Изобретение относится к обработке давлением тонколистовых металлов и может быть использовано при разработке оборудования для локальной формовки каналов в элементах плоских теплообменников.
Перспективным направлением нанесения рельефа на листовые заготовки больших поверхностей (несколько квадратных метров) является последовательная локальная формовка предварительно деформирующим валом и валом, осуществляющим окончательное деформирование с получением рельефа требуемой глубины.
Известен стан локальной формовки для изготовления из листового металла изделий с продольными каналами, выбранный в качестве прототипа, так как является наиболее близким к изобретению. Стан содержит станину, стол с закрепленной на нем матрицей, имеющей заданный технологический профиль, траверсу с приводом горизонтального перемещения, в центре которой установлен жесткий профилированный вал, по краям установлены два вала с эластичной оболочкой, за счет чего траверса имеет возможность совершать рабочий ход из любого крайнего положения.
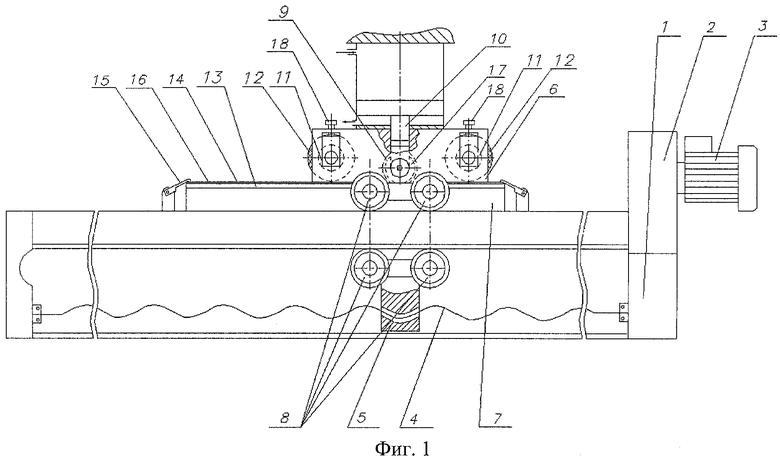
Заданный рельеф на поверхности листовой заготовки формируется при ее последовательной формовке в матрице с продольными каналами вращающимся валом с эластичной оболочкой, а затем жестким профилированным валом (патент Российской Федерации №2246369, кл. В21D 22/10, 2005 г.). Схема стана локальной формовки представлена на фигуре 1.
Стан содержит станину 1, привод горизонтального перемещения с редуктором 2, двигателем 3, винтовую пару в виде вала-винта 4 и гайки 5, жестко связанной с траверсой 6, которая таким образом имеет возможность двигаться по неподвижному столу 7 с помощью спаренных роликов 8, расположенных сверху и снизу стола 7. В траверсе 8 установлен деформирующий жесткий вал 9 с рельефной поверхностью, который имеет привод вертикального перемещения 10. Также в траверсе по ее краям на равном расстоянии от оси жесткого вала 9 и на одном уровне с ним установлены два вала 11 с эластичной оболочкой 12.
На неподвижном столе 7 установлена матрица 13, на которую размещают листовую заготовку 14, фиксируя ее положение с помощью поперечных прижимов 15 и продольных прижимных планок 16, которые в свою очередь фиксируются при помощи демпфирующих прижимных роликов 17, установленных на жестком валу 9 с рельефной поверхностью. Вертикальное перемещение валов 11 регулируется нажимными винтами 18.
Стан локальной формовки для изготовления элементов панелей плоских теплообменников работает следующим образом.
В исходном положении траверса 6 находится в крайнем (левом или правом) положении. На матрицу 13 устанавливают заготовку 14, фиксируют ее при помощи поперечных прижимов 15 и продольных прижимных планок 16, затем включают двигатель 3, который через редуктор 2 приводит в движение вал-винт 4. Траверса 6 через жестко связанную с ней гайку 5 начинает горизонтальное перемещение по роликам 7 из крайнего левого положения направо. При движении траверсы 6 правый вал 11 с эластичной оболочкой 12 осуществляет предварительную формовку каналов в листовой заготовке 14.
