Изобретение относится к обработке давлением листового металлического материала и может быть использовано при разработке оборудования, осуществляющего локальную формовку (прокатку) для изготовления изделий из листового металла, в частности, покрытий для крыш, строительных панелей и др.
Перспективным направлением нанесения рельефа на большие поверхности (несколько квадратных метров) листовых заготовок является формовка деформирующим валом с эластичной оболочкой.
Известно устройство для изготовления изделий с рельефной поверхностью из листового металла, содержащее станину с металлическим цилиндрическим валом, подушку из эластичного материала, а также стол с закрепленной на нем матрицей и электромеханический привод перемещения стола (патент Великобритании 2019288, кл. В 21 D 22/10, 1978 г.).
К недостаткам устройства следует отнести низкую стойкость эластичной подушки к воздействиям со стороны матрицы, т.к. отдельные участки плоской эластичной подушки находятся в постоянном контакте в одних и тех же точках с выступающим рельефом матрицы и низкую производительность.
Наиболее близким к изобретению является выбранное в качестве прототипа устройство для изготовления изделий с рельефной поверхностью из листового металла, содержащее станину с приводом горизонтального перемещения стола, на котором закреплена матрица с заданной рельефной поверхностью, и траверсу со штоком, на котором установлен деформирующий вал с эластичной оболочкой.
Заданный рельеф на поверхности листовой заготовки формируется при ее пропускании между матрицей и вращающимся валом с эластичной оболочкой (патент Российской Федерации 1699345, кл. 5 В 21 D 22/10, 1991 г.).
Недостаток известного устройства заключается в том, что данное устройство предназначено для локальной формовки изделий с рельефной поверхностью из листового металла, в которых глубина (высота) рельефа невелика и составляет не более 20-30 мм, а также, невозможно осуществлять деформирование данной заготовки гибкой.
Задачей изобретения является решение проблемы перехода от локальной формовки (прокатки) к локальной формовке - гибке изделий из листового металла с глубиной (высотой) рельефа поверхности более 30 мм.
Техническим результатом изобретения является расширение технологических возможностей стана при неизменных габаритных размерах и металлоемкости и, в частности, увеличение сортамента получаемых изделий с рельефной поверхностью из листового металла.
Технический результат достигается тем, что в стане для изготовления изделий с рельефной поверхностью из листового металла, содержащем станину с приводом горизонтального перемещения стола, на котором закреплена матрица с заданной рельефной поверхностью, и траверсу со штоком, на котором установлен рабочий инструмент в виде деформирующего вала с эластичной оболочкой, шток подпружинен пружиной, упирающейся своей нижней частью в основание штока, а верхней частью - в основание крышки траверсы, рабочий ход пружины Нпруж определен из выражения Нпруж= (0,8-0,95)hматр, усилие, создаваемое пружиной Рпруж на деформирующий вал с эластичной оболочкой, определено из неравенства 40 кН>Рпруж>0,5 кН, внешний диаметр эластичной оболочки Dобол определен из выражения Dобол=dвала+(20±10) мм, а длина вала Lвала определена из выражения Lвала≈10 dвала, мм, где hматр - максимальная высота гребня матрицы, мм; dвала - диаметр деформирующего вала, находится в пределах 20-100 мм. На чертеже изображен общий вид стана локальной формовки - гибки для изготовления изделий с рельефной поверхностью из листового металла. Стан содержит станину 1, на которой установлены: привод горизонтального перемещения стола 6 с редуктором 2, двигателем 3 и винтовой парой в виде вала-винта 4 и гайки 5;
- ролики 7, по которым перемещается в горизонтальном направлении стол 6;
- траверса 11 со штоком 13, на котором установлен рабочий инструмент в виде деформирующего вала 14 с эластичной оболочкой 15.
Стол 6 жестко связан через гайку 5 с приводом горизонтального перемещения станины 1. На столе установлена матрица 8, на которую в свою очередь, размещают листовую заготовку 10, фиксируя ее положение с двух сторон с помощью прижимов 9.
Изменение положения штока 13 по отношению к поверхности матрицы 8 осуществлено с помощью пружины 12, упирающейся своей нижней частью в основание штока 13, а верхней частью - в основание крышки 16 траверсы 11.
Стан работает следующим образом. В исходном положении стол 6 находится в крайнем положении - левом или в правом. На стол 6 устанавливают заготовку 10 под прижимы 9 и включают двигатель 3, который через редуктор 2 приводит движение вал-винт 4, и стол 6 через гайку 5 начинает горизонтальное перемещение по роликам 7. При дальнейшем движении стола происходит обжатие (локальная формовка-гибка) заготовки по матрице вследствие действия на нее эластичной оболочки 15 деформирующего вала 14 посредством пружины 12, сглаживающей создаваемое ею усилие на вал во впадинах и гребнях матрицы. Процесс заканчивается остановкой стола в крайнем положении.
