Изобретение относится к способу или, соответственно, устройству для прокатки металлической полосы в прокатном стане, причем прокатный стан содержит по меньшей мере две прокатные клети, причем металлическая полоса имеет по меньшей мере две частичных области различной толщины, которые соединены друг с другом через клиновидный или приблизительно клиновидный переходный участок, и причем скорость прокатки прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка настраивают в зависимости от опережения прокатной клети, в частности, согласно немецкой выложенной заявке DE-OS 19749424 или международной публикации заявки WO 99/24183, имеющей приоритет заявки DE-OS 19749424.
При непрерывной прокатке случаются скачки толщины больше, чем 20%, которые предъявляют большие требования к настройке прокатного стана. Вследствие температуры катаной полосы при горячей прокатке имеется только малый зазор между петлей и сужением. Это справедливо тем более, когда возникают скачки толщины 50% и больше. Способ для уменьшения брака при горячей прокатке соответствующих катаных полос описан в DE-OS 19749424 или в международной публикации заявки WO 99/24183. Согласно известному способу осуществляют регулирование обжатий и скоростей на выходе прокатных клетей при изменении программы проходов в зависимости от опережения прокатной клети. За счет известного способа достигается быстрая смена программы проходов при непрерывной прокатке, при этом способ применим как при горячей, так и при холодной прокатке. Указанный способ включает, в частности, регулирование скоростей на выходе каждой прокатной клети в отдельности при прокатке клиновидного или приблизительно клиновидного переходного участка, при этом скорость на выходе всего прокатного стана остается постоянной. Тогда при переходе на новую программу проходов в случае уменьшения толщины конечного проката соответствующим образом уменьшается и скорость проката на входе прокатного стана. Если при переходе на новую программу проходов требуется увеличение скорости проката на выходе прокатного стана, то скорость на выходе каждой прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка возрастает в зависимости от общего увеличения скорости прокатной установки.
Задачей заявляемого изобретения является дальнейшее улучшение качества проката при подобном образе действий.
Задача решается согласно изобретению посредством того, что в известных из WO 99/24183 способе с признаками ограничительной части пункта 1 формулы изобретения или, соответственно, в устройстве для прокатки металлической полосы в прокатном стане с признаками ограничительной части пункта 2 формулы изобретения осуществляется дополнительное регулирование скорости прокатки прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка в зависимости от температуры металлической полосы, причем согласно известном способу и устройству для прокатки металлической полосы в прокатном стане прокатный стан содержит по меньшей мере две прокатные клети, причем металлическая полоса имеет по меньшей мере две частичных области различной толщины, которые соединены друг с другом через клиновидный или приблизительно клиновидный переходный участок, и причем скорость прокатки прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка настраивают в зависимости от опережения прокатной клети.
Способ согласно изобретению включает вычисление дополнительного значение ΔVL заданной скорости прокатки в зависимости от времени t, при этом основным условием для расчета является максимальное приближение температуры катаной полосы к желаемой заданной температуре полосы. Полученные значения ΔVL используют при корректировке скорости прокатки прокатной клети, устанавливаемой в зависимости от опережения прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка.
Дальнейшие преимущества и подробности приведены в последующем описании примеров выполнения.
