Изобретение относится к обувной промышленности и может быть использовано для изготовления текстильной и кожаной обуви литьевого метода крепления.
Цель изобретения - повышение производительности труда и улучшение гигиенических свойств готовой обуви.
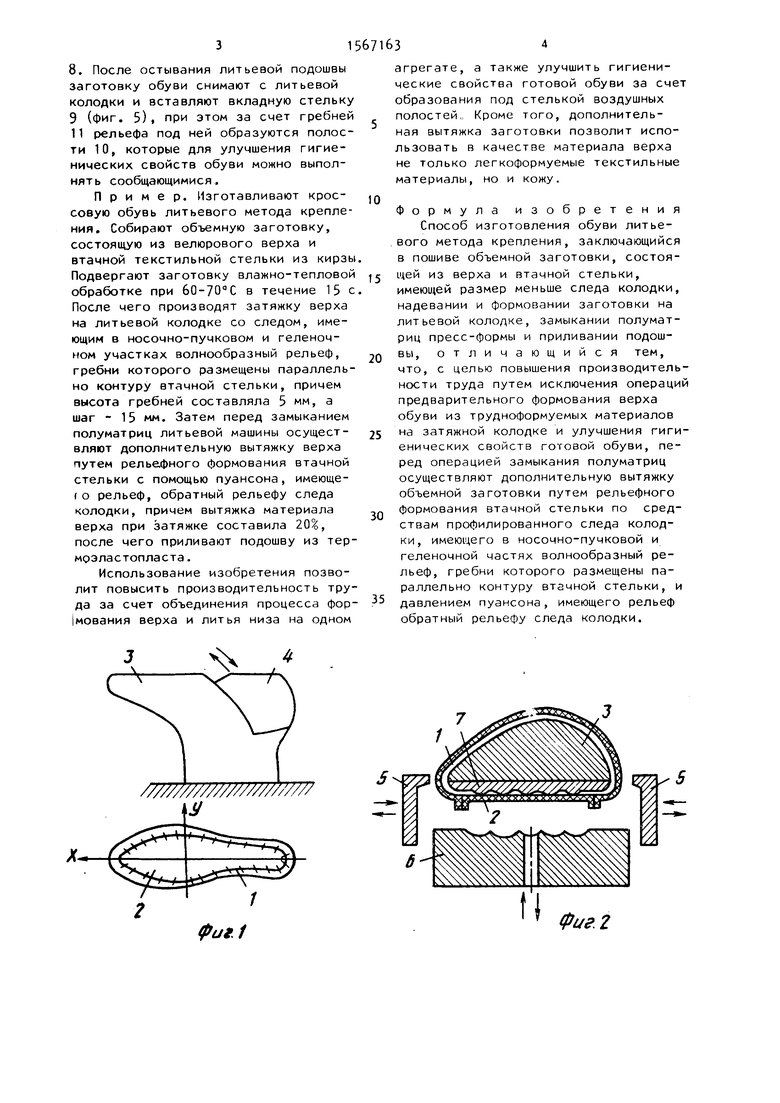
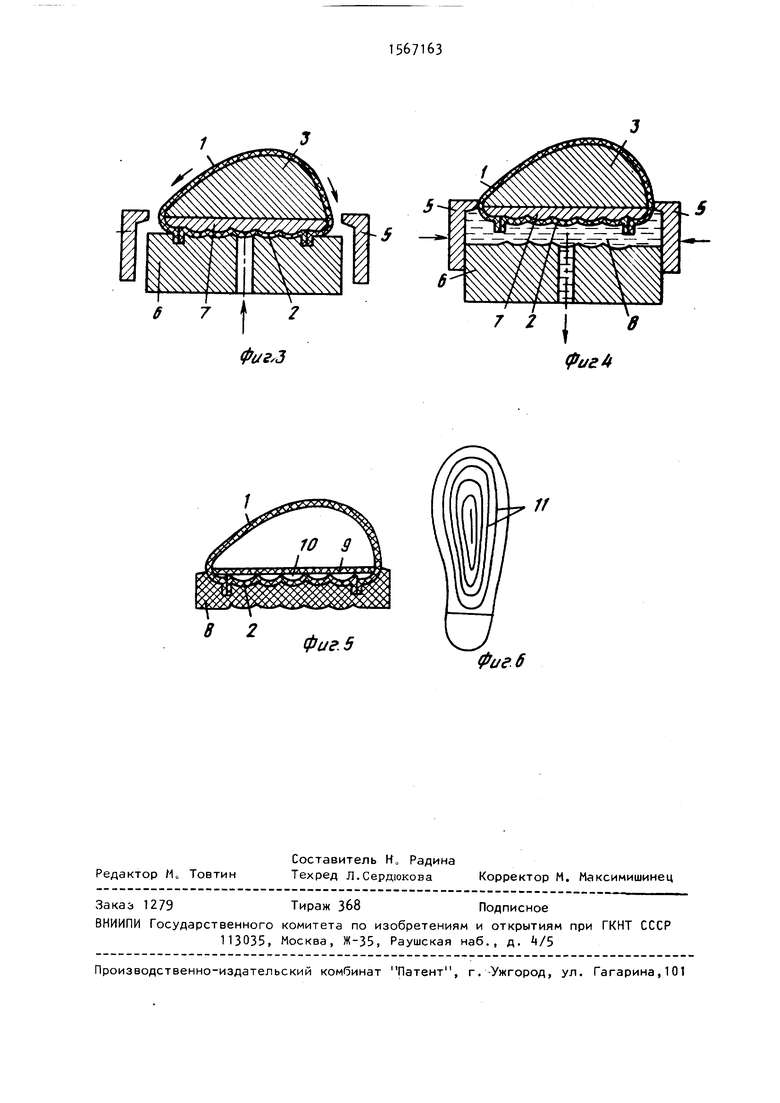
На фиг. 1 представлена схема формования верха на литьевой колодке; на фиг. 2-4 - последовательные стадии осуществления способа; на фиг. 5 - готовая обувь, поперечный разрез; на фиг, 6 - схематическое изображение расположения гребней рельефа по следу колодки.
Изготавливают объемную заготовку, близкую к объему колодки с учетом последующей упруго-пластической деформации материалов заготовки, состоящую из верха 1 и стачной стельки 2, имеющей размеры на 5-7 мм меньше
следа колодки 3, одевают заготовку на колодку 3 литьевой машины (фиг.2), снабженную пластиной 7 с волнообразным рельефом в носочно-пучковой и геленочной частях (фиг. 6), гребни 11 которого размещены параллельно контуру втачной стельки Пластина 7 при этом имеет толщину по впадине рельефа, равную толщине вкладной
стельки 9. После этого производят затяжку верха движением вдоль оси X пяточной части колодки 4 с последующей вытяжкой верха вдоль оси Y (фиг. 1) путем рельефного формования втачной стельки по следу колодки с помощью пуансона 6 (фиг. 3), который имеет рельеф, обратный рельефу пластины 7. Затем полуматрицы 5 смыкаются, фиксируя верх обуви в затянутом состоянии (фиг. 4), пуансон 6 отводят в заданное толщиной подошвы положение и производят отливку подошвы