По результатам проведенных расчетов и полученных экспериментальных данных установлено, что локальная формовка-гибка будет производиться наилучшим образом при изготовлении изделий из листового металла толщиной до 1.5 мм, если при этом рабочий ход пружины Нпруж будет составлять Нпруж=(0,8-0,95)hматр, где hматр - максимальная высота гребня матрицы, мм, а сила, создаваемая пружиной Рпруж на деформирующий вал с эластичной оболочкой, составляет 40 кН>Рпруж>0,5 кН. При этом, деформирующий вал и эластичная оболочка должны иметь следующие геометрические параметры: Dобол= dвaлa+(20±10) мм, где dвaлa - диаметр деформирующего вала, который варьируется в пределах dвaлa=20-100 мм, а длина вала Двала находится из соотношения Двала≈10dвала мм.
Изобретение относится к обработке давлением листового металлического материала и может быть использовано при разработке оборудования, осуществляющего локальную формовку (прокатку) для изготовления изделий из листового металла, в частности, покрытий для крыш, строительных панелей и др. Стан для изготовления изделий с рельефной поверхностью из листового металла содержит станину с приводом горизонтального перемещения стола, на котором закреплена матрица с заданной рельефной поверхностью, и траверсу со штоком, на котором установлен рабочий инструмент в виде деформирующего вала с эластичной оболочкой, шток подпружинен пружиной, упирающейся своей нижней частью в основание штока, а верхней частью - в основание крышки траверсы. Рабочий ход и усилие пружины, а также геометрические параметры деформирующего вала и эластичной оболочки определены из представленных в формуле выражений. При неизменных габаритных размерах и металлоемкости увеличивается сортамент получаемых изделий. 1 ил.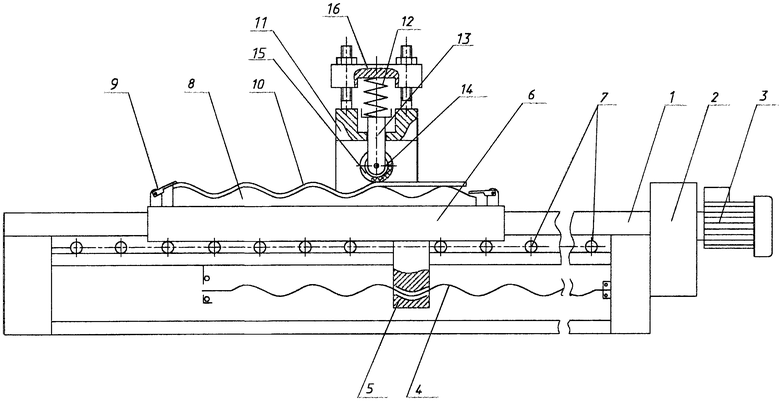
Стан локальной формовки-гибки для изготовления изделий с рельефной поверхностью из листового металла, содержащий станину, стол с приводом горизонтального перемещения, закрепленную на столе матрицу с заданной рельефной поверхностью в виде гребней, траверсу со штоком, имеющим возможность изменения положения относительно поверхности матрицы, установленный на штоке рабочий инструмент в виде деформирующего вала с эластичной оболочкой, отличающийся тем, что шток подпружинен пружиной, опирающейся нижней частью в основание штока, а верхней - в основание имеющейся крышки траверсы, рабочий ход пружины определен из выражения Нпруж= (0,8-0,95)hматр, усилие, создаваемое пружиной Рпруж на шток, определено из неравенства 40кН>Pпруж>0,5кН, внешний диаметр эластичной оболочки деформирующего вала Dобол определен из выражения Dобол= dвала+(20±10) мм, а длина деформирующего вала Lвала определена из выражения Lвала= 10dвала мм, где hматр - максимальная высота гребня матрицы, мм; d - диаметр деформирующего вала, равный 20-100 мм.
| Устройство для изготовления изделий с выпукло-вогнутым рельефом из листового металла | 1990 |
|
SU1699345A3 |
| Устройство для гибки заготовок | 1979 |
|
SU878390A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТЫМ РЕЛЬЕФОМ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2071853C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЕМОСОРБЕНТА | 1991 |
|
RU2019288C1 |
| US 3842647, 22.10.1974. | |||

