Изобретение относится к обработке давлением листового металлического материала и может быть использовано при разработке оборудования, осуществляющего локальную формовку каналов в элементах плоских теплообменников.
Перспективным направлением нанесения рельефа на большие поверхности (несколько квадратных метров) листовых заготовок является формовка деформирующим валом с эластичной оболочкой.
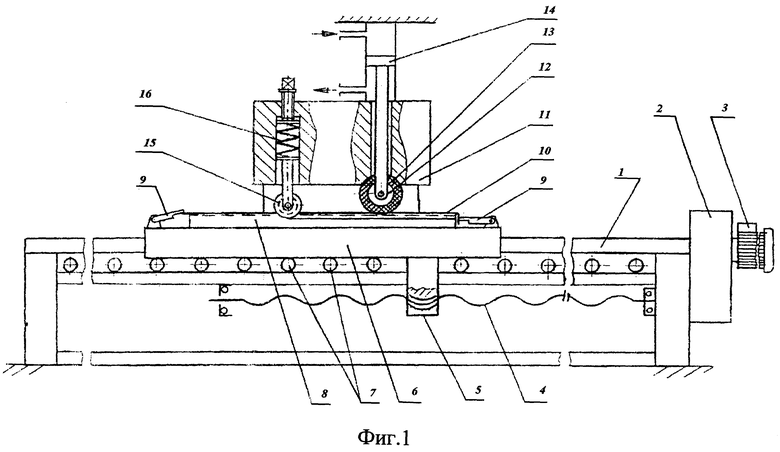
Известен стан локальной формовки для изготовления изделий с выпукло-вогнутой рельефной поверхностью из листового металла, выбранный в качестве аналога, который содержит станину с приводом горизонтального перемещения стола, стол, на котором закреплена матрица с заданной рельефной поверхностью, и траверсу со штоком, на котором установлен деформирующий вал с эластичной оболочкой. Заданный рельеф на поверхности листовой заготовки формируется при ее пропускании между матрицей и вращающимся валом с эластичной оболочкой (патент Российской Федерации №1699345, кл. В 21 D 22/10, 1991 г.). Схема стана локальной формовки представлена на фиг.1.
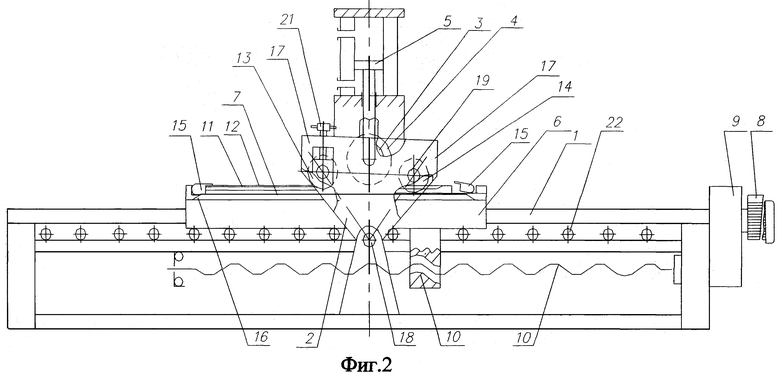
Заданный рельеф на поверхности листовой заготовки формируется при ее последовательном пропускании между матрицей и вращающимся валом с эластичной оболочкой и жестким валом с рельефной поверхностью (патент Российской Федерации №2074781, кл. В 21 D 22/10 5/14, 1994 г.). Схема стана локальной формовки с дополнительным жестким профилированным валом представлена на фиг.2.
Недостаток известного устройства заключается в потере производительности, связанной, во-первых, с потерей времени на совершение холостого хода, во-вторых, с малой скоростью перемещения стола (не более 1,5 м/мин), ограниченной тем, что стол имеет достаточно большую массу (примерно 700-800 кг), а следовательно, не может прекратить движение сразу после выключения привода его горизонтального перемещения в конце хода и еще некоторое время продолжает движение под действием сил инерции, что требует дополнительного расстояния, включаемого в длину стола во избежание биения жестко связанной со столом гайки о подшипник винта. Эта и другие конструктивные особенности стана определяют его достаточно большие габаритные размеры (длина станины должна быть больше двух длин стола), а следовательно, еще один недостаток - большую металлоемкость. Недостатком является также необходимость в дополнительных энергозатратах на совершение станом холостого хода.
