Область техники
Изобретение относится к машиностроению, в частности к обработке давлением листового металла, и может быть использовано как оборудование, осуществляющее операции деформирования и разделения листового металла.
Уровень техники
Ближайшим аналогом заявленного изобретения является стан локальной формовки для изготовления изделий с рельефной поверхностью из листового металла (Патент РФ 2197353, МКИ 7 B21D 22/10; опубл. 27.01.03 г. БИ №3).
На станине стана располагается неподвижный стол с закрепленной на нем матрицей, на которую устанавливается заготовка и фиксируется с двух сторон прижимами. Также на станине установлен привод горизонтального перемещения подвижной траверсы, который состоит из двигателя, редуктора и винтовой пары в виде вала-винта и гайки. Гайка жестко связана с подвижной траверсой, на которой находится деформирующий вал с эластичной оболочкой и привод его вертикального перемещения, с помощью которых осуществляется гибка-формовка заготовки.
Ограничением данного стана является то, что он имеет недостаточные технологические возможности обработки листового металла и позволяет обрабатывать материалы ограниченной номенклатуры, в том числе: алюминиевые сплавы с толщиной листа до 1 мм и пределом прочности σв до 120 МПа и стали с толщиной листа 0,3-0,5 мм и пределом прочности σв до 250 МПа.
Для значительного расширения технологических возможностей устройства и номенклатуры используемых материалов и получения из них изделий с рельефом гораздо большей требуемой глубины и периметра стан данной конструкции необходимо существенно усовершенствовать.
Раскрытие изобретения
Задачей изобретения является расширение технологических возможностей обработки листового металла для увеличения номенклатуры выпускаемых изделий, сокращения времени на переналадку оборудования и на производство изделий на нем, с сохранением высокого качества поверхности листового металла.
Для решения этой задачи разработана конструкция гибкого производственного комплекса для деформирования и резки листового металла, в котором совмещены операции локальной формовки и резки, а также гибки-формовки, осуществляемые соответствующими модулями.
Гибкий производственный комплекс для деформирования и резки металла характеризуется наличием двух обрабатывающих заготовку модулей: модуля локальной формовки и резки (для выполнения операций локальной формовки, резки эластомерной средой и лазерной резки металла) и модуля гибки-формовки (для выполнения одноименной операции). Оба модуля установлены на одной станине, на которой также расположен стол со встроенными электромагнитами и закрепленной на нем матрицей. Стол продольно перемещается соответствующим приводом по роликам, установленным в станине. На матрице размещается заготовка, которую крепят или прижимами (немагнитные сплавы), или электромагнитами (стальные сплавы). Модуль локальной формовки и разделения содержит неподвижную траверсу с рабочим инструментом - деформирующим валом с эластомерной оболочкой, ось которого перпендикулярна движению стола, и привод его вертикального перемещения, который может быть гидравлическим, пневматическим или механическим (нажимные винты). Установка, содержащая траверсу с рабочим инструментом, предназначена для осуществления локальной формовки и резки отверстий диаметром более 10 мм. Модуль также оснащен установкой для лазерной резки, необходимой для получения в листовом металле большой толщины отверстий диаметром менее 10 мм и сложных контуров с большим периметром. Резка осуществляется с помощью лазерной головки, имеющей возможность точного позиционирования и перемещения соответствующим приводом в продольном и поперечном направлениях. Модуль гибки-формовки содержит подвижную траверсу с эластомерным рабочим инструментом, ось которого расположена в направлении, параллельном движению стола. Движение траверсы выполняется соответствующим приводом горизонтального перемещения, а вала с эластомерной оболочкой - приводом вертикального перемещения, изготовленным в виде стержней регулируемой длины, на которых закреплены опорные ролики, имеющие возможность перемещения по шаблону, выполненному таким образом, чтобы можно было создавать одинаковое давление на заготовку на любом фрагменте рельефа матрицы.
Каждый привод горизонтального перемещения содержит двигатель, редуктор и винтовую пару в виде вала-винта и гайки.
Перечень чертежей
Схема устройства показана на:
фиг.1 - главный вид сбоку,
фиг.2 - вид сверху,
фиг.3 - сечение по шаблону привода вертикального перемещения рабочего инструмента модуля гибки-формовки.
Осуществление изобретения
На станине 1 установлен привод горизонтального перемещения стола с двигателем 2, редуктором 3 и винтовой парой в виде вала-винта 4 и гайки 5, жестко связанной со столом 6, содержащим встроенные электромагниты, предназначенные для крепления матрицы 7 и заготовок, обладающих магнитными свойствами (для немагнитных материалов предусмотрены прижимные планки, не показанные на фиг.1 и 2). На матрице 7 размещают заготовку 8. Стол 6 имеет возможность горизонтального перемещения по роликам 9, установленным в станине 1. При движении стола 6 происходит обработка заготовки на модуле локальной формовки и резки и/или на модуле гибки-формовки.