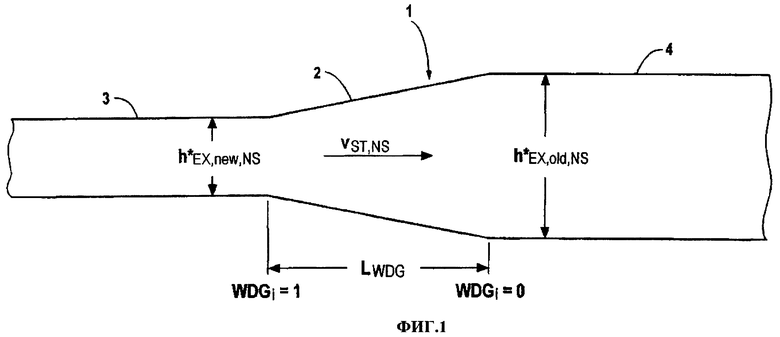
На Фиг.1 изображена металлическая полоса переменной толщины;
на Фиг.1а - схема управления прокаткой клиновидного участка;
на Фиг.1б - интеграция управления клиновидным участком в систему управления прокатным станом;
на Фиг.2 - характеристика заданных скоростей прокатки по аналогии со способом согласно публикации WO 99/24183;
на Фиг.3 - дополнительные значения заданной скорости прокатки;
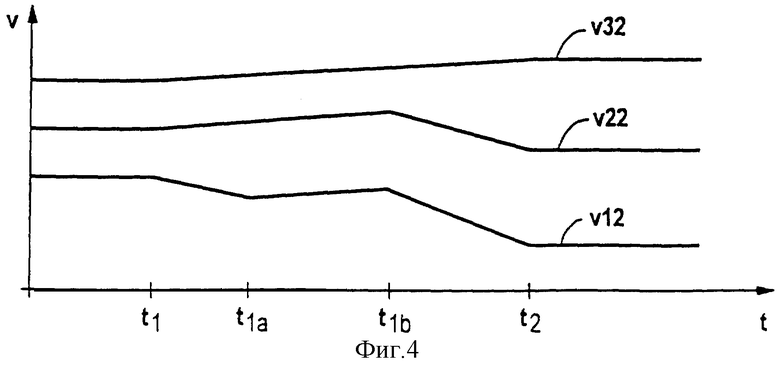
на Фиг.4 - характеристики заданных скоростей прокатки при учете опережения прокатной клети, а также температуры металлической полосы;
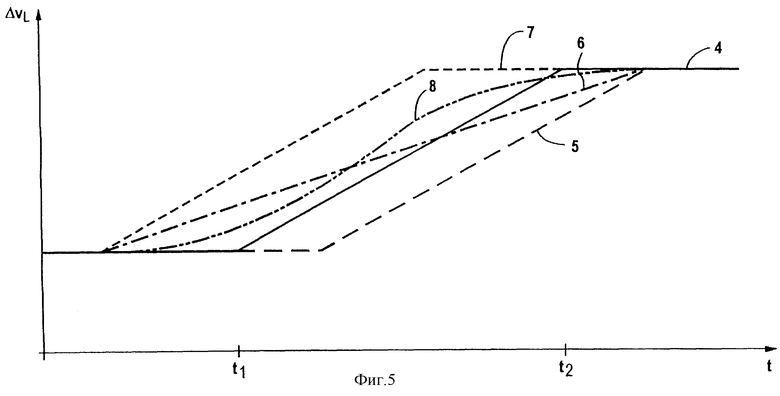
на Фиг.5 - альтернативные характеристики дополнительных значений заданной скорости.
На Фиг.1 показана металлическая полоса 1 переменной толщины, полученная в результате перенастройки программы проходов во время прокатки. При выходе из последней клети прокатного стана металлическая полоса 1 имеет область 4 с большей толщиной, которая соответствует толщине h*Ex, old, NS согласно старой программе проходов, а также область 3 меньшей толщины, которая соответствует толщине h*Ex, new, NS согласно новой программе проходов. Между двумя областями 3 и 4 металлическая полоса 1 имеет клиновидный переходный участок 2, длиной lWDG. При перенастройке программы проходов в общем изменяются обжатия и толщины полосы на выходе всех прокатных клетей. Поэтому, как показано, например, в публикации WO 99/24183, прокатные клети переводят в нужное время на новую программу проходов.
При смене программы проходов в принципе изменяются настройки, обжатия и скорости выхода заготовки, во всех прокатных клетях стана. При этом в возможном варианте реализации системы управления прокатные клети в определенное время перестраиваются со старой программы проходов на новую. Это достигается за счет подачи нормированного управляющего сигнала WDGi на отдельные прокатные клети, при этом индекс i обозначает номер прокатной клети. Управляющий сигнал WDGi изменяется в пределах значений от 0 до 1 при прокатке в клети клиновидного участка заготовки. Управляющий сигнал WDGi подается для каждой отдельной клети, при этом интегральное значение действительной скорости vSt, i заготовки делится на длину Lwdg клиновидного участка. Длина lWDG клиновидного участка для соответствующей клети пересчитывается в заданные значения толщины на выходе h*Ex, old, i и h*Ex, old, Ns для старой программы проходов:
