(В ) УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
МЕЖВЛЛКОВОГО ЗАЗОРА ПРИ ПРОКАТКЕ ЛИСТА НА КЛИН


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Система автоматического регулирования толщины полосы | 1980 |
|
SU882675A1 |
| Устройство для автоматического управления толщиной проката | 1982 |
|
SU1088833A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Устройство для регулирования толщины полосы на непрерывном стане горячей прокатки | 1979 |
|
SU884771A1 |
| Способ компенсации несимметричных дефектов формы и серповидности полосы в процессе непрерывной прокатки | 1980 |
|
SU984527A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Нажимное устройство клети прокатного стана | 1983 |
|
SU1122385A1 |
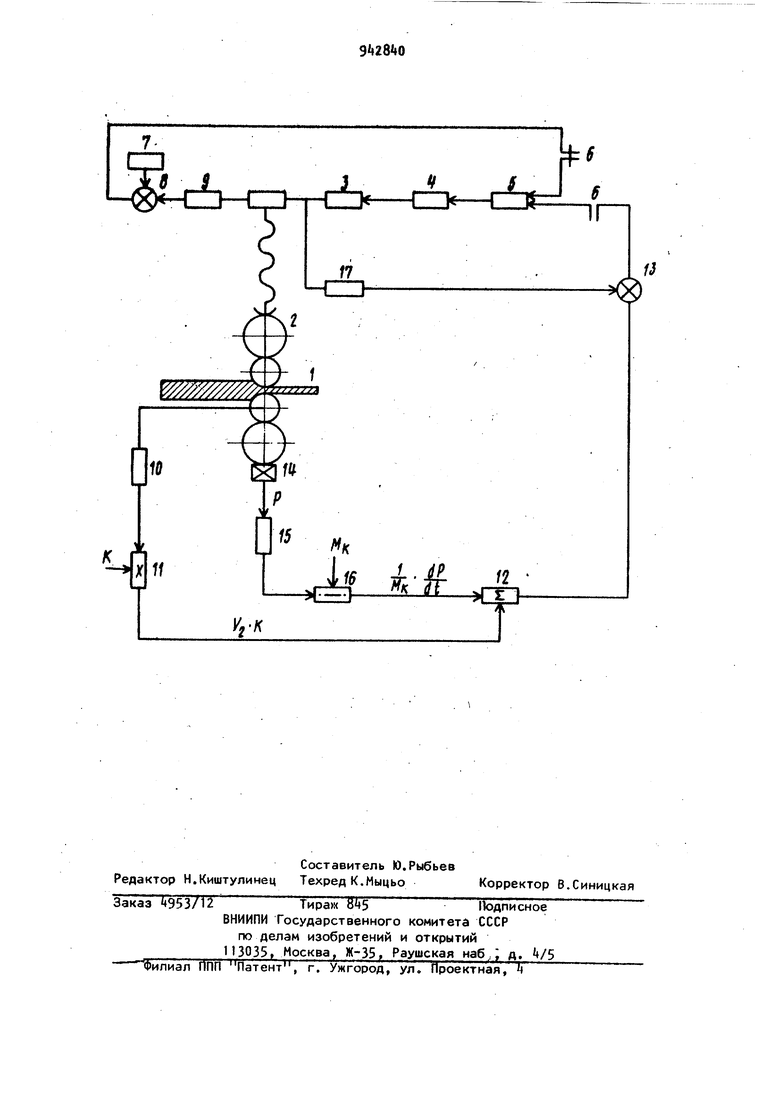
Изобретение относится к прокатно производству и может быть использовано на полунепрерывных и непрерывных станах горячей прокатки. Известно устройство для регулиро вания величины межвалкового зазора при прокатке клинообразных листов по сигналам, поступающим с импульсного генератора, соединенного с рабочими валками клети. Практически схема рассчитывает и осуществляет регулирование межвалкового зазора периодически для каждого участка дл ны клинообразного листа, ограниченного двумя соседними импульсами генератора. По мере уменьшения толщины листа величина изменения межвалкового зазора по участкам длины падает от максимального в начале про-г катки до минимального в конце прокатки 1 . Недостатками этой схемы являются сложность и дороговизна оборудования, а также нелинейный характер изменения клиновидности листа. Наиболее близким к предлагаемону по технической сущности и достигаемому результату является устройство для .автоматического регулирования межвалкового зазора клети кварто рри прокатке листа на клин 2j. Устройство состоит из блока регулирования усилия прокатки, измерителя длины листа на выходе из валков и измерителя величины межвалкового зазора клети кварто. В процессе прокатки непрерывно контролируют длину прокатанного участка полосы. В соответствии с сигналами измерителей величины межвалкового зазора при прокатке и длины полосы регулируют обжатие. Устройство базируется на косвенном измерении толщины il--S. и реализует алгоритм 5тек -{5ноч -)(5«. .PKQHA -(SH«. ) w где S раствор ненагруженных валков, Р - усилие прокатки, Мц - коэффициент жесткости клети, L - общая длина прокатываемого листа, --текущее значение длины лис /ге та. В формуле приняты сокращения: нач. - начальное значение параметра , тек. - текущее значение параметр кон. - конечное значение парамет ра. Однако это устройство характериз ется сложностью и недостаточной точ ностью реализации клиновидной прока ки, поскольку предварительно необхо димо вычисление составляющих конечной толщины ( РКОМ) Цель изобретения - упрои ение системы управления и снижения ее стоимости . Поставленная цель достигается те что устройство, включающее нажимной механизм клети с приводом и системой регулирования, измеритель раств ра валков в ненагруженном состоянии измерители скорости валков и усилия прокатки, датчик наличия металла в клети, дополнительно содержит элемент суммирования, элемент умножения, элемент дифференцирования и эл мент деления, причем вход регулятора скорости системы регулирования нажимного механизма присоединен через замыкающие контакты датчика наличия металла в клети к выходу элемента суммирования, первый вход которого присоединен к измерителю ско рости валков через элемент .умножени а второй вход - к измерителю усилия прокатки через элемент дифференцирования и элемент деления. Известно, что например, для умен шения толщины листа от переднего конца к заднему скорость нажимного устройства V , di-dh dp н.т didt 7л;;;аг 0 илиучитывая, что J Vv.