ел
О
J
сг со
8. После остывания литьевой подошвы заготовку обуви снимают с литьевой колодки и вставляют вкладную стельку 9 (фиг. 5), при этом за счет гребней 11 рельефа под ней образуются полости 10, которые для улучшения гигиенических свойств обуви можно выполнять сообщающимися,
Пример. Изготавливают кроссовую обувь литьевого метода крепления. Собирают объемную заготовку, состоящую из велюрового верха и втачной текстильной стельки из кирзы Подвергают заготовку влажно-тепловой обработке при 60-70 С в течение 15с После чего производят затяжку верха на литьевой колодке со следом, имеющим в носочно-пучковом и геленоч- ном участках волнообразный рельеф, гребни которого размещены параллельно контуру втачной стельки, причем высота гребней составляла 5 мм, а шаг - 15 мм. Затем перед замыканием полуматриц литьевой машины осуществляют дополнительную вытяжку верха путем рельефного формования втачной стельки с помощью пуансона, имеюще- (о рельеф, обратный рельефу следа колодки, причем вытяжка материала верха при затяжке составила 20%, после чего приливают подошву из тер- моэластопласта.
Использование изобретения позволит повысить производительность труда за счет объединения процесса фор- |мования верха и литья низа на одном
5
0
5
0
5
агрегате, а также улучшить гигиенические свойства готовой обуви за счет образования под стелькой воздушных полостей, Кроме того, дополнительная вытяжка заготовки позволит использовать в качестве материала верха не только легкоформуемые текстильные материалы, но и кожу.