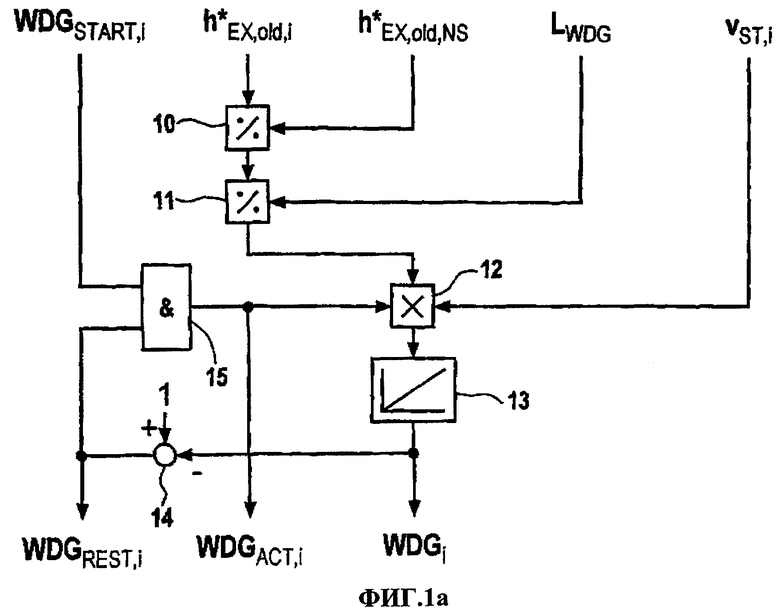
Индекс NS показывает последнюю прокатную клеть. Данный пересчет начинается, если начальный сигнал WDGstart, i изменяется с 0 к 1. При этом корректива заканчивается, когда сигнал WDGi достигает 1. При этом величина остаточного сигнала WDGrEsT, i не является больше нуля. Кроме того, генерируется активный сигнал, WDGAST, i, равный 1 при прохождении в клети клиновидного участки и равный нулю в остальных случаях. Активный сигнал WDGACT, i управляет включением и отключением определенных функциональных составляющих клети. Схема осуществления подобной системы показана на Фиг.1а. При этом в позициях указаны 10 и 11 делители, умножитель 12, интегратор 13, сумматор 14 и блок принятия решений 15.
При увеличении числа клетей в стане количество показанных на Фиг.1а схем увеличивается, при этом генерируется смещение стартового сигнала для каждой клети по отношению к первой и корректирующие параметры скорости для каждой клети.
При переходе на новую программу проходов для i-й клети взаимосвязь толщины заготовки по старой и по новой программе проходов, а также изменения толщины заготовки описывается следующим уравнением.
hEX, i=h*EX, old, i+(h*EX, new, i-h*EX, old, i)·WDGi
Обозначения в уравнении h*Ex, old, i - заданная толщина заготовки на выходе из i-й клети по старой программе проходов;
h*Ex, old, Ns - заданная толщина заготовки на выходе из последней клети по старой программе проходов.
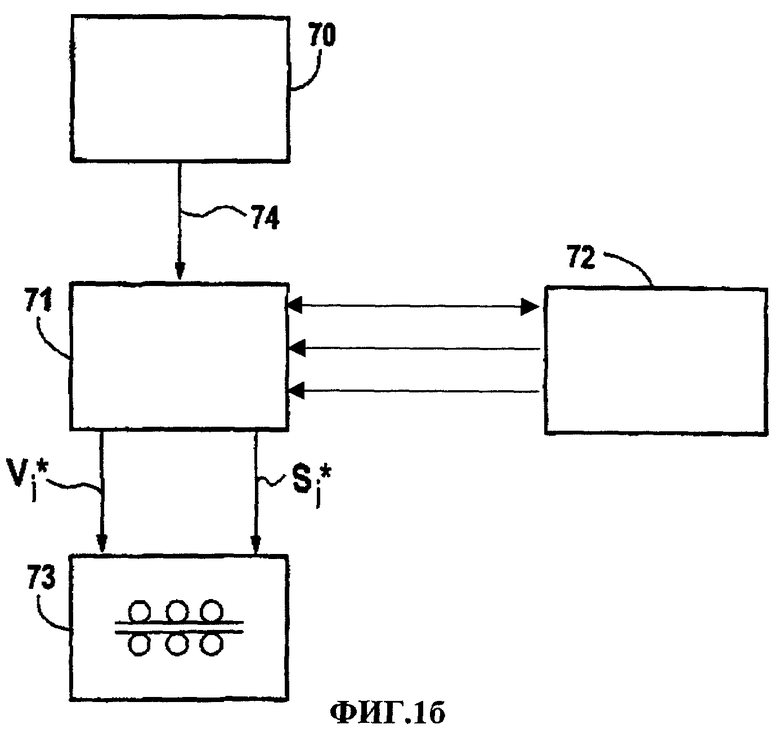
На Фиг.1б показана интеграция системы управления клиновидным участком в автоматизированную систему управления прокатным станом. Позицией 72 обозначена система управления прокаткой клиновидного участка. В позиции 73 представлен прокатный стан, для которого используется данная автоматизированная система 71 управления, которая получает задания 74 от вышестоящей системы 70 управления.
