Изобретение относится к обработке давлением листового металлического материала и может быть использовано при разработке оборудования, осуществляющего локальную формовку каналов в элементах плоских теплообменников.
Перспективным направлением нанесения рельефа на большие поверхности (несколько квадратных метров) листовых заготовок является формовка деформирующим валом с эластичной оболочкой.
Известен стан локальной формовки для изготовления изделий с выпукло-вогнутой рельефной поверхностью из листового металла, выбранный в качестве аналога, который содержит станину с приводом горизонтального перемещения стола, стол, на котором закреплена матрица с заданной рельефной поверхностью, и траверсу со штоком, на котором установлен деформирующий вал с эластичной оболочкой. Заданный рельеф на поверхности листовой заготовки формируется при ее пропускании между матрицей и вращающимся валом с эластичной оболочкой (патент Российской Федерации №1699345, кл. В 21 D 22/10, 1991 г.).
К недостаткам устройства следует отнести ограниченные возможности при формовке рельефа на листовой заготовке по глубине, в том числе при формовке продольных каналов в элементах панелей плоских теплообменников, так как при использовании рабочего инструмента с эластичной оболочкой максимальные нормальные напряжения на контактной поверхности эластичной оболочки с заготовкой, как правило, не превышают 10 МПа.
Для устранения этого недостатка была предложена конструкция стана локальной формовки с дополнительным жестким профилированным валом, который служит для доформовки каналов в листовой заготовке до требуемой глубины.
Это устройство выбрано в качестве прототипа, так как является наиболее близким к изобретению.
Заданный рельеф на поверхности листовой заготовки формируется при ее последовательном пропускании между матрицей и вращающимся валом с эластичной оболочкой и жестким валом с рельефной поверхностью (патент Российской Федерации №2074781, кл. В 21 D 22/10 5/14, 1994 г.).
Недостаток известного устройства заключается в потере производительности, а также в дополнительных энергозатратах из-за того, что стан совершает холостой ход из крайнего правого в крайнее левое положение.
Задачей изобретения является повышение производительности стана и уменьшение энергозатрат на изготовление единицы продукции.
Техническим результатом изобретения является повышение производительности стана и снижение энергозатрат на выпуск единицы продукции.
Технический результат достигается тем, что изобретенный стан локальной формовки для изготовления элементов панелей плоских теплообменников, содержащий станину, привод горизонтального перемещения стола, стол с закрепленной на нем матрицей с заданной рельефной поверхностью, траверсу, закрепленную на станине посредством оси с возможностью поворота, вал с эластичной оболочкой для предварительного деформирования листовой заготовки, привод вертикального перемещения вала с эластичной оболочкой, установленный в центре траверсы, жесткий вал с профилированной поверхностью, смонтированный на траверсе, с установленными на нем нажимными роликами, нажимной механизм с направляющими планками, закрепленными на столе, снабжен вторым жестким профилированным валом, оба вала смонтированы по краям траверсы на расстоянии L=D/2+d/2+(20...200 мм) от центра траверсы, каждый из валов выполнен с нажимными роликами по их краям, нажимные ролики выполнены с возможностью установки в положение контакта с направляющими планками, при этом ролики левого вала установлены с возможностью взаимодействия с направляющими планками при движении стола вправо и наоборот. Нажимные ролики жестких валов могут быть выполнены подвижными и имеют привод горизонтального перемещения, а направляющие планки выполнены неподвижными.
Направляющие планки могут быть выполнены подвижными с приводом горизонтального перемещения, а ролики могут быть выполнены неподвижными.
