Изобретение относится к станкостроению .
Цель изобретения - повышение производительности и точности обработки путем увеличения жесткости оправки для базирования заготовок и снижения термодеформационных искажений заготовок.
На чертеже изображено устройство для механической обработки нежестких пустотелых заготовок, с помощью которого осуществляется предлагаемый способ.
Устройство содержит заготовку 1, помещенную на оправку 2, закрепленную в токарном патроне 3 и поджатую задним центром 4, резцедержатель 5, в котором закреплен резец 6, перемещение резцедержателя осуществляют -. двигателем 7 перемещений (продольной подачи S) , а также расходящиеся патрубки 8 и 9 для охлаждения заготовки 1. Система охлаждения состоит из емкости 10, которая посредст-.. вом шестерен 11 и 12, а также фрикционной муфты 13 связана с двигате- , лем 14 системы охлаждения. Нагрев заготовки осуществляют индуктором 15, а для измерения температуры нагрева и охлаждения заготовки используют датчик 16 температуры, например терморезистор с интервалом измерения температуры 20 - 250°С.
После установки заготовки на оправке 2 осуществляют интенсивное охлаждение торцов заготовки с помощью патрубков 8 и 9 со скоростью охлаждения 20 - в 1 с. Это необходимо для того, чтобы внутренний диа- : метр заготовки, прилежащий к ее торцам, резко уменьшался и заготовка первоначально по ее концам схватилась с оправкой 2. Температуру охлаждения (интервал)выбирают в зависимости от режимов резания экспери ментально. Дальнейшее охлаждение заготовки 1 совместно с оправкой 2 вызывает уменьшение ее габаритов наружного и внутреннего диаметров, а также снижение длины заготовки,измеренной по цилиндрической образуют щей. В результате охлаждения заготовка 1 не только плотно прилегает внутренним диаметром к наружному диаметру оправки 2, но и растягивается в продольном и радиальном направ40
Датчик 16 температуры злектрически связан со схемой 17 сравнения,бло- лениях. При этом резко увеличивает- ком 18 управления, который в свою ся ее жесткость,необходимая для осу- очередь связан с двигателем 19 вращения заготовки. Перемещение суппорта осуществляется с помощью ходового винта 20, а включение всей системы производят с помощью кнопки Пуск 21.
Способ механической обработки нежестких заготовок осуществляется следующим образом.
Заготовку 1 предварительно нагревают до температуры низкого отпуска (200 - ) и помещают на оправку 2,с коэффициентом линейного расшире-т
45
ния отличным от заготовки,закрепленную в токарном патроне 3 и поджатую .задним центром 4.Внутренний диаметр заготовки вьшолнен несколько меньшего диаметра, чем наружный диаметр оправки 2, но в результате нагрева . внутренний диаметр заготовки увеличивается до размера, превышающего наружный диаметр оправки на величину.
ществления процесса последующей механической обработки.
При нажатии кнопки Пуск включается реверсивньй двигатель 14 системы охлаждения.
Датчик 16 температуры, например терморезистор, включенный в плечо моста, постоянно измеряет температуру в заданной точке и преобразует ее в постоянное напряжение, которое подается на один из входов схемы 17 сравнения, выполненной, например, в виде дифференциального усилителя. На второй вход схемы 17 сравнения подается опорное напряжение из блока 18 управления, которое соответствует заданной температуре, например . При равенстве напряжений на входах cxeMji 17 сравнения последняя выдает сигнал блоку 18 управления который вырабатьшает команды на включение двигателя 14 системы охлажде
0
5
0
лежащую в пределах 10 200 мкм.Заготовка выполнена из цветного материала например латуни. Величина возникающего зазора зависит от внутреннего диаметра обработанной заготовки, толщины ее стенки, материала.
Интервал температуры нагрева объясняется необходимостью исклю- . чения фазовых превращений в заготовку, приводящих к изменению структуры ее материала.