Задачей изобретения является повышение производительности стана, уменьшение его габаритов и вследствие этого уменьшение его металлоемкости, а также уменьшение энергозатрат на изготовление единицы продукции.
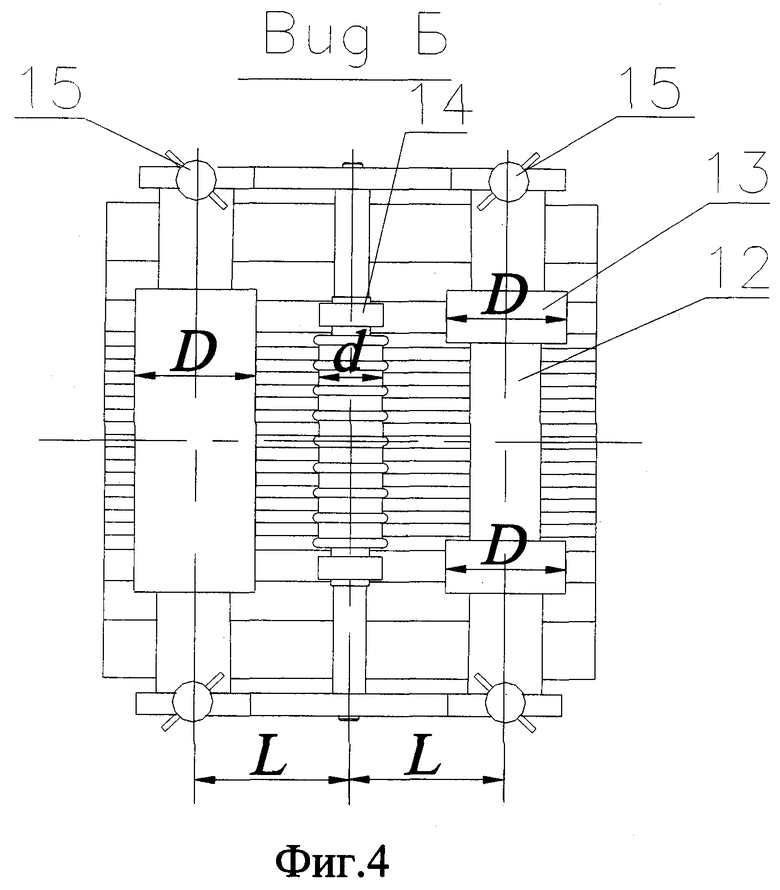
Технический результат достигается тем, что стан локальной формовки для изготовления элементов панелей плоских теплообменников, содержащий станину, стол с приводом перемещения, закрепленную на столе матрицу с заданной рельефной поверхностью, траверсу с установленным в ее центре приводом вертикального перемещения, предварительно деформирующий вал с эластичной оболочкой, деформирующий жесткий профилированный вал и гладкий вал с прижимными роликами, при этом стол с закрепленной на нем матрицей выполнен в виде цилиндра, установленного с возможностью вращения вокруг горизонтальной оси, деформирующий жесткий профилированный вал установлен в центре неподвижной траверсы, закрепленной на станине, и связан с приводом вертикального перемещения, а предварительно деформирующий вал с эластичной оболочкой и гладкий вал установлены по краям траверсы на равном расстоянии L от вертикальной оси деформирующего жесткого профилированного вала, величина которого определена из следующей зависимости:
L=D/2+d/2+(30...100 mm) где:
D - диаметр деформирующего жесткого профилированного вала, мм;
d - диаметр предварительно деформирующего вала, мм;
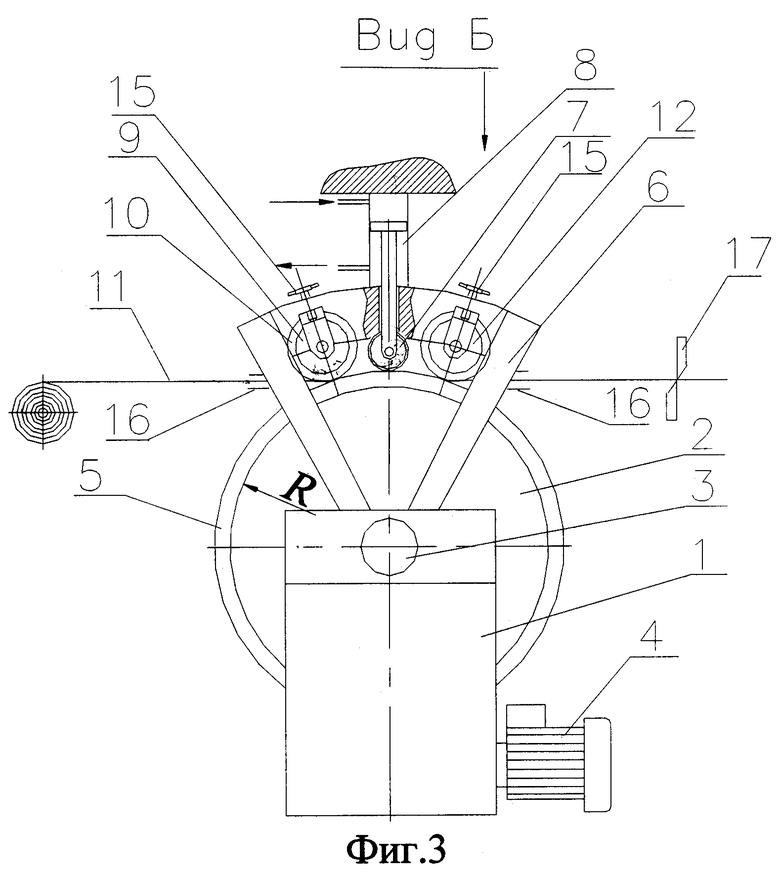