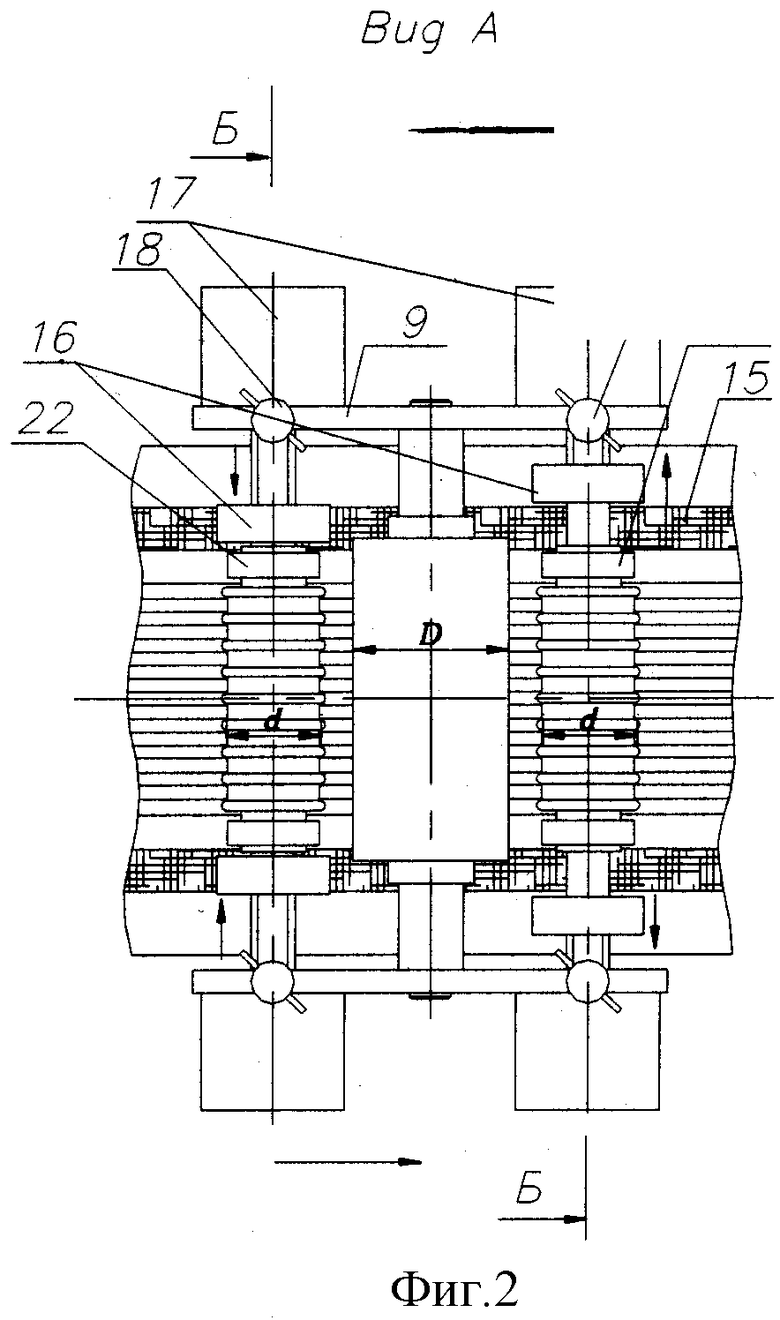
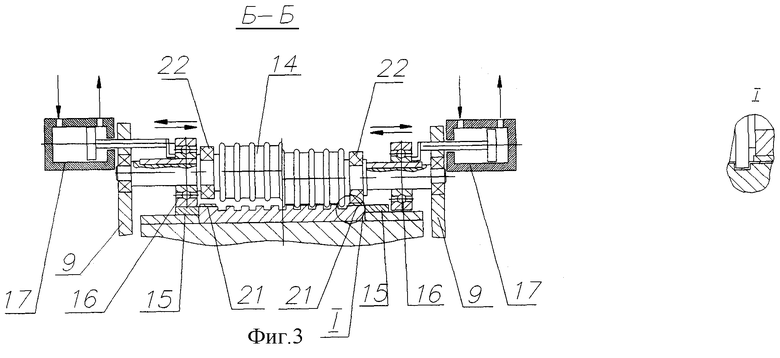
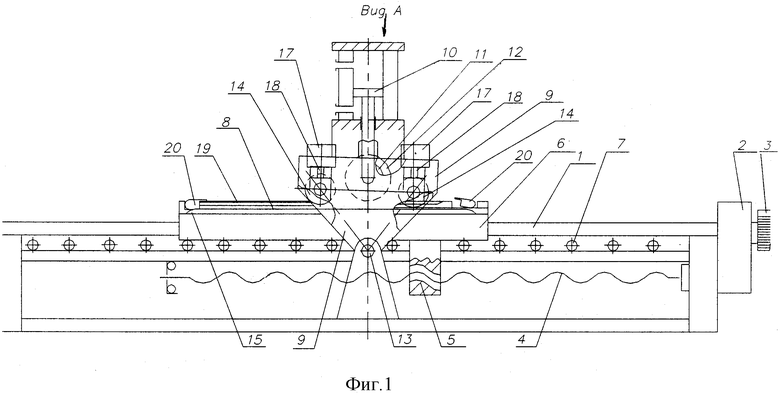
Схема предложенной конструкции стана для случая, когда ролики выполнены подвижными, а планки неподвижными, представлена на фиг.1-3.