--V MKdi где V,; скорость нажимного устройства, мм/с; скорость валков клети, м/с; коэффициент, учитывающий изменение толщины по длине г листа, мм/Мо постоянной клиновидности лис. dH. iHa41iK.oH к L 1. -Ь - длина листа, прокатываемого на клин, м. Первый член (Vg|) первой части уравненияCt) представляет собой составляющую задания скорости, обеспечивающую заданную клиновйдность при условии aбcoлюtнo жесткой клети. Второй-член щ--4|-)учитывает дополнительную составляющую задания скорости, обусловленную реальной величиной жесткости клети и изменением усилия прокатки по длине листа. На чертеже изображена структурная схема предлагаемого устройства. Устройство содержит прокатываемый 1 Металл, валки 2 клети, двигатель 3 привода :нажимного устройства, преобразовательный А агрегат, регулятор 5 скорости импульсно-фазового управления (СИФУ) преобразовательного агрегата, контакты 6 индикатора наличия металла (ИНМ в клети, задатчик 7 начального раствора валков системы позиционного управления, элемент 8 сравнения, датчик 9 действительного раствора валков, датчик 10 скорости валков, элемент 11 умножения, элемент 12 суммирования, элемент 13 сравнения, измеритель 14 усилия прокатки, элемент 15 дифференцирования, элемент 16 деления и датчик 17 скорости нажимного устройства. Устройство работает следующим с5бразом. Исходное положение нажимного устройства устанавливается после выхода металла Г из валков 2 клети. Отработка осуществляется по цепи: двигатель 3, преобразователь 4, регулятор 5 скорости, размыкающие контакты 6 индикатора наличия металла в клети, элемент 8 сравнения, задатчик 7 начального раствора валков, датчик 9 действительного раствора валков. В 5 первый момент после входа металла в .клеть в регулятор 5 скорости поступает сигнал, формируемый по цепи: датчик 10 скорости валков, элемент 11 -умножения, элемент 12 суммирования, элемент 13. сравнения, 3VoT сиг нал соответствует первому члену правой части алгоритма (k). Начинается процесс изменения рас вора валков. По цепи измеритель И усилия прокатки, элемент 15 диффере цирования, элемент 16 деления формируется второй член правой части алгоритма )„ Действительная величина скорости нажимного устройства контролируется датчиком 17 скорости, служащим элементом отрицательной обратной связи. Скорость нажимного устройства стабилизируется, обеспечивая реализацию заданной величины клина по длине листа. После выхода металла из клети устанавливается пе воначальный раствор валков как это было описано в начале, Пример. Для исключения пере грузки первой чистовой клети стана горячей прокатки вследствие темпера турного клина по длине подката необходимо прокатывать в ней подкат переменного сечения, причем толщина подката должна уменьшаться от перед него конца к заднему, Клиновидность подката обеспечивается прокаткой в последней черновой клети. Реализация клиновидной прокатки последней черновой клети обеспечивает стабилизацию момента в первой чистовой клети, т.е„ О Экономический эффект, за счет повышения срока службы оборудования оценивается величиной 80 тыс. руб. Формула изобретения Устройство для автоматического регулирования межвалкового зазора при прокатке листа на клин, содержащее нажимной механизм клети с приводом и системой его регулирования, измеритель раствора валков в нёнагружен. ном состоянии, измерители скорости валков и уси.лия прокатки, датчик наличия металла в клети, отличающееся тем, что, с целью упрощения системы управления и снижения ее стоимости, оно дополнительно содержит элемент суммирования, элемент умножения, элемент дифференцирования и элемент деления, причем вход регулятора скорости системы регулирования нажимного механизма присоединен через замыкающие контакты датчика наличия металла в клети к выходу элемента суммирования, первый вход которого присоединен к измерителю скорости валков через элемент умножения, а второй вход - к измерителю усилия прокатки через элемент дифференцирования и элемент деления. Источники информации, принятые во внимание при экспертизе 1.Заявка Японии № Sl-IOBGi S, кл. 12 С 211. (В 21 В 37/00), 1975. 2.Патент Японии N , кл. 12 С 211. (В 21 В 37/00), опублик. 197.