Модуль локальной формовки и резки включает в себя установку для лазерной резки металла с лазерной головкой 10, имеющей возможность точного позиционирования. Отдельный привод позволяет лазерной головке 10 осуществлять перемещения в продольном и поперечном направлениях по направляющим 12 и 13. Регулировка перемещений, производимых в вертикальном направлении, осуществляется вручную.
Установка для лазерной резки служит для получения отверстий диаметром менее 10 мм, а также резки сложных контуров с большой протяженностью.
На этом же модуле отдельной установкой осуществляют операции локальной формовки и резки отверстий диаметром более 10 мм, для чего предназначена неподвижная траверса 14, на которой установлен деформирующий вал 15 с эластомерной оболочкой 16 и привод его вертикального перемещения в виде нажимных винтов 17.
Модуль гибки-формовки содержит подвижную траверсу 18, расположенную на станине 19. На подвижной траверсе 18 установлен деформирующий вал 20, покрытый эластомерной оболочкой 21, и привод его вертикального перемещения, изготовленный в виде стержней 22 регулируемой длины. На каждом из стержней 22 закреплен опорный ролик 23. Ролик осуществляет движение по шаблону 24 (см. фиг.3), выполненному таким образом, чтобы можно было создавать одинаковое давление на заготовку 8 на любом фрагменте рельефа матрицы 7. Движение траверсы 18 осуществляется приводом горизонтального перемещения, состоящим из двигателя 25, редуктора 26, вала-винта 27 и гайки 28, жестко закрепленной на подвижной траверсе 18.
Обработка металла на гибком производственном комплексе для деформирования и резки листового металла осуществляется следующим образом: в исходном положении стол 6 находится в крайнем правом положении. На матрицу 7, установленную на столе 6 со встроенными электромагнитами, укладывают заготовку 8, если заготовка из немагнитного материала, для ее крепления предусмотрены дополнительные съемные прижимные планки (прижимы) (на фиг.1 и 2 не показаны). Затем включают двигатель 2, который через редуктор 3 приводит в движение вал-винт 4, и гайку 5, жестко связанную со столом 6. Стол 6 начинает перемещение по роликам 9.
Далее при необходимости осуществляют обработку модулем локальной формовки и резки. Стол 6 проходит установку для лазерной резки металла, где при остановке двигателя 2 и стола 6 осуществляют лазерную резку отверстий с диаметром до 10 мм и сложных контуров большого периметра. Резка заготовки осуществляется лазерной головкой 10, имеющей, с помощью привода и каретки 11, возможность перемещений: продольных по направляющим 12 и поперечных по направляющим 13, закрепленным на станине 1 гибкого производственного модуля. Регулировка перемещений в вертикальной плоскости осуществляется ручным управлением.
Здесь же при необходимости производят операции локальной формовки заготовки 8 и резку отверстий диаметром свыше 10 мм, если таковые имеются, посредством воздействия на заготовку острых кромок рельефа матрицы и эластомерной оболочки 16 вала 15 с приводом вертикального перемещения 17, установленных на соответствующей установке, выполняющей данные операции.
Дальнейшая обработка заготовки 8 производится на модуле гибки-формовки при остановке двигателя 2 и стола 6 на время осуществления операции. Перед началом операции подвижная траверса 18 находится в крайнем положении вне рабочего стола 6. Стол 6 с размещенной на нем заготовкой 8 неподвижен. При включении двигателя 25 привод горизонтального перемещения подвижной траверсы 18 через редуктор 26 приводит в движение вал-винт 27 и гайку 28. Причем гайка 28 жестко связана с подвижной траверсой 18, на которой располагается привод вертикального перемещения деформирующего вала 20 с эластомерной оболочкой 21. Привод вертикального перемещения изготовлен в виде стержня, регулируемой длины 22, на котором закреплен опорный ролик 23. Ролик осуществляет движение по шаблону 24, создавая тем самым давление на заготовку 8, причем это давление одинаково на любом фрагменте рельефа матрицы 7. Таким образом, при движении траверсы 18 происходит гибка-формовка заготовки 8 по матрице 7 вследствие действия на нее упругой оболочки 21 вала 20. Операция заканчивается остановкой подвижной траверсы 18 в крайнем положении вне рабочего стола 6, противоположном начальному.
Гибкий производственный комплекс для деформирования и резки листового металла предназначен для применения в мелкосерийном и единичном производстве.
Большим преимуществом служит легкая, не требующая значительных затрат времени, переналадка и замена инструмента. За счет объединения вышеописанных модулей в комплекс осуществляется экономия производственных площадей, существенно сокращается время на подготовку производства и самого процесса производства изделий, расширяются технологические возможности обработки различных материалов (алюминия, меди, различных марок стали), что позволяет увеличить номенклатуру выпускаемых изделий.
Имеющийся на модуле локальной формовки и резки привод вертикального перемещения позволяет деформировать металл на требуемую глубину и осуществлять резку отверстий с диаметром свыше 10 мм эластомерной оболочкой рабочего инструмента за один проход, что позволяет сохранить внешний вид изделия без потери качества поверхности листового металла.
