Изобретение относится к обработке давлением листового металлического материала и может быть использовано при разработке инструмента, осуществляющего локальную формовку (прокатку) для изготовления изделий из листового металла, в частности декоративных панелей, элементов панелей плоских теплообменников и др.
Перспективным направлением нанесения рельефа на большие поверхности (несколько квадратных метров) листовых заготовок является формовка деформирующим валом с эластичной оболочкой.
Заданный рельеф на поверхности листовой заготовки формируется при ее пропускании между матрицей и вращающимся валом с эластичной оболочкой, где главным рабочим инструментом является вал с эластичной оболочкой.
Наиболее близким к изобретению является выбранный в качестве прототипа валок с эластичной поверхностью.
Валок содержит жесткий вал и смонтированный на нем эластичный элемент(RU 1558534 А1, 23.04.1990).
Недостаток известного инструмента заключается в том, что нет возможности регулирования жесткости эластичного давильного элемента на величину, достаточную для получения таких нормальных напряжений на поверхности контакта эластичного инструмента с листовой заготовкой, при которых возможно получение хорошего качества изделий из мягких сталей типа Ст.3, 08 КП, и возможна также обработка более трудно деформируемых сталей типа Ст.5, Сталь 30 и т.п., так как данная схема предварительно не нагружена, поэтому максимальные нормальные напряжения на поверхности контакта эластичного инструмента с листовой заготовкой, даже у самого жесткого из полиуретанов марки СКУ ПФЛ, как правило, не превышают 10 МПа.
Задачей изобретения является возможность увеличения жесткости эластичных элементов за счет их предварительного деформирования с преобладающими сжимающими напряжениями, что позволит создать на поверхности контакта эластичного инструмента с листовой заготовкой напряжения, достаточные для получения качественных изделий из мягких сталей типа Сталь Ст.3, 08 КП, и возможности обработки более трудно деформируемых сталей типа Сталь Ст.5, Сталь 30 и т.п.
Техническим результатом изобретения является возможность увеличения жесткости эластичных элементов за счет их предварительного деформирования с преобладающими сжимающими напряжениями, что позволяет создать на поверхности контакта эластичного инструмента с листовой заготовкой увеличить значение величины действующих контактных напряжений.
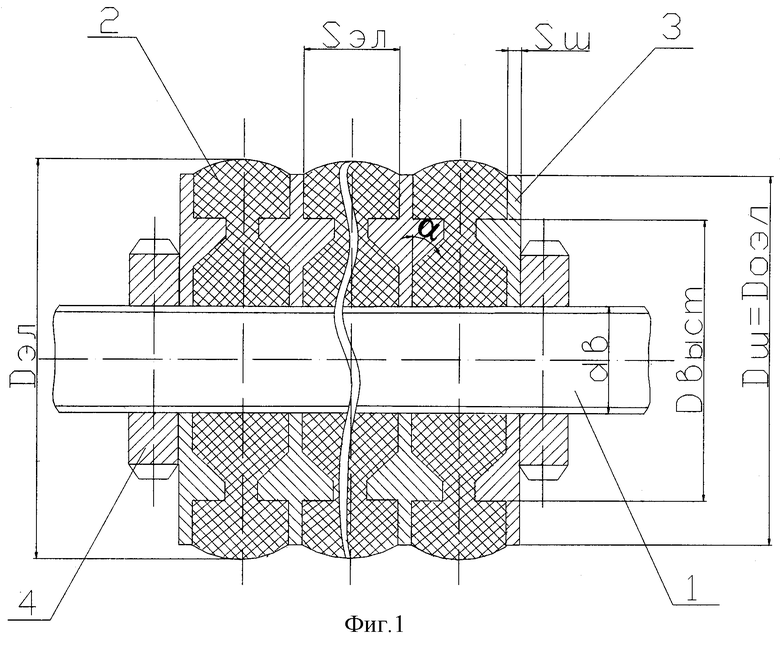
Технический результат достигается тем, что изобретенный эластичный инструмент с регулируемой жесткостью для локальной формовки листового металла содержит вал, выполненный в виде винта, с расположенными на нем эластичными полиуретановыми элементами, между которыми находятся шайбы с резьбой и конструктивно предусмотренным технологическим выступом. Это дает возможность регулировать жесткость эластичных элементов при помощи резьбового соединения за счет их предварительного деформирования с преобладающими сжимающими напряжениями. Таким образом, данная конструкция представляет собой вал с эластичной оболочкой с регулируемой жесткостью. Схема эластичного инструмента представлена на фигуре 1. При этом 100<Do эл<200; 0,05 Do эл<Sш<0,1 Do эл; Dш=Do эл±10 мм; Dвыст=0,75 Do эл; α=(30-45)°; dв>0,5 Do эл; 0,16 Do эл<Sэл<0,33 Do эл; 0,75 Dо эл<Dэл<Do эл±10 мм, где Do эл - начальный диаметр эластичной оболочки, Sш - толщина шайбы, Dш - диаметр шайбы, Dвыст - диаметр технологического выступа, α - угол подъема технологического выступа, dв - диаметр жесткого вала, Sэл - толщина эластичного элемента, Dэл - диаметр эластичного элемента.