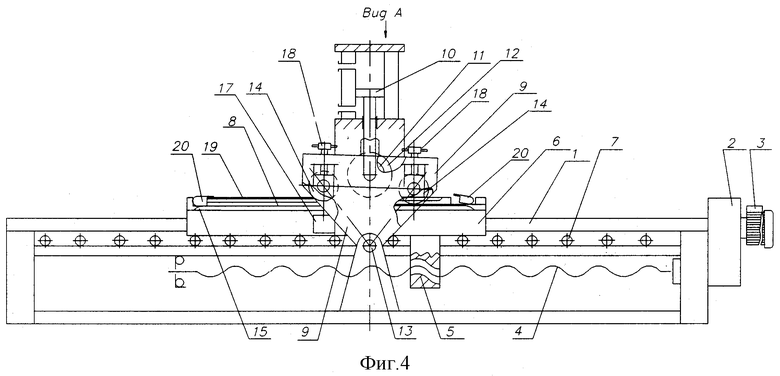
Стан содержит станину 1, привод горизонтального перемещения с редуктором 2, двигателем 3 и винтовой парой в виде вала-винта 4 и гайки 5, жестко связанной со столом 6, который имеет возможность двигаться по станине 1 с помощью роликов 7, расположенных снизу стола 6.
На столе 6 закреплена матрица 8. Траверса 9 с приводом вертикального перемещения 10 вала 11 с эластичной оболочкой 12, расположенного в ее центре, закреплена на станине 1 посредством оси 13 с возможностью поворота. Нажимной механизм двух жестких профилированных валов 14 содержит направляющие планки 15, закрепленные на столе 6 вдоль продольных боковых поверхностей матрицы 8, установленные по краям каждого жесткого вала 14, пару нажимных роликов 16. Каждый нажимной ролик 16 имеет привод горизонтального перемещения 17, закрепленный на траверсе 9. Жесткие профилированные валы 14 имеют регулировочные механизмы изменения глубины каналов 18 в виде винтовых пар.
Заготовка 19 фиксируется на матрице 8 поперек стола с помощью поперечных прижимов 20 и вдоль стола продольными прижимньми планками 21, которые фиксируются парой демпфирующих прижимных роликов 22, установленных по краям каждого жесткого профилированного вала 14.
Стан работает следующим образом: в исходном положении стол 6 находится в крайнем (левом или правом) положении. Листовую заготовку 19 укладывают на матрицу 8, фиксируют ее при помощи поперечных прижимов 20 и продольных прижимных планок 21. Затем включают двигатель 3, который через редуктор 2 приводит в движение вал-винт 4, и стол 6, жестко связанный с гайкой 5, начинает горизонтальное перемещение по роликам 7 из крайнего левого положения направо. Матрица 8 с заготовкой 19 проходит вместе со столом 6 между валом 11с эластичной оболочкой 12, который имеет привод вертикального перемещения 10, при этом осуществляется предварительное деформирование заготовки. Нажимные ролики 16 левого жесткого вала 14 устанавливаются их приводами горизонтального перемещения 17 над направляющими планками 15, а затем накатываются на выступы направляющих планок 15, при этом траверса 9 поворачивается вокруг оси 13, и правый жесткий вал 14 с рельефной боковой поверхностью опускается в предварительно отформованные валом 11 с эластичной оболочкой 12 углубления рельефа и осуществляет окончательное деформирование, обеспечивая необходимую глубину рельефа в заготовке 19, регулируемую нажимным механизмом 18. По ходу движения стола 6 продольные прижимные планки 21 фиксируют листовую заготовку 19 при помощи катящихся по ним демпфирующих прижимных роликов 22, установленных на жестком валу 14 с рельефной поверхностью, прижимая края заготовки 19 к матрице 8. В конце рабочего хода нажимные ролики 16 левого жесткого вала 14 с рельефной поверхностью скатываются с выступов направляющих планок 15, траверса 9 поворачивается на оси 13, и жесткий вал 14 с рельефной боковой поверхностью поднимается из углублений рельефа полученного изделия, стол 6 останавливается в крайнем правом положении. Полученное изделие удаляется из матрицы. Далее цикл обработки последующей заготовки повторяется при перемещении стола из крайнего правого положения в крайнее левое положение. При этом нажимные ролики 16 правого жесткого вала 14 устанавливаются их приводами горизонтального перемещения 17 над направляющими планками 15, а затем накатываются на выступы направляющих планок 15. Траверса 9 поворачивается вокруг оси 13, левый жесткий вал 14 с рельефной боковой поверхностью опускается в предварительно отформованные валом 11 с эластичной оболочкой 12 углубления рельефа и осуществляет окончательное деформирование, обеспечивая необходимую глубину рельефа в заготовке 19.