Выбор толщин эластомерных оболочек (Н) и диаметров валов (d) рабочего инструмента в модулях осуществляется исходя из технологических параметров процессов и механических свойств материала (например, из глубины рисунка рельефа, который необходимо получить, силы, прикладываемой к валу, толщины листа (S) или предела прочности обрабатываемого металла (σв).
Диапазон значений диаметра жесткого вала составляет: для модуля локальной формовки 80<d1<150 мм; для модуля гибки-формовки 40<d2<80 мм.
Изобретение относится к обработке металлов давлением и применяется как оборудование для деформирования и резки листового металла. Гибкий производственный комплекс содержит модуль локальной формовки и резки и модуль гибки-формовки, установленные на одной станине. В станине размещен с возможностью продольного перемещения соответствующим приводом по роликам стол, оснащенный встроенными электромагнитами для крепления матрицы и заготовок из стальных сплавов или съемными прижимными планками для крепления немагнитных сплавов на матрице. Модуль локальной формовки и резки содержит неподвижную траверсу, на которой установлен рабочий инструмент - деформирующий вал с эластомерной оболочкой, выполненный с возможностью перемещения приводом вертикального перемещения, для локальной формовки и резки отверстий диаметром более 10 мм. При этом ось деформирующего вала перпендикулярна направлению движения стола. Неподвижная траверса содержит привод вертикального перемещения деформирующего вала. Модуль дополнительно снащен установкой для лазерной резки листового металла большой толщины, отверстий диаметром менее 10 мм и сложных контуров с большим периметром. Лазерная головка установки выполнена с возможностью точного позиционирования и перемещения соответствующими приводами в продольном и поперечном направлениях. Модуль гибки-формовки содержит подвижную траверсу с эластомерным рабочим инструментом, ось которого расположена в направлении, параллельном направлению движения стола. При этом указанная подвижная траверса выполнена с возможностью перемещения от привода горизонтального перемещения. Обеспечивается расширение технологических возможностей обработки для увеличения номенклатуры изделий, сокращения времени на переналадку и на производство, с сохранением высокого качества поверхности листового металла. 2 з.п. ф-лы, 3 ил.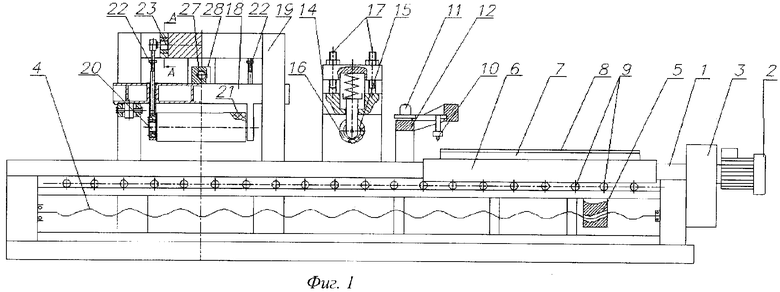
1. Гибкий производственный комплекс для деформирования и резки листового металла, отличающийся тем, что он содержит два установленых на одной станине обрабатывающих заготовку модуля, один из которых выполнен в виде модуля локальной формовки и резки, а другой - в виде модуля гибки-формовки, размещенный на указанной станине с возможностью продольного перемещения соответствующим приводом по роликам в станине стол, оснащенный встроенными электромагнитами для крепления матрицы и заготовок из стальных сплавов или съемными прижимными планками для крепления немагнитных сплавов на матрице, модуль локальной формовки и резки содержит неподвижную траверсу, на которой установлены рабочий инструмент в виде выполненного с возможностью перемещения посредством привода вертикального перемещения деформирующего вала с эластомерной оболочкой для локальной формовки и резки отверстий диаметром более 10 мм и указанный привод вертикального перемещения деформирующего вала, ось которого перпендикулярна направлению движения стола, и установку для лазерной резки листового металла большой толщины, отверстий диаметром менее 10 мм и сложных контуров с большим периметром с лазерной головкой, выполненной с возможностью точного позиционирования и перемещения соответствующими приводами в продольном и поперечном направлениях, а модуль гибки-формовки содержит выполненную с возможностью перемещения посредством привода горизонтального перемещения подвижную траверсу с эластомерным рабочим инструментом в виде деформирующего вала с эластомерной оболочкой, ось которого расположена параллельно направлению движения стола, и приводом вертикального перемещения указанного деформирующего вала.
2. Гибкий производственный комплекс по п.1, отличающийся тем, что привод вертикального перемещения деформирующего вала с эластомерной оболочкой модуля гибки-формовки выполнен в виде стержней регулируемой длины, на которых закреплен опорный ролик с возможностью перемещения по шаблону и создания одинакового давления на заготовку на любом фрагменте рельефа матрицы.
3. Гибкий производственный комплекс по п.1 или 2, отличающийся тем, что диаметр деформирующего вала рабочего инструмента модуля локальной формовки и резки составляет от 80 до 150 мм, а диаметр деформирующего вала рабочего инструмента модуля гибки-формовки составляет от 40 до 80 мм.
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2197353C1 |
| SU 16999345 A3, 15.12.1991 | |||
| GB 20119288 A, 28.03.1979. | |||