После установки заготовки на оправке 2 осуществляют интенсивное охлаждение торцов заготовки с помощью патрубков 8 и 9 со скоростью охлаждения 20 - в 1 с. Это необходимо для того, чтобы внутренний диа- : метр заготовки, прилежащий к ее торцам, резко уменьшался и заготовка первоначально по ее концам схватилась с оправкой 2. Температуру охлаждения (интервал)выбирают в зависимости от режимов резания экспериментально. Дальнейшее охлаждение заготовки 1 совместно с оправкой 2 вызывает уменьшение ее габаритов наружного и внутреннего диаметров, а также снижение длины заготовки,измеренной по цилиндрической образуют щей. В результате охлаждения заготовка 1 не только плотно прилегает внутренним диаметром к наружному диаметру оправки 2, но и растягивается в продольном и радиальном направ лениях. При этом резко увеличивает- ся ее жесткость,необходимая для осу-
лениях. При этом резко увеличивает- ся ее жесткость,необходимая для осу-
5
ществления процесса последующей механической обработки.
При нажатии кнопки Пуск включается реверсивньй двигатель 14 системы охлаждения.
Датчик 16 температуры, например терморезистор, включенный в плечо моста, постоянно измеряет температуру в заданной точке и преобразует ее в постоянное напряжение, которое подается на один из входов схемы 17 сравнения, выполненной, например, в виде дифференциального усилителя. На второй вход схемы 17 сравнения подается опорное напряжение из блока 18 управления, которое соответствует заданной температуре, например . При равенстве напряжений на входах cxeMji 17 сравнения последняя выдает сигнал блоку 18 управления который вырабатьшает команды на включение двигателя 14 системы охлажде3
НИИ в обратном направлении и одно- временно на включение двигателя 19 вращения,а через некоторое заранее заданное время, например с помощью реле времени на двигатель пере мещений 7 для осуществления процесса резания. После окончания процесса обработки блок 18 управления выдает сигнал на включение индуктора ТВЧ 15 для разогрева заготовки 1 до первоначальной температуры,например , при этом на входе схемы 17 сравнения изменяется опорное напря жение, соответствующее этой температуре. При нагреве заготовки 1 до первоначальной температуры схема 17 сравнения выдает сигнал блоку 18. управления и последний вырабатывает команду на отключение индуктора ТВЧ 15. Нагретую заготовку 1 снима- ют с оправки 2. Скорость охлаждения выбирают не только в зависимости от режимов резания (чем вьше режимы резания S, V, t, тем необходима боль шая скорость охлаждения ,так как жес кость детали соответственно должна быть увеличена), она зависит также от массы заготовки, ее геометрических параметров.
.Скорости охлаждения заготовки и нагрева ее после обработки влияют на производительность процесса реза
Составитель В.Семенов Редактор Н.Марголина Техред Л.Олейник Корректор Т.Колб
Заказ 422/10 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5 Ю 15 20
30
25
, поэтому их желательно увеличивать интенсивностью подачи охлаждающего агента, мощностью индукционной установки и расстоянием от витков индуктора до цилиндрической образующей заготовки (2-5 мм).