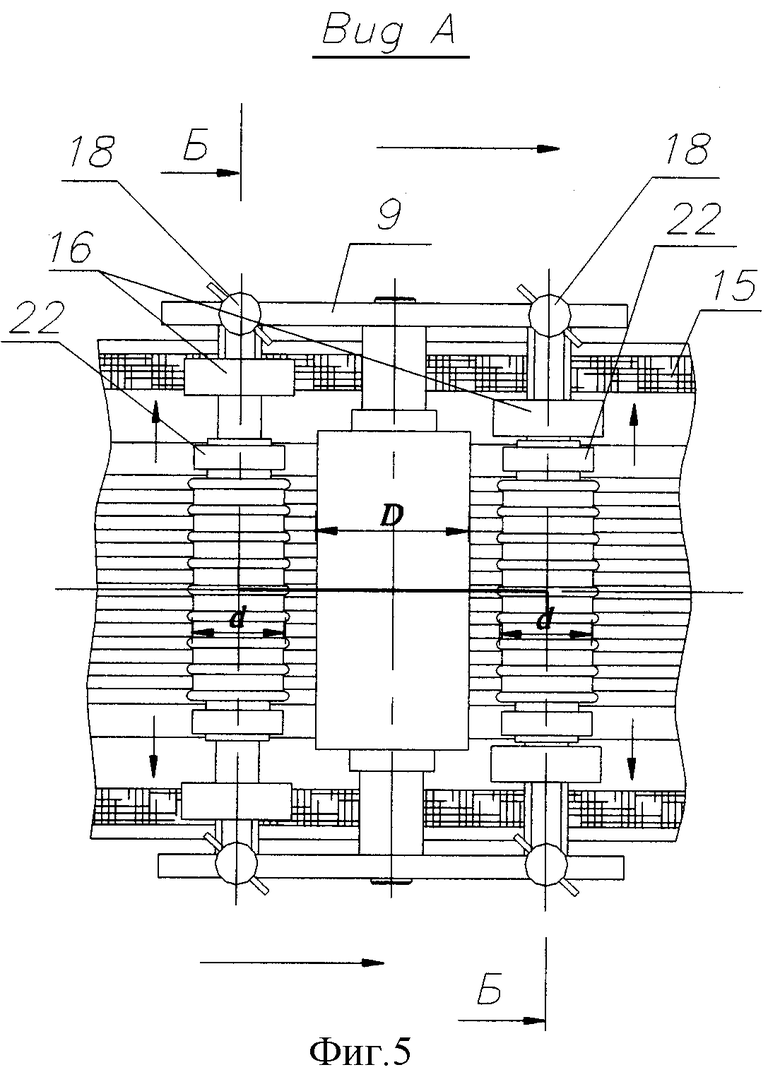
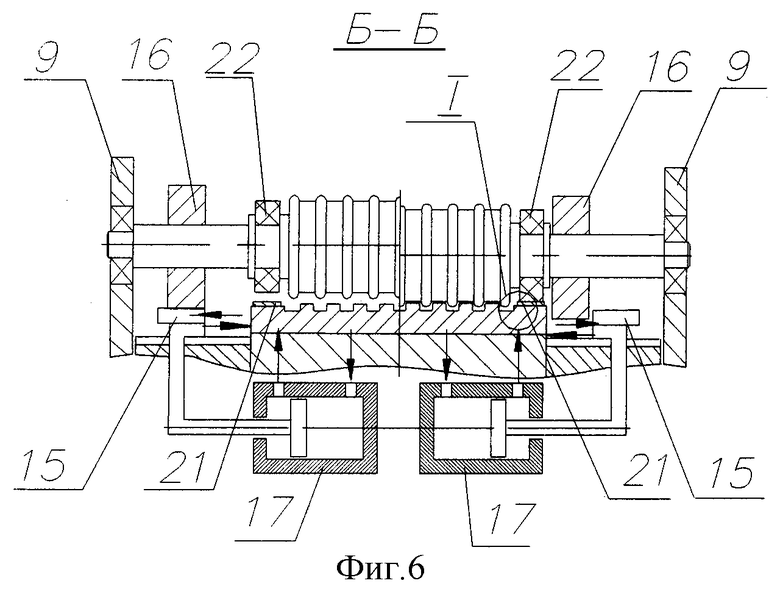
Схема предложенной конструкции стана для случая, когда ролики выполнены неподвижными, а планки подвижными, представлена на фиг.4-6.