Жесткий вал 9 с рельефной боковой поверхностью опускается при помощи привода вертикального перемещения 10 в предварительно отформованные углубления рельефа и осуществляет окончательное деформирование, обеспечивая необходимую степень деформации материала заготовки 14. При этом левый вал 11 с эластичной оболочкой 12 прижимает заготовку 14, создавая натяжение материала заготовки, что исключает образование продольных складок. По ходу движения траверсы 6 продольные прижимные планки 16 фиксируют листовую заготовку 14 при помощи катящихся по ним демпфирующих прижимных роликов 17, установленных на жестком валу 9 с рельефной поверхностью, прижимая края заготовки 14 к матрице 13. Процесс заканчивается остановкой траверсы 6 в крайнем правом положении в конце рабочего хода, когда левый вал 11 с эластичной оболочкой 12 полностью скатывается с матрицы 13. Полученное изделие удаляется из матрицы 13. Далее цикл обработки последующей заготовки повторяется при перемещении траверсы из крайнего правого положения в крайнее левое положение. При этом левый вал 11 с эластичной оболочкой 12 осуществляет предварительное деформирование листовой заготовки 13, а правый вал 11 с эластичной оболочкой 12 создает натяжение заготовки 13.
Недостатки известного устройства заключаются в том, что при деформировании тонколистовых заготовок из нержавеющих сталей толщиной S0=0,3...0,5 мм в матрице с достаточно узкими полостями В=10...12 мм максимальная допустимая глубина формуемых каналов достаточно мала и не превышает 3 мм. В процессе локальной формовки наблюдается значительное коробление деталей, получаемые изделия принимают серповидную форму в продольном направлении, поэтому требуют последующей правки на дополнительном оборудовании. Энергоемкость процесса формовки увеличивается за счет необходимости деформирования эластичных оболочек валов. Кроме того, эластичная оболочка вала может испытывать достаточно небольшое число циклов нагружения (около 1000...1200 циклов), поэтому при интенсивном производстве изделий будет происходить быстрый износ эластичных оболочек валов и возникать необходимость их частой смены.
Задачей изобретения является увеличение глубины формуемых каналов, исключение последующей операции правки полученных деталей на дополнительном оборудовании, уменьшение энергоемкости процесса формовки за счет устранения необходимости деформирования эластичной среды, а следовательно, снижение энергозатрат на изготовление единицы продукции. А также исключение затрат на замену эластичных оболочек предварительно деформирующих валов.
Техническим результатом изобретения является увеличение максимальной глубины получаемых в изделии каналов, исключение операции правки на дополнительном оборудовании, снижение энергозатрат на выпуск единицы продукции, исключение затрат на замену эластичных оболочек предварительно деформирующих валов.
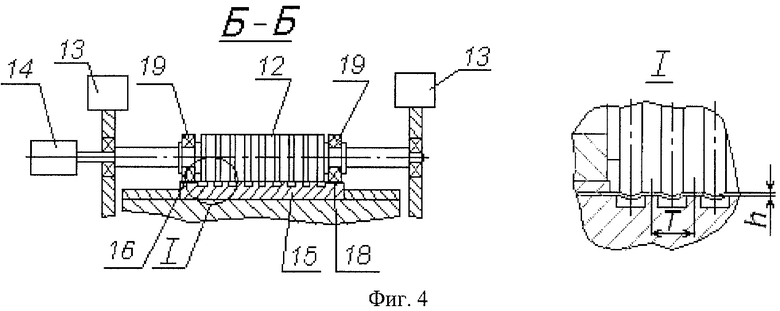
Технический результат достигается тем, что изобретенный стан локальной формовки для изготовления элементов панелей плоских теплообменников из листовой заготовки, содержащий станину, стол с закрепленной на нем матрицей с заданным технологическим профилем, траверсу с приводом горизонтального перемещения, установленную на спаренных роликах, жесткий профилированный вал для основного деформирования с приводом вертикального перемещения снабжен двумя профилированными валами, которые выполнены жесткими, для предварительного деформирования листовой заготовки, смонтированными по краям траверсы на равном расстоянии  от вертикальной оси вала для основного деформирования с возможностью вертикального перемещения, один из которых предназначен для предварительной формовки каналов в листовой заготовке, а второй из которых предназначен для правки листовой заготовки, имеют возможность вращения и создания необходимого натяжения листовой заготовки, выполнены с волнистым профилем с высотой волны h=0,5...1,5 мм и периодом Т=10...35 мм, имеют индивидуальные гидравлические, электрические или комбинированные приводы вертикального перемещения и вращения, вал основного деформирования выполнен с возможностью вращения от гидравлического, электрического или комбинированного привода, причем упомянутые приводы валов и привод горизонтального перемещения траверсы для создания постоянных растягивающих напряжений в продольном направлении деформирования выполнены с возможностью управления скоростями вращения валов и скоростью перемещения упомянутой траверсы посредством ЭВМ.