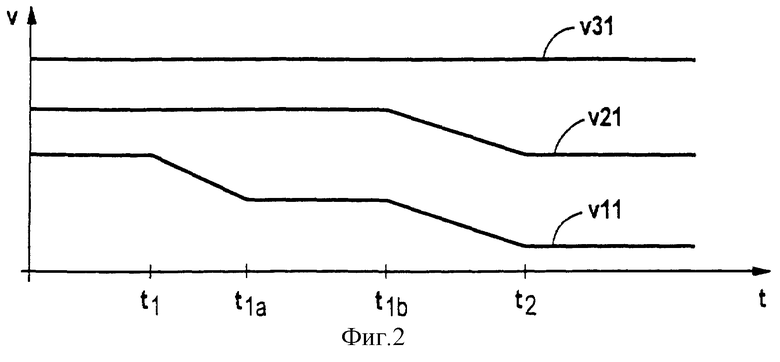
Согласование заданной скорости прокатки на основании управляющего сигнала WDG по аналогии с образом действий согласно публикации WO 99/24183 показывает Фиг.2 для трехклетьевого прокатного стана. При этом заданные значения скоростей прокатки v представлены в зависимости от времени t. V11 обозначает скорость прокатки первой прокатной клети, V21 скорость прокатки второй прокатной клети и V31 скорость прокатки третьей прокатной клети.
Фиг.3 показывает дополнительное значение ΔVL заданной скорости прокатки в зависимости от времени t. При этом для лучшей наглядности масштаб скорости по сравнению с Фиг.2 и Фиг.4 представлен большим. Дополнительное значение ΔVL для заданной скорости прокатки настаивают таким образом, чтобы температура катаной полосы возможно точно соответствовала желаемой заданной температуре. Заданные скорости относительно Фиг.2 изменяют на дополнительное значение ΔVL. Результат показывает Фиг.4. При этом V12 обозначает заданную скорость прокатки первой прокатной клети, V22 - заданную скорость прокатки второй прокатной клети и V32 обозначает заданную скорость прокатки третьей прокатной клети.
На Фиг.5 наряду с характеристикой 4 дополнительного значения ΔVL согласно Фиг.3 представлены дальнейшие возможные характеристики 5, 6, 7, 8 дополнительного значения ΔVL. Выбор подходящей характеристики 5, 6, 7, 8 для дополнительного значения ΔVL ориентируется по тому, как устанавливают подходящим образом желаемую температуру металлической полосы. Кроме того, при этом можно учитывать краевые или вспомогательные условия, как например пределы нагружения приводов прокатного стана.
Особенно предпочтительным является вычислять подходящую характеристику 4, 5, 6, 7, 8 для дополнительного значения ΔVL путем адаптации, например, посредством нейронной сети.
Использование: изобретение относится к непрерывной прокатке полосы, имеющей участки разной толщины, соединенной переходным клиновидным участком, в частности к способу и устройству для прокатки такой полосы. Сущность: способ прокатки металлической полосы (1) в прокатном стане, причем прокатный стан содержит по меньшей мере две прокатные клети, причем металлическая полоса (1) имеет по меньшей мере две частичные области (3, 4) различной толщины, которые соединены друг с другом через клиновидный или приблизительно клиновидный переходный участок (2), при котором скорость прокатки прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка (2) настраивают в зависимости от опережения прокатной клети, причем скорость прокатки прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка (2) настраивают также в зависимости от температуры металлической полосы (1). Устройство для прокатки включает прокатный стан, содержащий по меньшей мере две прокатные клети, выполненные с возможностью настройки скорости прокатки прокатной клети при прокатке клиновидного или приблизительно клиновидного переходного участка (2) также в зависимости от опережения прокатной клети и температуры металлической полосы (1). Изобретение обеспечивает возможность повышения качества проката. 2 н.п.ф-лы, 7 ил.
| WO 9924183 A 20.05.1999 | |||
| US 4506532 А 26.03.1985 | |||
| JP 7032020 A 03.02.1995 | |||
| Устройство для автоматического регулирования межвалкового зазора при прокатке листа на клин | 1980 |
|
SU942840A1 |
| Способ изготовления профильной полосы | 1976 |
|
SU596347A1 |