Формула изобретения
Способ изготовления обуви литьевого метода крепления, заключающийся в пошиве объемной заготовки, состоящей из верха и втачной стельки, имеющей размер меньше следа колодки, надевании и формовании заготовки на литьевой колодке, замыкании полуматриц пресс-формы и приливании подошвы, отличающийся тем, что, с целью повышения производительности труда путем исключения операций предварительного формования верха обуви из трудноформуемых материалов на затяжной колодке и улучшения гигиенических свойств готовой обуви, перед операцией замыкания полуматриц осуществляют дополнительную вытяжку объемной заготовки путем рельефного формования втачной стельки по средствам профилированного следа колодки, имеющего в носочно-пучковой и геленочной частях волнообразный рельеф, гребни которого размещены параллельно контуру втачной стельки, и давлением пуансона, имеющего рельеф обратный рельефу следа колодки.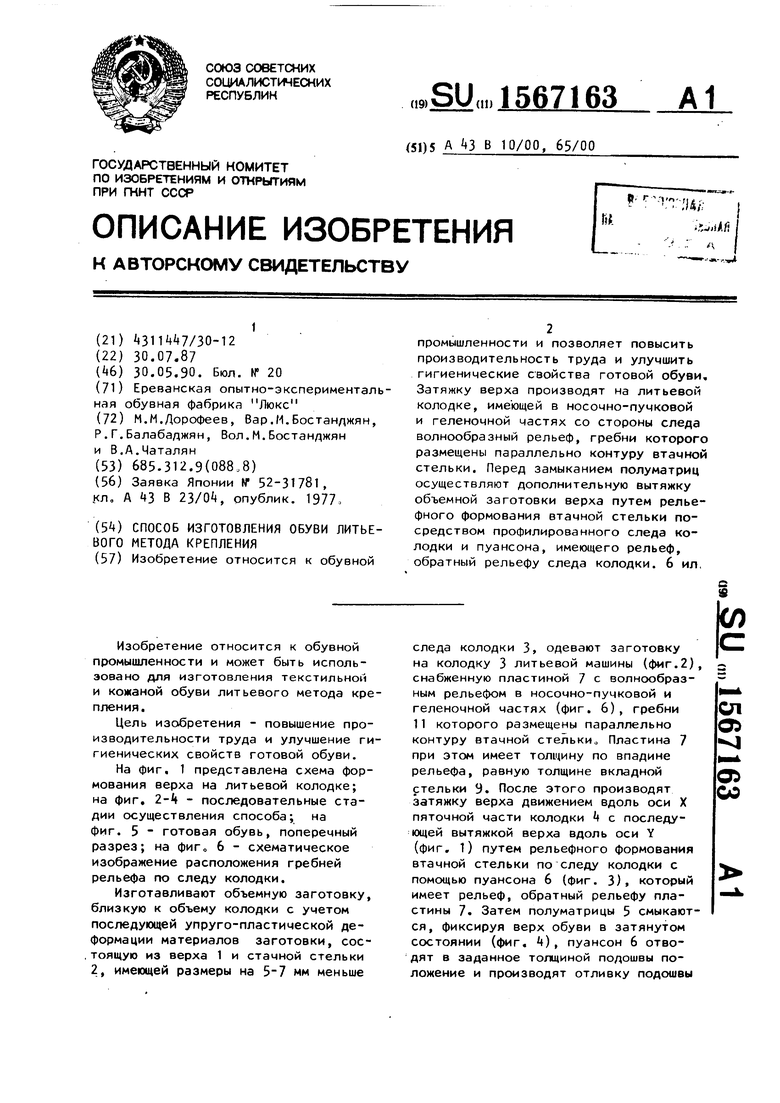
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| Втачная стелька для изготовления беззатяжной обуви | 1990 |
|
SU1720628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ изготовления подошвы из полиуретана с накладкой из непористой резины, подошва из полиуретана с накладкой из непористой резины, накладка из непористой резины для крепления к подошве из полиуретана и способ ее изготовления | 2014 |
|
RU2616576C2 |
Изобретение относится к обувной промышленности и позволяет повысить производительность труда и улучшить гигиенические свойства готовой обуви. Затяжку верха производят на литьевой колодке, имеющей в носочно-пучковой и геленочной частях со стороны следа волнообразный рельеф, гребни которого размещены параллельно контуру втачной стельки. Перед замыканием полуматриц осуществляют дополнительную вытяжку объемной заготовки верха путем рельефного формирования втачной стельки посредством профилированного следа колодки и пуансона, имеющего рельеф, обратный рельефу следа колодки. 6 ил.
///////////////////////./77
м
фиг.1
Фиг. 2
Фиг,3
8 2
фиг. 5
8
Фиг 4
If
Фиг б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