от вертикальной оси вала для основного деформирования с возможностью вертикального перемещения, один из которых предназначен для предварительной формовки каналов в листовой заготовке, а второй из которых предназначен для правки листовой заготовки, имеют возможность вращения и создания необходимого натяжения листовой заготовки, выполнены с волнистым профилем с высотой волны h=0,5...1,5 мм и периодом Т=10...35 мм, имеют индивидуальные гидравлические, электрические или комбинированные приводы вертикального перемещения и вращения, вал основного деформирования выполнен с возможностью вращения от гидравлического, электрического или комбинированного привода, причем упомянутые приводы валов и привод горизонтального перемещения траверсы для создания постоянных растягивающих напряжений в продольном направлении деформирования выполнены с возможностью управления скоростями вращения валов и скоростью перемещения упомянутой траверсы посредством ЭВМ.
Схема стана локальной формовки с двумя жесткими предварительно деформирующими валами представлена на фигуре 2.
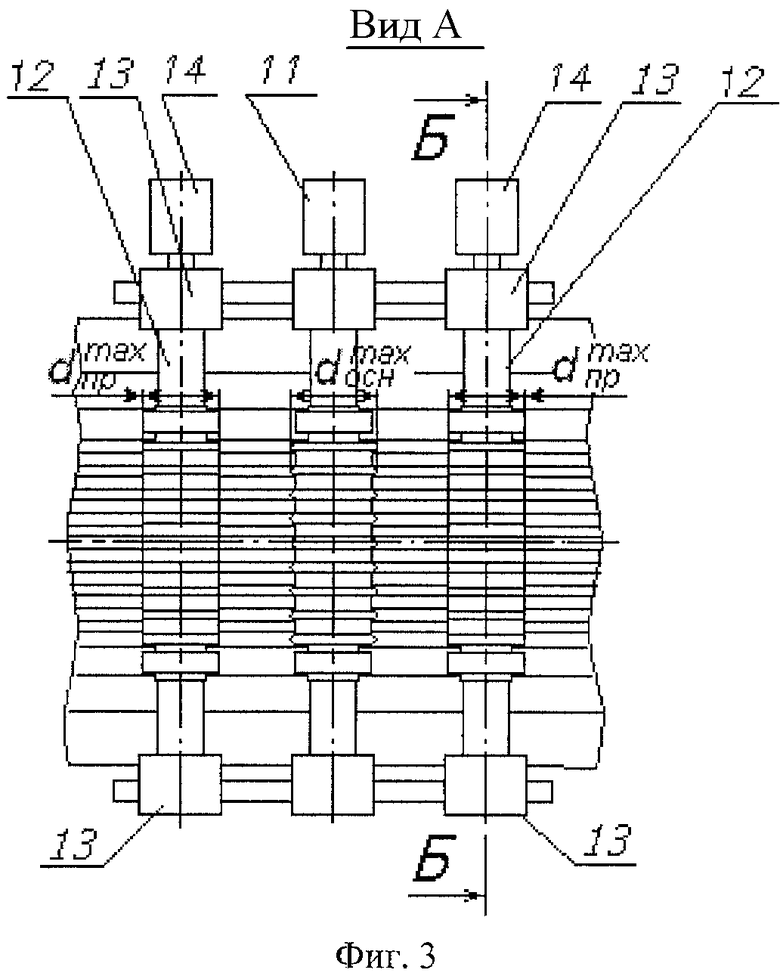
Стан состоит из станины 1, траверсы 2 с приводом горизонтального перемещения, состоящего из редуктора 3, двигателя 4, винтовой пары в виде вала-винта 5 и гайки 6, жестко связанной с траверсой 2, которая имеет возможность двигаться по столу 7 с помощью спаренных роликов 8, расположенных сверху и снизу стола 7. В центре траверсы 2 установлен жесткий профилированный вал 9 для основного деформирования листовой заготовки, который имеет привод вертикального перемещения 10 и привод вращения 11. Также в траверсе 2 по ее краям на равном расстоянии от оси вала 9 установлены два предварительно деформирующих вала 12 с волнистым профилем, которые выполнены жесткими, каждый из которых снабжен приводом вертикального перемещения 13 и приводом вращения 14. (Вид на валы сверху и сечение по предварительно деформирующему валу представлены на фигурах 3, 4).