Эластичный инструмент, содержит вал 1, эластичные элементы 2 (полиуретановые давильные кольца), между которыми находятся шайбы 3 с резьбой, гайки 4 по краям вала 1. Размеры конструктивных элементов выбираются из следующих соотношений.
Эластичный инструмент работает следующим образом. Производят настройку на требуемую жесткость эластичных элементов 2 путем затяжки шайб 3 и гаек 4, с условием, что степень деформации эластичных элементов 3%≤ε<30%, так как при ε≥30% стойкость полиуретановой оболочки резко уменьшается. Затем инструмент закрепляют на стане локальной формовки и производят деформирование заготовки.
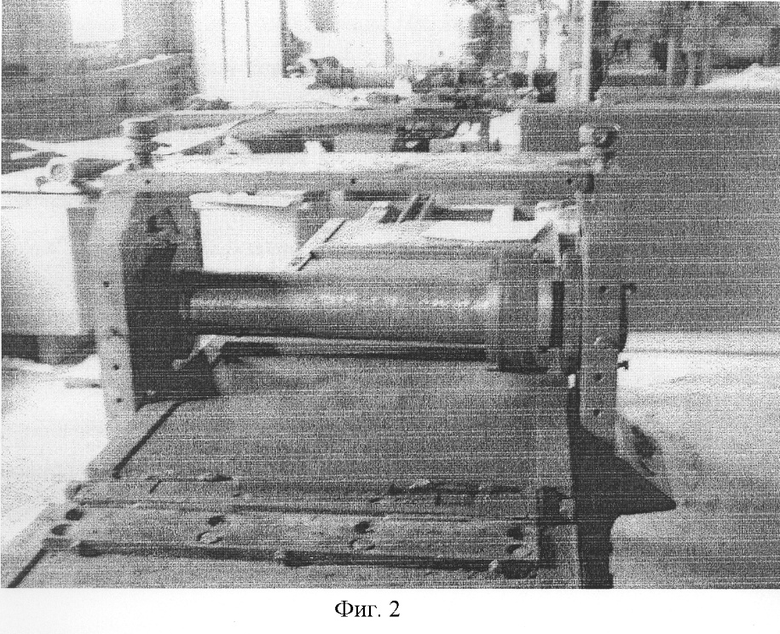
Проведен эксперимент с целью изучения поведения предварительно нагруженного сжимающими напряжениями эластичного элемента (исследовалась оболочка из СКУ-7Л) при различных степенях его предварительной деформации в условиях, близких к тем, которые будут реализованы в конкретном технологическом процессе - локальной формовке тонкого стального листа. Эксперимент проведен на стане, фотография которого представлена на фигуре 2.
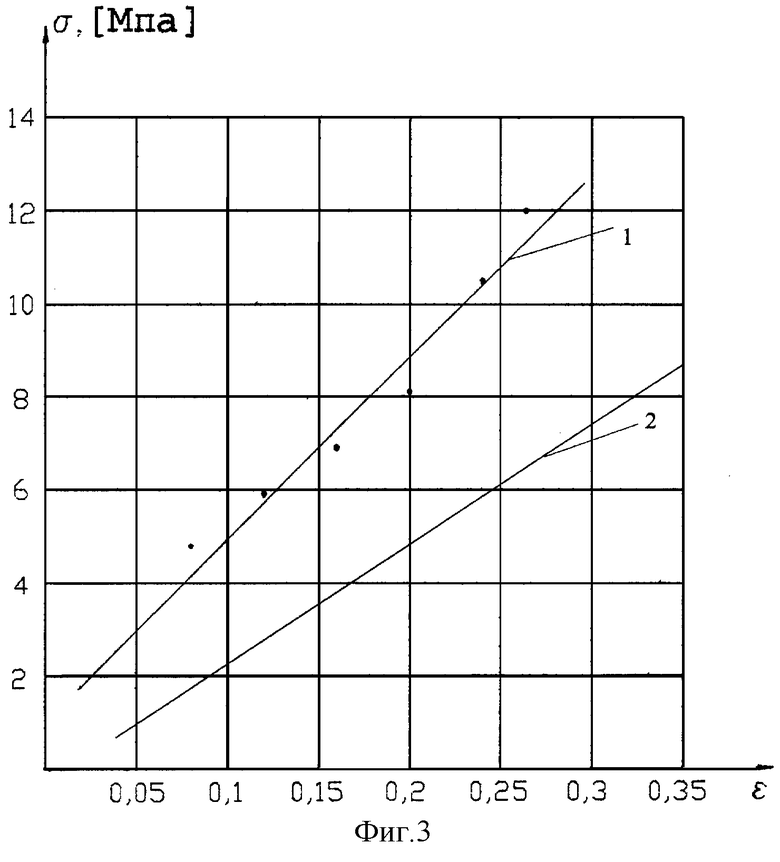
По результатам эксперимента получен график зависимости "напряжение -деформация" для предварительно деформированного эластичного кольца (полиуретан марки СКУ-7Л) с преобладающими сжимающими напряжениями. График представлен на фигуре 3 (прямая 1). Предельная степень деформации по толщине эластичного кольца равна εпр тк=0,25.