Формула изобретения
Способ механической обработки нежестких заготовок с растяжением в пределах упругости обрабатываемого материала, согласно которому заготовку., базируют с помощью оправки,имеющей коэффициент линейного расширения, отличный от коэффициента линейного расширения заготовки, и осуществляют нагрев заготовки, отличающийся тем, что, с целью повышения производительности и точности обработки путем увеличения жесткости оправки и снижения термодеформационных искажений и увеличения хрупкости материала заготовки, нагрев заготовки осуществляют до температуры низкого отпуска перед базированием, охлаждают концы заготовки со скоростью 20 - 50°С в 1 с, а затем осуществляют обработку,по завершении которой для съема заготовки ее совместно с оправкой нагревают до температуры низкого отпуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких заготовок | 1978 |
|
SU679319A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Способ установки нежестких пустотелых деталей на термодеформируемой оправке и устройство для его осуществления | 1985 |
|
SU1255279A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОУПРОЧНЕННОЙ СТАЛИ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2704426C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
Изобретение относится к области станкостроения и применяется при токарной обработке нежестких пустотелых заготовок. Целью изобретения является уменьшение погрешности | формы искажений при их нагреве и охлаждении. Перед обработкой заготовку 1 нагревают до температуры низкого отпуска, помещают на оправку 2 и охлаждают концы заготовки со скоростью от 20 до 50 С в 1 с. После обработки заготовку 1 и оправку 2 нагревают и разъединяют. Устройство для реализации способа включает датчик 16 температуры,электрически связанный со схемой 17 сравнения, блоком 18 управления, связанным с двигателем вращения заготовки ходового винта 20, а система охлаждения включает расходящиеся патрубки 8 и 9 и емкость 10, связанную с двигателем 14. 1 ил. с с (Л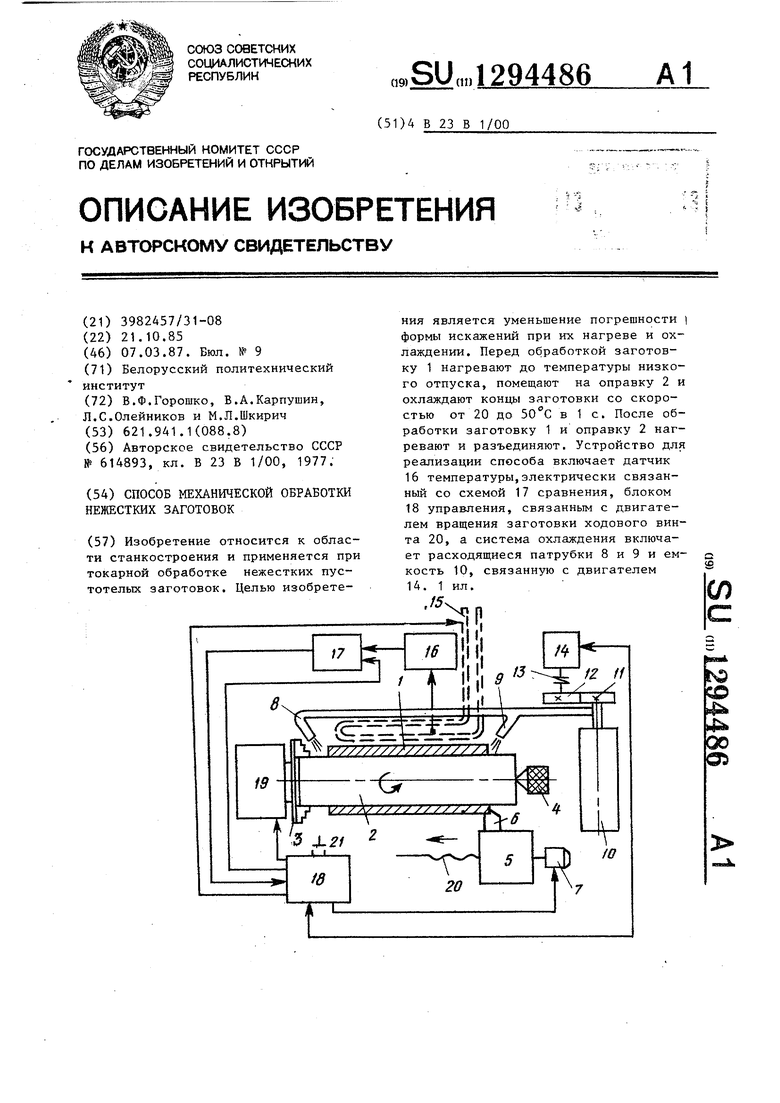
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU614893A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