при этом упомянутый предварительно деформирующий вал расположен со стороны подачи заготовки, а гладкий вал выполнен с прижимными роликами и расположен на выходе из стана. Схема предложенной конструкции стана представлена на фиг.3-4.
Стан, изображенный на фиг.3 и 4, содержит станину 1, цилиндрический стол 2 с горизонтальной осью вращения, привод вращения стола 2 с редуктором 3, двигателем 4. На цилиндрическом столе 2 с радиусом R закреплена матрица 5 с заданным рельефом. Траверса 6 жестко закреплена на станине 1. В центре траверсы 6 установлен деформирующий жесткий профилированный вал 7, который имеет привод вертикального перемещения 8, причем привод может быть выполнен механическим, гидравлическим, электрическим или комбинированным из перечисленных выше приводов.
По краям траверсы 6 установлены валы на равном расстоянии L=D/2+d/2+(30...100 мм) от вертикальной оси жесткого профилированного вала 7. Слева установлен вал 9 с эластичной оболочкой 10 для предварительного деформирования заготовки 11. Справа расположен гладкий вал 12 с установленными по его краям, на равном расстоянии от середины оси вала, прижимными роликами 13 из эластичного материала, создающими натяжение заготовки 11.
Заготовка 11 фиксируется в продольном направлении при помощи демпфирующих прижимных роликов 14, установленных на жестком профилированном валу 7. Радиальное перемещение вала 9 и вала 12 регулируется нажимными винтами 15. На входе и выходе заготовки из стана предусмотрены направляющие проводки 16. На выходе из стана установлены барабанные ножницы 17.