На столе 7 установлена матрица 15, на которой фиксируют листовую заготовку 16, с помощью поперечных прижимных планок 17 и продольных прижимных планок 18, которые дополнительно фиксируются при помощи демпфирующих прижимных роликов 19 установленных по краям профилированного вала 9.
Стан локальной формовки для изготовления элементов панелей плоских теплообменников работает следующим образом.
В исходном положении траверса 2 находится в крайнем левом положении. На матрице 15 фиксируют заготовку 16 с помощью левой поперечной прижимной планки 17 и продольных прижимных планок 18, затем включают двигатель 4, который через редуктор 3 приводит в движение вал-винт 5. Траверса 2 через жестко связанную с ней гайку 6 начинает горизонтальное перемещение по роликам 7 из крайнего левого положения направо. При движении траверсы 2 правый предварительно деформирующий вал 12, который выполнен жестким, вращаясь посредством привода 14, осуществляет предварительную формовку каналов в листовой заготовке 16. Жесткий профилированный вал 9 для основного деформирования, опускается при помощи привода вертикального перемещения 10 в предварительно отформованные углубления рельефа и, вращаясь посредством привода 11, осуществляет основное деформирование, обеспечивая необходимую степень деформации материала заготовки 16 для получения в изделии каналов требуемой глубины. При этом оба предварительно деформирующих вала 12, которые выполнены жесткими, с помощью их приводов вертикального перемещения 13 и вращения 14 создают необходимое натяжение листовой заготовки, что позволяет избежать образования таких дефектов как складки и зажимы металла. Левый предварительно деформирующий вал 12, который выполнен жестким, вращаясь посредством привода 14, выполняет функцию правильного инструмента. По ходу движения траверсы 2 продольные прижимные планки 18 фиксируют листовую заготовку 16 при помощи катящихся по ним демпфирующих прижимных роликов 19, установленных на жестком профилированном валу 9 для основного профилирования, прижимая края заготовки 16 к матрице 15. Процесс заканчивается остановкой траверсы 2 в конце рабочего хода в крайнем правом положении, при этом левый предварительно деформирующий вал 12, который выполнен жестким, полностью скатывается с матрицы 15. Полученное изделие удаляется из матрицы 15. Цикл обработки последующей заготовки повторяется при перемещении траверсы из крайнего правого положения в крайнее левое положение. В данном случае заготовку фиксируют на матрице правой поперечной прижимной планкой 17 и продольными прижимными планками 18. При этом левый предварительно деформирующий вал 12, который выполнен жестким, осуществляет предварительное деформирование листовой заготовки 16, а правый предварительно деформирующий вал 12, который выполнен жестким, выполняет функцию правильного инструмента, вращение валов осуществляется от приводов 14.
Предложенная конструкция стана с двумя предварительно деформирующими валами, которые выполнены жесткими, имеющими волнистый профиль, и жестким профилированным валом для основного деформирования с индивидуальными приводами вращения, обеспечивает достижение необходимого технического результата. А именно: увеличение максимальной глубины получаемых в изделии каналов, исключение операции правки на дополнительном оборудовании, снижение энергозатрат на выпуск единицы продукции и исключение затрат на замену эластичных оболочек предварительно деформирующих валов за счет использования предварительно деформирующих валов, которые выполнены жесткими, с волнистым профилем, и жесткого профилированного вала для основного деформирования с индивидуальными приводами вращения, управляемыми посредством ЭВМ.
