деталей сложной конфигурации с предварительным нагревом обрабатываемой поверхности до требуемой температуры. Защитный кожух 7 предотвращает индуктор от повреждений при резании, а также снижает энергозатраты при нагреве. Это улучшает обрабатываемость резанием закаленных и высокопрочных сталей и сплавов при предварительном нагреве заготовки или участка ее, подлежащего удалению при возможности установки различного типа индуктора (круглый, плоский, профильный) на соответствующей позиции.
Использование нагрева основано на снижении механических свойств обрабатываемого материала, определяющих его способность сопротивляться пластическим деформациям при сохранении режущих способностей инструмента, поэтому резание с нагревом предполагает, прежде всего, применение твердосплавного инструмента.
Увеличение температуры на контактной поверхности снижает удельную работу резания. При обработке нержавеющей стали (до 17% молибдена), с нагревом напряжения в плоскости сдвига снизились до 50%, работа на образование стружки при этом уменьшилась до 40%.
За счет нагрева достигается значительное увеличение стойкости режущих инструментов в 4-5 раз при улучшении качества обработанной поверхности и снижение величин сил резания.
При обработке сплава с твердостью НВ 580 при V=150 м/мин нагреве до 430°С стойкость резца увеличилась до 40 раз. При точении штамповой стали повышение стойкости инструмента почти в 15-20 раз было достигнуто при резании с нагревом до 400-500°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева при обработке поверхности детали резанием | 2018 |
|
RU2679861C1 |
| Устройство индукционного нагрева для обработки поверхностей резанием | 2019 |
|
RU2705825C1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1996 |
|
RU2103109C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ ДЕТАЛЕЙ КРЕПЛЕНИЯ С ГОЛОВКАМИ ИЗ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2431538C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Устройство для термообработки центраторов | 2022 |
|
RU2809817C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРНОЙ НАСТРОЙКИ ВЫСОКОТОЧНОГО МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1997 |
|
RU2116869C1 |
Изобретение относится к станкостроению и предназначено для обработки деталей сложной конфигурации с предварительным нагревом обрабатываемой поверхности до требуемой температуры. Устройство содержит индуктор, механизм присоединения и базирования индуктора, трансформатор, генератор токов высокой частоты с блоком конденсаторов и коммутатор. Индуктор снабжен набором профильных пластин из трансформаторного железа и имеет защитный кожух. Механизм присоединения и базирования индуктора выполнен в виде оправки инструмента с возможностью установки на металлорежущем станке. Изобретение позволяет улучшить обрабатываемость резанием высокопрочных сталей и сплавов. 3 ил.
Устройство индукционного нагрева для обработки поверхности резанием, содержащее индуктор, механизм присоединения и базирования индуктора, трансформатор и генератор токов высокой частоты с блоком конденсаторов, отличающееся тем, что оно снабжено коммутатором, индуктор снабжен набором профильных пластин из трансформаторного железа и имеет защитный кожух, а механизм присоединения и базирования индуктора выполнен в виде оправки инструмента с возможностью установки на металлорежущем станке.
| Устройство для индукционного нагрева | 1990 |
|
SU1779265A3 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| US 3862391 А, 21.01.1975. | |||

