(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОЙ ПОЛОСЫ
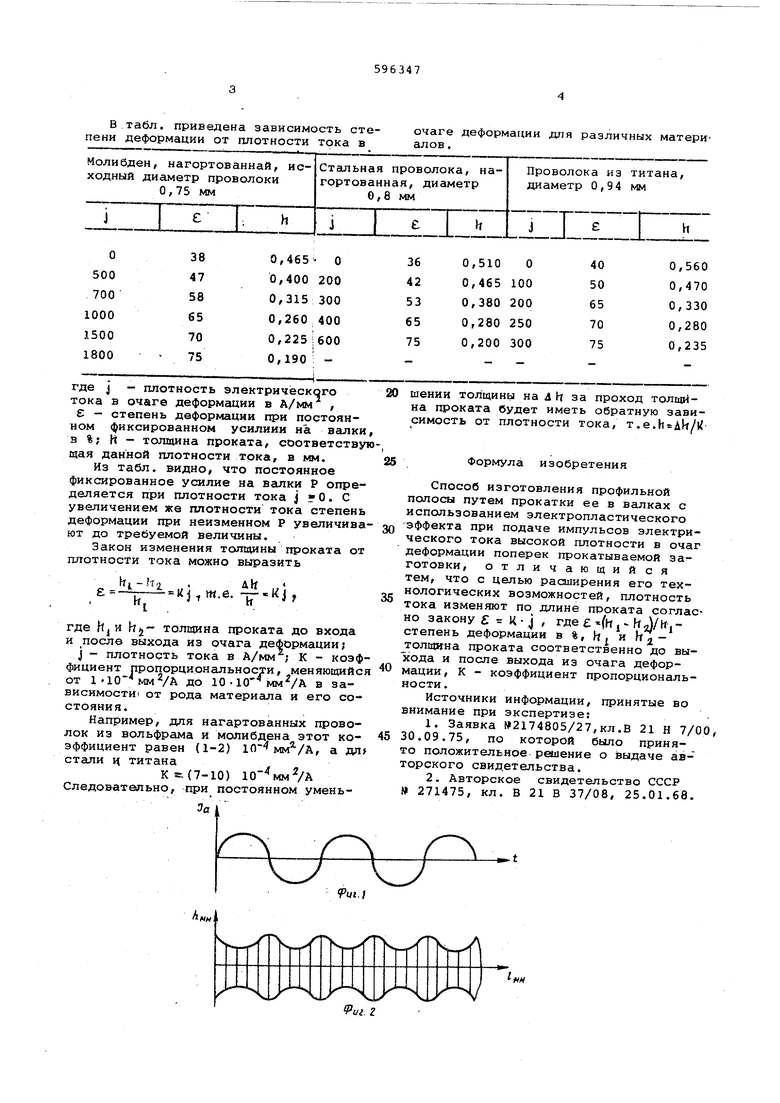
В табл. приведена зависимость степени деформации от плотности тока в
очаге деформации для различных материалов .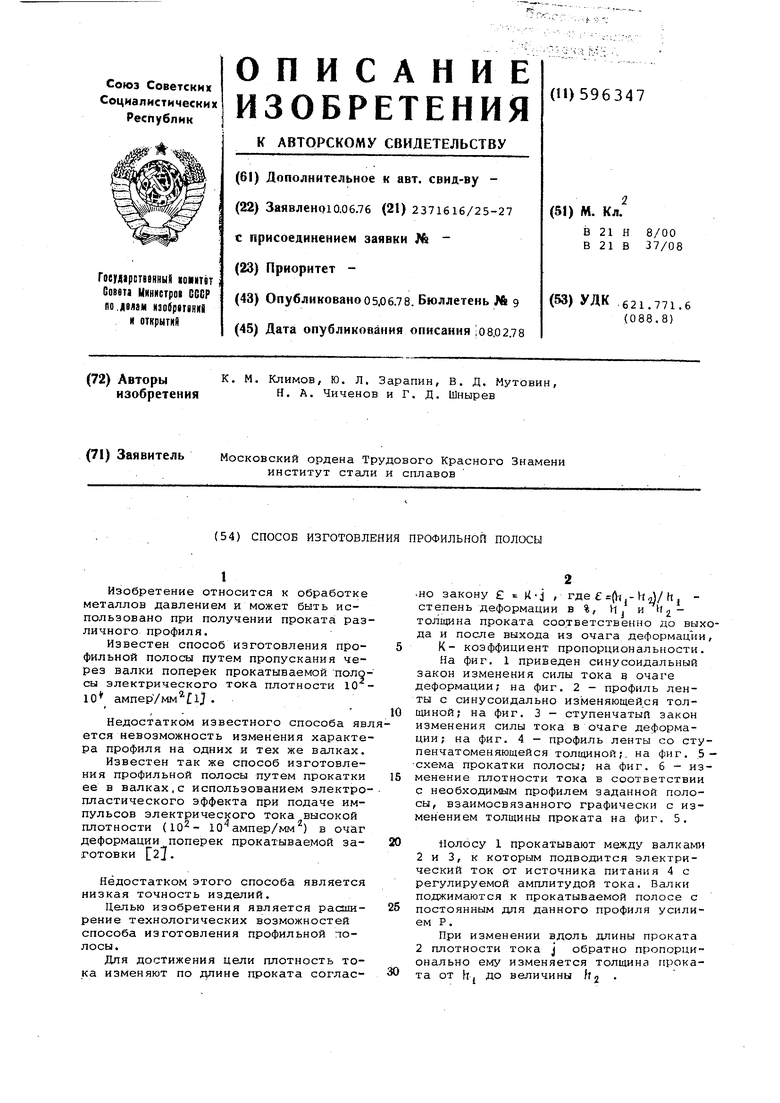
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки при прокатке | 1979 |
|
SU816598A1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |
| Способ холодной прокатки полос на непрерывном стане | 1987 |
|
SU1421432A1 |
| Способ автоматического управления ускоренным охлаждением полосы на стане горячей прокатки | 1981 |
|
SU1030060A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173225C2 |
| СПОСОБ АССИМЕТРИЧНОЙ ПРОКАТКИ ПЕРЕДНИХ КОНЦОВ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНЫХ СТАНАХ | 2012 |
|
RU2486974C1 |
| Способ прокатки полос | 1984 |
|
SU1214256A1 |
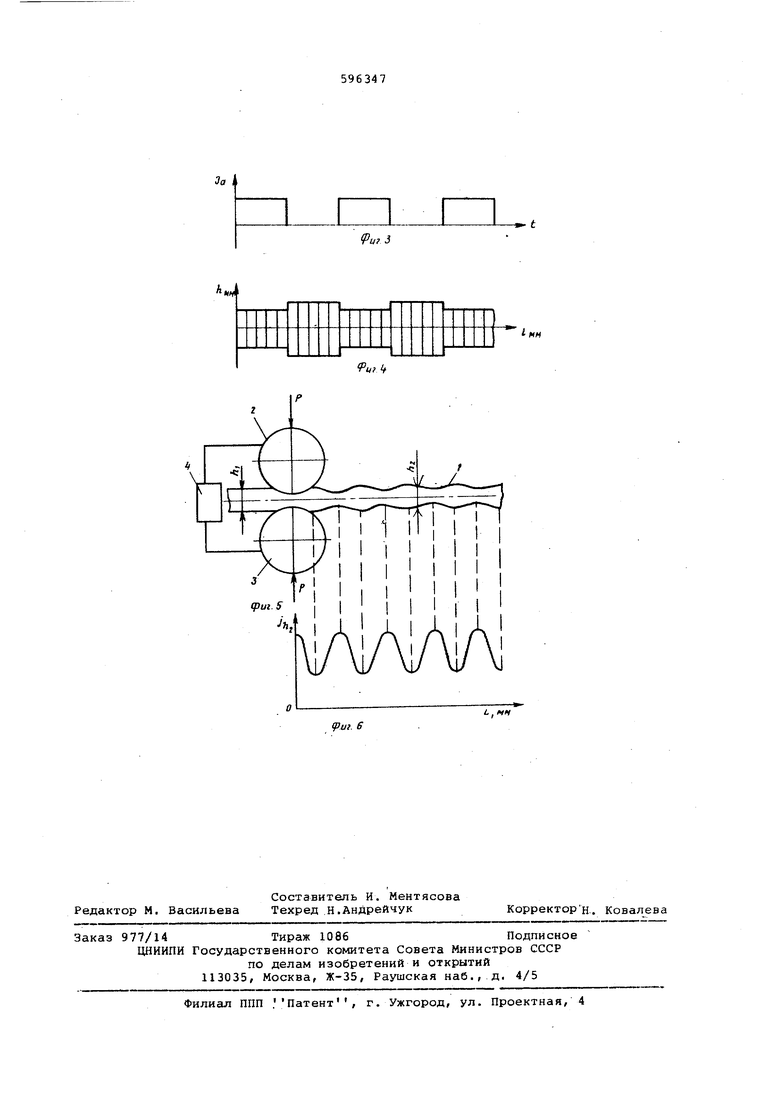
где J - плотность электрического тока в очаге деформации в А/мм , е - степень деформации при постоянном фиксированном усилиии на валки 3 %; И - толщина проката, соответству щая данной плотности тока, в мм. Из табл. видно, что постоянное фиксированное усилие на валки Р определяется при плотности тока j О. С увеличением же плотности тока степень деформации при неизменном Р увеличива ют до требуемой величины. Закон изменения проката от плотности тока можно выразить k,-.to . Alt . 