В отличие от предложенной первой схемы стана конструкции механизм вертикального перемещения двух жестких профилированных валов 14 содержит подвижные направляющие планки 15, расположенные на столе 6 вдоль продольных боковых поверхностей матрицы 8, каждая направляющая планка 15 имеет привод горизонтального перемещения 17, установленный под столом 6 по краям, и может перемещаться в пазах на столе 6 в поперечном направлении. Нажимной механизм жестких профилированных валов 14 содержит также установленные по краям каждого жесткого вала 14 пару нажимных роликов 16 на разных расстояниях от середины оси каждого жесткого вала 14.
Отличие в работе стана, выполненного для второго случая, от предложенной выше заключается в следующем: при рабочем ходе стана из крайнего левого положения направо подвижные направляющие планки 15 устанавливаются приводом горизонтального перемещения 17 под нажимные ролики 16 левого жесткого вала 14 с рельефной поверхностью. Затем нажимные ролики 16 левого жесткого вала 14 накатываются на выступы подвижных направляющих планок 15. При этом траверса 9 поворачивается вокруг оси 13, и правый жесткий вал 14 с рельефной боковой поверхностью опускается в предварительно отформованные валом 11 с эластичной оболочкой 12 углубления рельефа и осуществляет окончательное деформирование. При перемещении стола из крайнего правого положения в крайнее левое положение подвижные направляющие планки 15 устанавливаются приводом горизонтального перемещения 17 под нажимные ролики 16 правого жесткого вала 14 с рельефной поверхностью. Нажимные ролики 16 правого жесткого вала 14 накатываются на выступы подвижных направляющих планок 15. Траверса 9 поворачивается вокруг оси 13, левый жесткий вал 14 с рельефной боковой поверхностью опускается в предварительно отформованные валом 11 с эластичной оболочкой 12 углубления рельефа и осуществляет окончательное деформирование, обеспечивая необходимую глубину рельефа в заготовке 19.
Предложенная конструкция стана, в которой возможно использование возвратного хода в качестве рабочего, обеспечивает достижение необходимого технического результата, а именно: повышает производительность стана и снижает энергозатраты на выпуск единицы продукции.
Изобретение относится к обработке металлов давлением и может быть использовано для локальной формовки каналов в плоских теплообменниках. Стан содержит станину, стол, привод его горизонтального перемещения, закрепленную на столе матрицу с заданной рельефной поверхностью, траверсу, закрепленную на станине посредством оси с возможностью поворота, установленный в центре траверсы вал с эластичной оболочкой для предварительного деформирования листовой заготовки с приводом его вертикального перемещения. Стан содержит также два жестких вала с профилированной поверхностью и нажимным механизмом с направляющими планками, закрепленными на столе. Упомянутые жесткие валы смонтированы по краям траверсы, нажимные ролики размещены по краям упомянутых жестких валов и выполнены с возможностью установки в положение контакта с направляющими планками, при этом упомянутые ролики левого вала установлены с возможностью взаимодействия с направляющими планками при движении стола вправо и наоборот. Увеличивается производительность за счет использования возвратного хода в качестве рабочего, снижается металлоемкость стана и уменьшаются энергозатраты. 2 з.п. ф-лы, 6 ил.
D - диаметр вала с эластичной оболочкой;
d - диаметр жесткого вала.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТЫМ РЕЛЬЕФОМ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2074781C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| US 5119658 A, 06.09.1992 | |||
| Вихревой распылительный аппарат | 1974 |
|
SU494170A1 |