Для сравнения на фигуре 3 (прямая 2) приведен график зависимости "напряжение-деформация" для предварительно ненагруженного по толщине эластичного кольца (из полиуретана марки СКУ-7Л).
Из графиков видно, что при предельно допустимой степени деформации эластичной оболочки εпр=0,25 для полиуретана марки СКУ-7Л, средние контактные нормальные напряжения для предварительно деформированного по толщине с преобладающими сжимающими напряжениями эластичного кольца равны 11 МПа, а для предварительно не нагруженного эластичного кольца равны 6 МПа, что почти в два раза меньше, чем для предварительно деформированного эластичного элемента.
Предложенная конструкция эластичного инструмента обеспечивает возможность увеличения жесткости эластичных элементов за счет их предварительного деформирования с преобладающими сжимающими напряжениями, что позволяет создать на поверхности контакта эластичного инструмента с листовой заготовкой напряжения, достаточные для получения качественных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПАНЕЛЕЙ ПЛОСКИХ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2246369C2 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПАНЕЛЕЙ ПЛОСКИХ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2246368C2 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПАНЕЛЕЙ ПЛОСКИХ ТЕПЛООБМЕННИКОВ | 2007 |
|
RU2349407C2 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ-ГИБКИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2197352C2 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ-ГИБКИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2197354C1 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2197353C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| СТАН ЛОКАЛЬНОЙ ФОРМОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПАНЕЛЕЙ ПЛОСКИХ ТЕПЛООБМЕННИКОВ | 2002 |
|
RU2246367C2 |
| СТАН ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2268805C2 |
| СТАН ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО ЛИСТА ДАВЛЕНИЕМ | 2008 |
|
RU2368446C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для локальной формовки. Инструмент для локальной формовки листового металла, содержит жесткий вал с эластичными полиуретановыми элементами. Жесткий вал выполнен в виде винта с шайбами, имеющими технологические выступы для фиксации эластичных полиуретановых элементов и гайками для дополнительной фиксации, расположенными по краям жесткого вала. Обеспечивается качество изделий из мягких сталей и возможность обработки более труднодеформируемых сталей. 3 ил.
Инструмент для локальной формовки листового металла, содержащий жесткий вал, отличающийся тем, что жесткий вал выполнен в виде винта со смонтированными на нем эластичными полиуретановыми элементами, шайбами с технологическими выступами для фиксации упомянутых эластичных полиуретановых элементов и гайками для их дополнительной фиксации, расположенными по краям винта, при этом 100<Do эл<200; 0,05 Do эл<Sш<0,1 Do эл; Dш=Do эл±10 мм; Dвыст=0,75 Do эл; α=(30-45)°; dв >0,5 Do эл; 0,16 Do эл<Sэл<0,33 Do эл; 0,75 Do эл<Dэл<Do эл±10 мм, где Do эл - начальный диаметр эластичной оболочки, Sш - толщина шайбы, Dш - диаметр шайбы, Dвыст - диаметр технологического выступа, α - угол подъема технологического выступа, dв - диаметр жесткого вала, Sэл - толщина эластичного элемента, Dэл - диаметр эластичного элемента.
| Инструмент для обкатки тонкостенных полых изделий | 1988 |
|
SU1558534A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| US 5119658 А, 06.09.1992 | |||
| Вихревой распылительный аппарат | 1974 |
|
SU494170A1 |