1 .е. где hjи hj- толщина проката до входа и после выхода из очага деформации; j - плотность тока в А/мм ; К - коэф фициент пропорциональности, меняющийс от IlOVMMVA до 10-10 мм VA в зависимости от рода материала и его состояния. Например, для нагартованных проволок из вольфрама и молибдена этот коэффициент равен (1-2) 10 , а дп стали ч титана К .{7-10) IO MMVA Следовательно, при постоянном умень Pui.l
шении толщины на Л h за проход толщина проката будет иметь обратную зависимость от плотности тока, T,e.hrAk/l Формула изобретения Способ изготовления профильной полосы путем прокатки ее в валках с использованием злектропластического эффекта при подаче импульсов электрического тока высокой плотности в очаг деформации поперек прокатываемой заготовки, отличающийся тем, что с целью расширения его технологических возможностей, плотность тока изменяют по длине проката согласно закону К 4 / где -(н j - hji/Kjстепень деформации в %, It и h толщина проката соответственно до выхода и после выхода из очага деформации, К - коэффициент пропорциональности. Источники информации, принятые во внимание при экспертизе: 1.Заявка №2174805/27,кл.В 21 Н 7/00, 30.09.75, по которой было принято положительное решение о выдаче авторского свидетельства. 2.Авторское свидетельство СССР 271475, кл. В 21 В 37/08, 25.01.68.
-. t
/PufJ
iftH
H