Изобретение относится к обработке давлением листового металлического материала и может быть использовано при разработке оборудования, осуществляющего локальную формовку каналов в элементах плоских теплообменников. Стан содержит станину, стол с закрепленной на нем матрицей с заданным технологическим профилем, траверсу с приводом горизонтального перемещения, установленную на спаренных роликах, жесткий профилированный вал для основного деформирования с приводом вертикального перемещения, два предварительно деформирующих вала, смонтированных по краям траверсы на равном расстоянии от вертикальной оси вала для основного деформирования с возможностью вертикального перемещения. Один из них предназначен для предварительной формовки каналов в листовой заготовке. Предварительно деформирующие валы, второй из которых предназначен для правки листовой заготовки, имеют возможность вращения и создания необходимого натяжения листовой заготовки, выполнены жесткими с волнистым профилем с определенной высотой и периодом волн. Упомянутые валы смонтированы на определенном расстоянии от вертикальной оси вала для основного деформирования и имеют индивидуальные гидравлические, электрические или комбинированные приводы вертикального перемещения и вращения. Вал основного деформирования выполнен с возможностью вращения от гидравлического, электрического или комбинированного привода. Причем упомянутые валы и привод горизонтального перемещения траверсы выполнены с возможностью управления скоростями вращения валов и упомянутым приводом траверсы посредством ЭВМ. Увеличивается максимальная глубина получаемых в изделии каналов, исключаются операции правки на дополнительном оборудовании, снижаются энергозатраты на выпуск единицы продукции. 4 ил.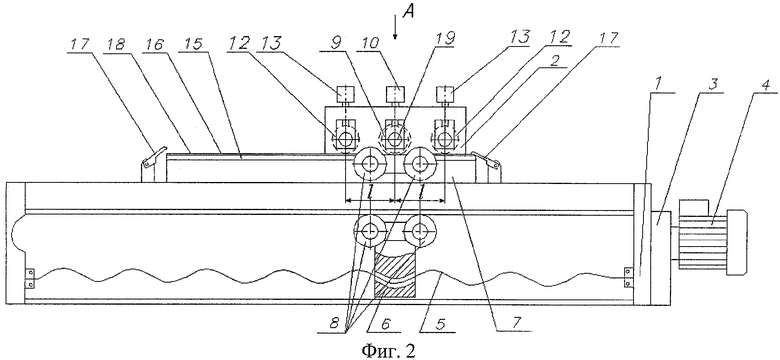
Стан локальной формовки для изготовления элементов панелей плоских теплообменников из листовой заготовки, содержащий станину, стол с закрепленной на нем матрицей с заданным технологическим профилем, траверсу с приводом горизонтального перемещения, установленную на спаренных роликах, жесткий профилированный вал для основного деформирования с  и приводом вертикального перемещения, два предварительно деформирующих вала с
и приводом вертикального перемещения, два предварительно деформирующих вала с  , смонтированных по краям траверсы на равном расстоянии от вертикальной оси вала для основного деформирования с возможностью вертикального перемещения, один из которых предназначен для предварительной формовки каналов в листовой заготовке, отличающийся тем, что предварительно деформирующие валы, второй из которых предназначен для правки листовой заготовки, имеют возможность вращения и создания необходимого натяжения листовой заготовки, выполнены жесткими с волнистым профилем с высотой волны h=0,5...1,5 мм и периодом Т=10...35 мм, смонтированы на расстоянии от вертикальной оси вала для основного деформирования, равном
, смонтированных по краям траверсы на равном расстоянии от вертикальной оси вала для основного деформирования с возможностью вертикального перемещения, один из которых предназначен для предварительной формовки каналов в листовой заготовке, отличающийся тем, что предварительно деформирующие валы, второй из которых предназначен для правки листовой заготовки, имеют возможность вращения и создания необходимого натяжения листовой заготовки, выполнены жесткими с волнистым профилем с высотой волны h=0,5...1,5 мм и периодом Т=10...35 мм, смонтированы на расстоянии от вертикальной оси вала для основного деформирования, равном  и имеют индивидуальные гидравлические, электрические или комбинированные приводы вертикального перемещения и вращения, вал основного деформирования выполнен с возможностью вращения от гидравлического, электрического или комбинированного привода, причем упомянутые валы и привод горизонтального перемещения траверсы выполнены с возможностью управления скоростями вращения валов и упомянутым приводом траверсы посредством ЭВМ.
и имеют индивидуальные гидравлические, электрические или комбинированные приводы вертикального перемещения и вращения, вал основного деформирования выполнен с возможностью вращения от гидравлического, электрического или комбинированного привода, причем упомянутые валы и привод горизонтального перемещения траверсы выполнены с возможностью управления скоростями вращения валов и упомянутым приводом траверсы посредством ЭВМ.
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПАНЕЛЕЙ ПЛОСКИХ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2246369C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| US 5119658 A, 06.09.1992. | |||