Стан работает следующим образом. Включают двигатель 4. Двигатель 4 через редуктор 3 приводит в движение цилиндрический стол 2, который начинает вращаться по часовой стрелке. Передний конец заготовки 11 подается слева в направляющие проводки 16. Заготовка 11 проходит последовательно между вращающимся со столом 2 с матрицей 5 и валом 9 с эластичной оболочкой 10, затем жестким профилированным валом 7. Прижимные ролики 13 гладкого вала 12 создают натяжение заготовки 11. Вал 9 с эластичной оболочкой 10 осуществляет предварительную формовку каналов в заготовке 11. Жесткий профилированный вал 7 опускается при помощи привода вертикального перемещения 8 в предварительно отформованные углубления рельефа и осуществляет окончательное деформирование, обеспечивая необходимую степень деформации материала заготовки 11. При вращении стола 2 демпфирующие прижимные ролики 14, установленные по краям жесткого профилированного вала 7, фиксируют заготовку в продольном направлении, прижимая при качении края заготовки 11 к матрице 5. На выходе из стана справа полоса с полученным рельефом проходит через проводки 16 и подается на барабанные ножницы 17, которые режут изделие на отрезки требуемой длины. После того как задний конец заготовки пройдет через проводки 16, двигатель 4 выключают.
Предложенная конструкция стана непрерывной локальной формовки тонкой полосы из рулона обеспечивает достижение необходимого технического результата, а именно: повышает производительность стана, уменьшает его металлоемкость и снижает энергозатраты на единицу выпускаемой продукции.
Изобретение относится к области обработки давлением листового металла и предназначено для локальной формовки. Стан локальной формовки для изготовления элементов панелей плоских теплообменников содержит станину, стол с приводом перемещения, закрепленную на столе матрицу с заданной рельефной поверхностью, траверсу с установленным в ее центре приводом вертикального перемещения, предварительно деформирующий вал с эластичной оболочкой, деформирующий жесткий профилированный вал и гладкий вал с прижимными роликами. Стол с закрепленной на нем матрицей выполнен в виде цилиндра, установленного с возможностью вращения вокруг горизонтальной оси. Деформирующий жесткий профилированный вал установлен в центре неподвижной траверсы и связан с приводом вертикального перемещения. Предварительно деформирующий вал с эластичной оболочкой и гладкий вал установлены по краям траверсы на равном расстоянии от вертикальной оси деформирующего жесткого профилированного вала. Предварительно деформирующий вал расположен со стороны подачи заготовки. Гладкий вал выполнен с прижимными роликами и расположен на выходе из стана. В результате обеспечивается повышение производительности стана, уменьшение его металлоемкости и энергозатрат при изготовлении продукции. 4 ил.
Стан локальной формовки для изготовления элементов панелей плоских теплообменников, содержащий станину, стол с приводом перемещения, закрепленную на столе матрицу с заданной рельефной поверхностью, траверсу с установленным в ее центре приводом вертикального перемещения, предварительно деформирующий вал с эластичной оболочкой, деформирующий жесткий профилированный вал и гладкий вал с прижимными роликами, отличающийся тем, что стол с закрепленной на нем матрицей выполнен в виде цилиндра, установленного с возможностью вращения вокруг горизонтальной оси, деформирующий жесткий профилированный вал установлен в центре неподвижной траверсы, закрепленной на станине, и связан с приводом вертикального перемещения, а предварительно деформирующий вал с эластичной оболочкой и гладкий вал установлены по краям траверсы на равном расстоянии L от вертикальной оси деформирующего жесткого профилированного вала, величина которого определена из следующей зависимости:
L=D/2+d/2+(30...100 mm), где
D - диаметр деформирующего жесткого профилированного вала, мм;
d - диаметр предварительно деформирующего вала, мм, при этом упомянутый предварительно деформирующий вал расположен со стороны подачи заготовки, а гладкий вал выполнен с прижимными роликами и расположен на выходе из стана.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТЫМ РЕЛЬЕФОМ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2074781C1 |
| Устройство для изготовления изделий с выпукло-вогнутым рельефом из листового металла | 1990 |
|
SU1699345A3 |
| ИНСТРУМЕНТ ДЛЯ СВЕДЕНИЯ И РАЗВЕДЕНИЯ КРАЕВ РАНЫ | 1991 |
|
RU2019138C1 |
| Устройство для передвижки зданий и сооружений | 1985 |
|
SU1273476A1 |
| US 3842647 А, 22.10.1974. | |||

